几何精度学参考文献
- 格式:doc
- 大小:649.50 KB
- 文档页数:20
几何公差实验报告几何公差实验报告引言:几何公差是工程设计中非常重要的一部分,它用于描述零件的几何形状和尺寸的变化范围。
在实际生产中,几何公差的控制对于确保零件的互换性、装配性和功能性至关重要。
本实验旨在通过测量和分析一组零件的几何公差,探讨公差对零件质量的影响,并提出相应的改进措施。
一、实验目的本实验的目的是:1.了解几何公差的定义和分类;2.掌握几何公差的测量方法;3.分析几何公差对零件质量的影响;4.提出改进措施,以提高零件的几何公差控制。
二、实验装置和材料1.测量工具:千分尺、千分表、游标卡尺等;2.实验零件:选取一组具有不同几何公差要求的零件。
三、实验步骤1.准备工作:(1)清洁实验装置,确保测量精度;(2)熟悉实验零件的图纸和几何公差要求。
2.测量几何公差:(1)使用千分尺等测量工具,按照图纸要求,分别测量零件的尺寸;(2)记录测量结果,并计算出每个零件的公差范围。
3.分析几何公差对零件质量的影响:(1)根据测量结果,比较不同零件的尺寸偏差和公差范围;(2)分析几何公差对零件装配性、互换性和功能性的影响。
4.改进措施:(1)根据分析结果,提出改进措施,以减小零件的几何公差;(2)例如,优化加工工艺、改进设备精度、提高操作人员技能等。
四、实验结果与分析通过对一组零件的测量和分析,我们得到了以下结果:1.不同零件的尺寸偏差和公差范围存在明显差异;2.几何公差的大小对零件装配性和功能性有显著影响;3.几何公差较大的零件在装配过程中易出现问题,影响产品的质量。
根据实验结果,我们可以得出以下结论:1.几何公差的控制是确保零件质量的关键;2.减小几何公差可以提高零件的装配性和互换性;3.改进加工工艺和设备精度可以有效降低几何公差。
五、结论与建议几何公差是工程设计和生产过程中必不可少的一部分。
通过本实验,我们深入了解了几何公差的定义和分类,掌握了几何公差的测量方法,并分析了几何公差对零件质量的影响。
机械零件技术中几何精度设计的探讨摘要一台机器性能的优势,首先取决于其零件的设计与制造精度。
要保证机械零件的精度,必须对其提出几何精度要求。
该文就机械零件设计过程中几何精度设计的一般原则和方法作了一些探讨。
着重指出形位公差与尺寸公差、表面粗糙度之间的关系,通过其间关系可以比较正确、合理地进行零件的几何精度设计。
关键词几何精度设计;尺寸公差;形位公差;表面粗糙度前言几何精度就是零、部件答应的几何误差,也称为几何公差,简称公差。
几何精度是根据产品的使用功能要求和加工工艺确定的。
几何精度设计知识根据产品的使用功能要求和制造条件确定机械零部件几何要素答应的加工和装配误差。
一般来说,零件上任何一个几何要素的误差都会以不同的方式影响其功能。
例如,曲柄-连杆-滑块机构中的连杆长度尺寸L的误差,将导致滑块的位置和位移误差,从而影响使用功能。
由此可见,对零件每个要素的各类误差都应给出精度要求。
正确合理地给出零件几何要素的公差是工程技术人员的重要任务。
几何精度设计在机械产品的设计过程中具有十分重要的意义。
下面就其中主要问题进行探讨。
零件的几何精度包括:1)零件的尺寸精度;2)外形和位置精度;3)表面精度等。
几何精度数值选择得是否合理,直接关系到零件的使用要求和加工成本。
几何精度设计的方法主要有:类比法、计算法和试验法三种。
类比法(亦称经验法)就是与经过实际使用证实合理的类似产品上的相应要素相比较,确定所设计零件几何要素的精度。
采用类比法进行精度设计时,必须正确选择类比产品,分析它与所设计产品在使用条件和功能要求等方面的异同,并考虑到实际生产条件、制造技术的发展、市场供给信息等诸多因素。
采用类比法进行精度设计的基础是资料的收集、分析与整理。
类比法是大多数零件要素精度设计所采用的方法。
计算法就是根据由某种理论建立起来的功能要求与几何要素精度之间的定量关系,计算确定零件要素的精度。
例如,根据液体润滑理论计算确定滑动轴承的最小间隙、根据弹性变形理论计算确定圆柱结合的过盈、根据机构精度理论和概率设计方法计算确定传动系统中各传动件的精度等等。
《几何精度设计与检测》课程代码:(学校统一填写)课程名称:几何精度设计与检测学分:2 学时:32 (其中实验学时:0)先修课程:高等数学,工程制图一、目的与任务本课程是一门实践性较强专业技术基础课,是联系机械设计类课程与制造工艺类课程的纽带,适合于仪器仪表类、机械类相关专业。
本课程的目的是通过几何精度设计与检测课程的学习,培养学生的机械零件几何精度的理解、设计及检测能力。
本课程的任务是通过几何精度设计与检测相关理论和方法的学习,使学生掌握机械零件几何精度的理解能力及设计方法,同时掌握典型的几何量检测及数据处理方法;培养学生正确使用国家标准、规范及相关应用原则的能力。
为后续相关专业课程的学习和工程设计奠定基础。
二、教学内容及学时分配第1章基本概念(3学时)1.1机械设计的基本过程1.2加工过程和加工误差1.3几何精度设计的基本原则1.4几何精度设计的主要方法1.5零件几何精度的表达方法1.6零件几何精度要求的实现1.7互换性1.8标准化与优先数系第2章尺寸公差与圆柱结合的互换性(6学时)2.1 概述2.2 公差与配合的基本术语及定义2.3 标准公差系列2.4 基本偏差系列2.5 公差与配合的标准化2.6 公差与配合的选用2.7 一般线性尺寸的未注公差第3章形状和位置公差(6学时)3.1 概述3.2 形位公差的标注方法3.3 形位公差的基本概念3.4 形位公差带定义、标注示例3.5 公差原则3.6 形位公差的选择第4章表面粗糙度(4学时)4.1 概述4.2 表面粗糙度的评定参数4.3 表面粗糙度的符号及标注4.4 表面粗糙度的选择第5章滚动轴承、螺纹、圆锥的互换性(3学时)5.1 滚动轴承的互换性5.2 螺纹的互换性5.3 圆锥的互换性第6章尺寸链(4学时)6.1 基本概念6.2 建立尺寸链6.3 尺寸链的基本关系6.4 尺寸链的计算第7章几何精度测量基础(6学时)7.1 长度尺寸检测7.2 角度和锥度检测7.3 形状和位置误差检测7.4 表面粗糙度检测三、考核与成绩评定考核:采用统一命题,微机试题库辅助,统一阅卷,集体复查,严把质量关。
几何精度设计实验课程教学大纲课程名称:几何精度设计实验英文名称:Designing Experiment of Geometrical Precision 课程编号:0200302面向专业:机械工程及自动化学时学分:实验学时:16学时,实验学分:学分本大纲主撰人:祝婷(Tel:,E-mail:)一、课程作用和具体目标本课程面向全校机械类、近机类和机电类专业学生开设。
通过实验,使学生加深对课堂教学内容的理解,掌握几何参数测量、常用计量器具的原理及使用方法,加深对互换性和公差基本概念的感性认识,初步具有正确使用常用计量器具以及处理测量结果的能力。
培养学生运用实验方法研究和设计几何量测量的初步能力和综合分析问题的能力以及自主创新的能力。
二、课程内容、学时分配与组织三、教学管理模式与注意事项1学生必须完成全部“必做实验”。
在此基础上,可根据自己的兴趣爱好、能力强弱和时间多少,自主选择完成“选做实验”,数量不受限制。
2实验室实施全开放管理,学生实验时间自定(可在相关教学内容讲授之前或之后,但必须在课程结束之前完成16学时的实验项目)并提前预约,以便安排。
3学生在实验前必须认真预习实验讲义中的相关内容,明确实验的基本原理、目的要求及安全事项。
教师应在实验开始前,对学生的预习情况进行认真的检查和考核,并作必要的讲解和辅导。
4要求学生严格遵守实验室管理条例和安全规范,强调安全操作。
学生须经指导教师认可后,方能离开实验室。
四、设备及器材配置每组配备:1 测量仪器 1台(套)2 工具若干五、考核与成绩评定1本课程最终成绩以优秀、良好、中等、及格、不及格五挡评定(相应于百分制为:大于等于90、80--89、70--79、60--69、小于60)。
2 指导教师根据每个学生实验预习情况、必做实验完成情况、实验数据的准确性、选做实验的数量和完成情况,以及对实验报告的批改,进行评分,并将成绩记录在册。
六、教材与参考资料廖念钊等互换性与技术测量南京:中国计量出版社。
基于加权几何精度因子(WGDOP)的地基导航系统评价方法杨楠;李昊;刘凯;刘长水【摘要】In order to evaluate the performance of position estimation in satellite navigation systems,GDOP is widely used as an evaluation method to measure the geometric relationship between measurement error and positioning error.Because the measurement error of each unit of the foundation navigation system is different and the influence of the user distance is not negligible,it is necessary to study the distance-related evaluation standard.Therefore,it is proposed to use WGDOP instead of GDOP as the criterion,and from the analysis of the variance of the foundation navigation system error,the WGDOP expression is analyzed in detail.By comparing the two positioning factors,the WGDOP is used as the foundation navigation system base station to set the evaluation standard and improve the accuracy.The results show that the weighted geometric accuracy factor can be used as the criterion to evaluate the actual use environment of the foundation navigation system,and the accuracy of the system positioning performance is improved.%为了评价卫星导航系统中位置估计的性能,GDOP作为一种衡量测量误差和定位误差之间几何关系的评价方法被广泛应用;由于地基导航系统各个单元的测量误差不同,且受用户距离影响不可忽略,需要对与距离有关的评价标准进行研究;因此,提出使用WGDOP代替GDOP作为评判标准,从分析地基导舷系统误差方差入手,对WGDOP表达式进行详细分析,通过系统比较两种定位因子,说明采用WGDOP作为地基导航系统基站布设评价标准,准确性高;研究结果表明,采用加权几何精度因子作为评价标准,可以更适应地基导航系统的实际使用环境,对系统定位性能进行更精确的评价,对精度因子评估有明显改善.【期刊名称】《计算机测量与控制》【年(卷),期】2017(025)010【总页数】4页(P293-296)【关键词】地基导航系统;加权几何精度因子;几何精度因子【作者】杨楠;李昊;刘凯;刘长水【作者单位】国防科学技术大学机电工程与自动化学院,长沙410073;陆航驻北京地区军事代表室,北京 100101;国防科学技术大学机电工程与自动化学院,长沙410073;国防科学技术大学机电工程与自动化学院,长沙410073【正文语种】中文【中图分类】TP273全球定位系统(GPS)是美国国防部为了满足军方和民用领域对实时、连续、精确导航的需求所提出的方案,它基于人造卫星,是面向全球的全天候无线定时、定位系统。
几何精度学论文机械工业是国民经济的基础。
一切物质和精神产品的创造,都离不开机械工业的发展和进步。
从广义的概念出发,机械工业可以涵盖航空,航天,汽车,建筑,仪表,仪器,电子,医疗,材料,生物,食品,船舶,卫生,环境,贸易等诸多领域。
它们无不与机械工业密切相关。
在固态物质产品生产中,其几何特性的精度对产品的使用功能具有非常重要的影响。
对机械厂品的品质评价,除了整机系统和基本参数以外,特别重要的就是精度指标。
不断提高机械产品的精度,是增强国际市场竞争力的的重要手段之一。
目前,机械工程科学技术人才又重新受到了人们的重视。
因此,大量培养适合科学技术发展需要,具有创新精神的机械工程科学技术队伍,是我国高等学校责无旁贷的历史任务。
机械产品精度获得大致可以分为:设计,制造和验收。
在设计阶段,从产品功能要求出发,对组成整机的固态零部件的几何要素逐一进行分析,以确定其几何精度的评定项目。
进而根据相应的几何精度技术规范或标准,完成精度设计,并按规定在图样上正确表达。
在制造阶段,根据设计图样进行工艺设计,完成零部件及整机的加工,装配和调试。
在验收阶段,根据设计图样拟订并实施检测方案,对测量结果进行误差评定,并按由设计要求确定的验收条件进行合格性判断。
显然验收工作将贯穿于产品制造的全过程。
固态产品的精度检测就是本课程的主要内容。
测量误差是被测量的测得值与其真值之差。
测量过程中,由于测量器本身的误差以及测量方法,环境条件等因素的制约,导致测量过程的不完善,使测得值与被测量真值之间存在一定差异,这种差异被称为测量误差。
被测量的测量不确定度应与其设计要求的精度相适应。
过大的测量不确定度会增加误收和误废的概率,从而影响产品功能和制造过程的经济性;过小的测量不确定度会增大测量费用使产品成本提高。
未给出测量不确定度的测量结果是没有意义的。
由此可见,使用什么方法测量,对测量不确定度得影响尤为重要。
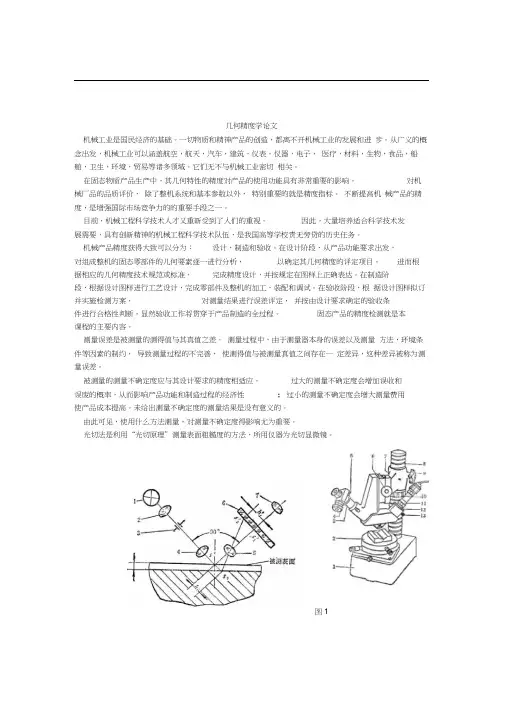
光切法是利用“光切原理”测量表面粗糙度的方法,所用仪器为光切显微镜。
几何光学参考文献几何光学是物理学中的一个重要研究领域,它是介绍光的行为、性质、特性和在不同状态下的应用的学科。
它主要涉及一些理论,如特殊相对论、波动原理、统计光学、粒子光学以及几何光学。
本文将着重讨论几何光学。
几何光学是最古老、最基本的光学学科,涉及到光从弱小的电磁波,到它在空间、时间和物质表面之间发生变化的过程。
几何光学及其应用领域由于对光线定位、折射、反射及折角以及它们以不同程度变形的特性有着极大的兴趣。
几何光学被用于众多的应用领域,如近视镜、光学系统和先进的光子学系统的设计等,广泛应用于科学研究、航空、太空、国防、军事和其它技术领域。
几何光学是研究光线传输和变换以及相对于物质表面的反射和折射的学科。
它研究光线在不同材料、不同状态环境中的传播、反射、折射和折角等物理现象。
几何光学的研究可以源于几何光学的基本原理,应用计算机辅助光学模拟技术和先进的几何光学理论,使得几何光学的研究能够得到更加全面的发展。
主要的参考文献包括:1)Hecht E.(2002)《几何光学:理论和应用》,金利出版社,美国。
2)Snell J.(1621)《反射与折射》,麦金利出版社,美国。
3)Gabor D.(1948)《几何光学中折射》,出版中心,英国。
4)Molina M.(1995)《折射与反射》,国际出版社,马德里。
5)Young H.(1807)《几何光学中的折射》,纽约大学出版社,美国。
6)Goodman J.(2005)《几何光学》,出版中心,英国。
7)Hecht E., Zajac A.(1998)《折射的几何光学》,索尔科出版社,美国。
8)Smith W.(1992)《几何光学:理论及应用》,凯斯西储大学出版社,美国。
9)Hecht E., Zajac A.(2002)《几何光学原理及其应用》,出版中心,英国。
10)Sommerfeld A.(1954)《几何光学:基础原理与应用》,出版中心,英国。
从上述文献中可以看出,几何光学是一种非常广泛的研究学科,其理论与应用领域也越来越广泛。
Part1中文[1] 巩云鹏、田万禄等主编. 机械设计课程设计 . 沈阳:东北大学出版社 2000[2] 孙志礼,冷兴聚,魏严刚等主编. 机械设计. 沈阳:东北大学出版社 2000[3] 刘鸿文主编. 材料力学. 北京:高等教育出版社1991[4] 哈尔滨工业大学理论力学教研组编. 理论力学. 北京:高等教育出版社 1997[5] 大连理工大学工程画教研室编. 机械制图. 北京:高等教育出版社 1993[6] 孙桓,陈作模主编. 机械原理. 北京:高等教育出版社 2000[7] 高泽远,王金主编. 机械设计基础课程设计.沈阳:东北工学院出版社 1987[8] 喻子建,张磊、邵伟平、喻子建主编. 机械设计习题与解题分析.沈阳:东北大学出版社 2000[9] 张玉,刘平主编. 几何量公差与测量技术 .沈阳:东北大学出版社 1999[10] 成大先主编.机械设计手册(减(变)速器.电机与电器)化学工业出版社Part2中文[1]《煤矿总工程师工作指南》编委会编著. 《矿总工程师工作指南》(上). 北京:煤炭工业出版社,1990.7[2] 严万生等编著.《矿山固定机械手册》..北京:煤炭工业出版社,1986.5,第1版[3]孙玉蓉等编著.《矿井提升设备》. 北京:煤炭工业出版社,1995.1,第1版[4] 中国矿业学院主编. 《矿井提升设备》. 北京:煤炭工业出版社,1980.9,第1版[5] 煤炭工业部制定.《煤矿安全规程》.煤炭工业出版社,1986,第1版[6] 谢锡纯,李晓豁主编.《矿山机械与设备》.徐州:中国矿业大学出版社,2000[7] 能源部制定.《煤矿安全规程》.北京:煤炭工业出版社,1992[8] 王志勇等编.《煤矿专用设备设计计算》.北京:煤炭工业出版社,1984[9] 彭兆行编.《矿山提升机械设计》.北京:机械工业出版社,1989[10] 机械设计、机械设计基础课程设计,王昆等主编,北京:高等教育出版社,1996[11] 机械设计手册/上册,《机械设计手册》联合编写组编,化学工业出版社,1979[12] 画法几何及工程制图,中国纺织大学工程图学教研室等编,上海科学技术出版社,1984[13] 机械零件设计手册(第二版)/中册,东北工学院《机械零件设计手册》编写组编,冶金工业出版社,1982[14] 机械零件课程设计,郭奇亮等主编,贵州人民出版社,1982.1[15] 机械设计标准应用手册/第二卷,汪恺主编,北京:机械工业出版社,1997.8[16] 矿山提升机械设计,潘英编,徐州:中国矿业大学出版社,2000.12[17] 机械设计(第七版),濮良贵、纪名刚主编,北京:高等教育出版社,2001[18] 极限配合与测量技术基础,孔庆华、刘传绍主编,上海:同济大学出版社,2002.2 PART3英文1、‘‘HOW CAN A BILL OF MATERIALS BE DEfiNED SO THAT ALL POSSIBLE PRODUCTS CAN BE BUILT EFfiCIENTLY?’’ ONE WAY T O ANSWER IT IS TO DEfiNE A SET OF COMPONENTS (CALLEDMODULES), EACH OF WHICH CONTAINS A SET OF PRIMARY FUNCTIONS. AN INDIVIDUAL PRODUCT IS THEN BUILT BY COMBINING SELECTED MODULES.【1】BRUNO AGARD,BERNARD PENZ. A SIMULATED ANNEALING METHOD BASED ON A CLUSTERING APPROACH TO DETERMINE BILLS OF MATERIALS FOR A LARGE PRODUCT FAMILY. INT. J. PRODUCTION ECONOMICS 117 (2009) 389–401.2、IN THIS STUDY, WE PROPOSE A METHODOLOGY FOR BUILDING A SEMANTICALLY ANNOTATED MULTI-FACETED ONTOLOGY FOR PRODUCT FAMILY MODELLING THAT IS ABLE TO AUTOMATICALLY SUGGEST SEMANTICALLY-RELATED ANNOTATIONS BASED ON THE DESIGN AND MANUFACTURING REPOSITORY.【2】SOON CHONG JOHNSON LIM,YING LIU,WING BUN LEE.A METHODOLOGY FOR BUILDING A SEMANTICALLY ANNOTATED MULTI-FACETED ONTOLOGY FOR PRODUCT FAMILY MODELLING. ADVANCED ENGINEERING INFORMATICS 25 (2011) 147–161.3、THE AIM OF THIS WORK IS TO ESTABLISH A METHODOLOGY FOR AN EFFECTIVE WORKING OF RECONfiGURABLE MANUFACTURING SYSTEMS (RMSS). THESE SYSTEMS ARE THE NEXT STEP IN MANUFACTURING, ALLOWING THE PRODUCTION OF ANY QUANTITY OF HIGHLY CUSTOMISED AND COMPLEX PRODUCTS TOGETHER WITH THE BENEfiTS OF MASS PRODUCTION.【3】 R.GALAN,J.RACERO,I.EGUIA,J.M.GARCIA. A SYSTEMATIC APPROACH FOR PRODUCT FAMILIES FORMATION IN RECONfiGURABLE MANUFACTURING SYSTEMS.ROBOTICS AND COMPUTER-INTEGRATED MANUFACTURING 23 (2007) 489–502.4、A MIXED INTEGER LINEAR PROGRAMMING MODEL IS INVESTIGATED THAT OPTIMIZES THE OPERATING COST OF THE RESULTING SUPPLY CHAIN WHILE CHOOSING THE PRODUCT VARIANTS AND CAN DEfiNE THE PRODUCT FAMILY AND ITS SUPPLY CHAIN SIMULTANEOUSLY.【4】 JACQUES LAMOTHE,KHALED HADJ-HAMOU,MICHEL ALDANONDO. AN OPTIMIZATION MODEL FOR SELECTING A PRODUCT FAMILY AND DESIGNING ITS SUPPLY CHAIN. EUROPEAN JOURNAL OF OPERATIONAL RESEARCH 169 (2006) 1030–1047.5、THIS PAPER PRESENTS LCP-FAMILIES, A CONCEPT TO DEVELOP REFERENCE RANGES FOR ENVIRONMENTAL IMPACT OF A NEW PRODUCT. A NEW PRODUCT CAN BE CATALOGUED AS ENVIRONMENTALLY BETTER OR WORSE THAN A PERCENTAGE OF ITS COMPETITORS, DEPENDING ON WHAT POSITION IT OCCUPIES IN ITS LCP-FAMILY.【5】 DANIEL COLLADO-RUIZ,HESAMEDIN OSTAD-AHMAD-GHORABI. COMPARING LCA RESULTS OUT OF COMPETING PRODUCTS: DEVELOPING REFERENCE RANGES FROM A PRODUCT FAMILY APPROACH.JOURNAL OF CLEANER PRODUCTION 18 (2010) 355–364.6、THIS PAPER HAS PROPOSED A COOPERATIVE COEVOLUTIONARY OPTIMIZATION METHOD FOR OPTIMAL DESIGN OF PRODUCT FAMILY WITH MULTI–LEVEL COMMONALITY .【6】 L.SCHULZE,L.LI. COOPERATIVE COEVOLUTIONARY OPTIMIZATION METHOD FOR PRODUCT FAMILY DESIGN.7、THIS PAPER CHARACTERIZES A DECISION FRAMEWORK BY WHICH A fiRM CAN MANAGE GENERATIONAL PRODUCT REPLACEMENTS UNDER STOCHASTIC TECHNOLOGICAL CHANGES.【7】 HENG LIU,OZALP OZER. MANAGING A PRODUCT FAMILY UNDER STOCHASTIC TECHNOLOGICAL CHANGES. INT. J. PRODUCTION ECONOMICS 122 (2009) 567–580.8、THIS PAPER PROPOSES AN INFORMATION SEARCH AND RETRIEVAL FRAMEWORK BASED ON THE SEMANTICALLY ANNOTATED MULTI-FACET PRODUCT FAMILY ONTOLOGY TO SAVE TIME FOR THE ONTOLOGY DEVELOPMENT IN DESIGN ENGINEERING.【8】 SOON CHONG JOHNSON LIM,YING LIU,WING BUN LEE. MULTI-FACET PRODUCT INFORMATION SEARCH AND RETRIEVAL USING SEMANTICALLY ANNOTATED PRODUCT FAMILY ONTOLOGY. INFORMATION PROCESSING AND MANAGEMENT 46 (2010) 479–493.9、THE PURPOSE OF THE PAPER IS TO PRESENT PRODUCT VARIETY ANALYSIS (PVA) APPROACH TO COORDINATED AND SYNCHRONIZED FOWS OF INFORMATION ABOUT PRODUCTS AND PRODUCTION PROCESSES AMONG VARIOUS SUPPLY CHAIN MEMBERS.【9】 PETRI HELO,QIANLI XU,KRISTIANTO,ROGER JIANXIN JIAO. PRODUCT FAMILY DESIGN AND LOGISTICS DECISION SUPPORT SYSTEM.10、THE PURPOSE OF THIS PAPER IS TO PROPOSE A PRODUCT FAMILY DESIGN ARCHITECTURE THAT SATISFIES CUSTOMER REQUIREMENTS WITH MINIMAL EFFORTS.【10】 TAIOUN KIM,HAE KYUNG LEE,EUN MI YOUN. PRODUCT FAMILY DESIGN BASED ON ANALYTIC NETWORK PROCESS.11、THIS PAPER PRESENTS A CONCEPTUAL FRAMEWORK OF USING SEMANTIC ANNOTATION FOR ONTOLOGY BASED DECISION SUPPORT IN PRODUCT FAMILY DESIGN.【11】 SOON CHONG JOHNSON LIM,YING LIU,WING BUN LEE. USING SEMANTIC ANNOTATION FOR ONTOLOGY BASED DECISION SUPPORT IN PRODUCT FAMILY DESIGNPart4中文&英文[1] 陈维健,齐秀丽,肖林京,张开如. 矿山运输与提升机械. 徐州:中国矿业大学出版社,2007[2] 王启广,李炳文,黄嘉兴,采掘机械与支护设备,徐州:中国矿业大学出版社,2006[3] 陶驰东.采掘机械(修订版).北京:煤矿工业出版社,1993[4] 孙广义,郭忠平.采煤概论.徐州:中国矿业大学出版社,2007[5] 张景松.流体力学与流体机械之流体机械.徐州:中国矿业大学出版社,2001[6] 濮良贵,纪名刚.机械设计.北京:高等教育出版社,2006[7] 李树伟.矿山供电. 徐州:中国矿业大学出版社,2006[8] 于岩,李维坚.运输机械设计. 徐州:中国矿业大学出版社,1998[9] 煤矿安全规程, 原国家安监局、煤矿安监局16号令2005年[10] 机械工业部北京起重运输机械研究所,DTⅡ型固定带式输送机设计选用手册,冶金工业出版社[11]Tugomir Surina, Clyde Herrick. Semiconductor Electronics. Copyright 1964 by Holt, Rinehart and Winston, Inc., 120~250[12] Developing Trend of Coal Mining Technology. MA Tong – sheng. Safety and Production Department, Hei longjiang Coal Group, Ha erbin,ChinaPart5中文[1]北京农业工程大学农业机械学[M]中国农业机械出版社,1991年[2]机械设计手册(1—5卷)[3]邓文英,郭晓鹏.金属工艺学[M],高等教育出版社,2000年[4]刘品,徐晓希.机械精度设计与检测基础[M],哈尔滨工业大学出版社,2004[5]王昆,何小柏,汪信远.机械设计课程设计[M],高等教育出版社,1995[6]濮良贵,纪名刚.机械设计[M],高等教育出版社,2000年[7]朱冬梅,胥北澜.画法几何及机械制图[M],高等教育出版社,2000年[8]杨可帧,程光蕴.机械设计基础[M],搞成教育出版社,1999年[9]孙恒,陈作模.机械原理[M],高等教育出版社,1999年[10]哈尔滨工业大学理论力学教研组.理论力学[M],高等教育出版社,2002年[11]张也影,流体力学[M],高等教育出版社,1998年[12]张学政,李家枢.金属工艺学实习材料[M],高等教育出版社,1999年[13]史美堂,金属材料[M],上海科学技术出版社,1996年[14]黄常艺,严晋强.机械工程测试技术基础[M],机械工艺出版社,2005年[15]齐宝玲.几何精度设计与检测技术,机械工业出版社,1999年[16]张启先.空间机构的分析与检测技术,机械工业出版社,1999年[17]史习敏,黎永明.精密机构设计,上海科学技术出版社,1987年[18]施立亭.仪表机构零件,冶金工业出版社,1984年[19]农业机械设计手册 2000年[20]相关产品设计说明书Part6中文1、李运华.机电控制[M].北京航空航天大学出版社,2003.2、芮延年.机电一体化系统设计[M].北京机械工业出版社,2004.3、王中杰,余章雄,柴天佑.智能控制综述[J].基础自动化,2006(6).4、章浩,张西良,周士冲.机电一体化技术的发展与应用[J].农机化研究,2006(7).5、梁俊彦,李玉翔.机电一体化技术的发展及应用[J].科技资讯,2007(9).Part7中文&英文[1] Cole Thompson Associates.“Directory of Intelligent Buildings”1999.[2] Ester Dyson.Adesign for living in the Digital Age.RELEASE 2.0:1997.[3] 吴涛、李德杰,彭城职业大学学报,虚拟装配技术,2001,16(2):99-102.[4] 叶修梓、陈超祥,ProE基础教程:零件与装配体,机械工业出版社,2007.[5] 邓星钟,机电传动控制(第三版),华中科技大学出版社,2001.[6] 裴仁清,机电一体化原理,上海大学出版社,1998.[7] 李庆芬,机电工程专业英语,哈尔滨工程大学出版社,2004.[8] 朱龙根,简明机械零件设计手册(第二版),机械工业出版社,2005.[9] 秦曾煌,电工学-电子技术(第五版),高等教育出版社,2004.[10]朱龙根,机械系统设计(第二版),机械工业出版社,2002.[11]纪名刚,机械设计(第七版),高等教育出版社,2005.[12]Charles W. Beardsly, Mechanical Engineering, ASME, Regents Publishing Company,Inc,1998.[13]李俊卿,陈芳华,李兴林.滚动轴承洁净度及评定方法的商榷.轴承,2004(8):45-46.[14]梁治齐.实用清洗技术手册.北京:化学工业出版社,2000.[15]金杏林.精密洗净技术.北京:化学工业出版社,2005.[16]张剑波,孙良欣等.清洗技术基础教程.北京:中国环境科学出版社,2004.[17]杨镜明.清洗技术在机械制造行业中的应用和展望.化学清洗,1997(6):29-32.[18]李久梅,马纯.轴承清洗的发展方向.轴承,1995(8):31-36.[19]艾小洋.中国工业清洗领域的现状与发展趋势.现代制造,2004(2):58-60.[20]杨晓蔚.机床主轴轴承最新技术.主轴轴承,2010(1):45-48.[21]阎昌春.一种柔性轴承研制的关键技术.柔性轴承,2010(3):23-25.[22]李尧忠.轴承清洗机液压系统的设计.液压系统,2009(7):11-14.[23]T.Ramayah and Noraini Ismail,Process Planning ConcurrentEngineering,Concurrent Engineering,2010.。
机械设计中零件几何精度的合理应用刘长志【摘要】机械零件的几何精度影响产品的质量、生产成本与经济效益,正确合理地选用机械零件的几何精度是机械技术人员的重要任务.为了合理应用好零件的几何精度,从实际应用的角度出发,探讨几何精度应用过程中容易忽视的原则和方法,给使用者在实际应用中提供一定的参考和借鉴,以处理好质量和经济效益二者之间的矛盾.【期刊名称】《辽宁师专学报(自然科学版)》【年(卷),期】2017(019)002【总页数】3页(P92-94)【关键词】几何精度选择;质量;经济效益【作者】刘长志【作者单位】辽宁轻工职业学院,辽宁大连116100【正文语种】中文【中图分类】TH1220 引言几何精度作为机械零件中的重要因素,对其合理应用具有一定的难度.每一台复杂的机械都是由许多零部件组装而成,除了要重视每一个零件的形状和几何精度外,还要综合考虑整台机械质量和经济效益.几何精度的合理应用要求我们除了掌握选择几何精度的常用原则外,还要重视未注公差项目、注出尺寸公差值、形位和粗糙度公差的合理选择.1 合理选择未注公差机械零件的公差按是否需要注出分为注出公差和未注公差.许多机械设计者只注重零件图中的注出公差的应用,而忽视了未注公差的作用,未注公差约占零件尺寸的70%~80%,应用好未注公差能有效地调整机械生产中的质量与经济效益的关系.我们这里所说的未注公差,一般是指机器零件设计制造中的“未注尺寸公差”,在尺寸后不需要注出极限偏差数值.有时候有些尺寸公差在图纸上没有标注出来,但这些尺寸公差又不是自由公差,未标注是为了突出标注的尺寸和使图形看起来比较简洁,图形上不标注尺寸公差的上下偏差值,但一定要说明标准号和公差等级号.图样上机械加工的未注公差通常选择GB/T1804—2000中的“m”(中等)[1].设计者要适时选择未注公差,当某个尺寸需要保证一定尺寸公差即加工要求,但该尺寸对零件的质量和配合性质没有影响时可以考虑选用未注公差,而未注公差的公差值的选取应根据企业的生产情况进行确定,通常规模化大批量的生产要比小批量的生产所选的公差等级要低一级,这样才更为经济一些[2].但对于以下情况应适当注意:不同的加工方法选取的等级不同,机加件、冲压件、焊接件和装配件选取的公差等级应依次降低;在低精度等级区提高精度等级相对于成本能够产生更大的经济效益时,可以不选用未注公差;对于选用未注公差的尺寸的检验,要与厂际协作的企业沟通好对未注公差尺寸不进行检验[3].对于普通的操作者而言,使用普通的机械加工未注公差的尺寸的零件,都能达到未注公差等级,说明它的等级低,这正符合尺寸公差的选择原则.虽然其几何精度较低,但只要合理的选用一般不影响该零件的整体质量.合理选用一般的公差,制造检测等各环节成本也会随之降低,提高经济效益,还能满足使用要求,提高产品互换性水平.生产型的企业一定要重视未注公差的合理选用,尤其是在半成品的设计中,一般公差选择要给出具体的规定,但有些未注公差值的选择要靠设计者经验进行选择.2 合理选择注出尺寸公差值注出的尺寸公差通常都是在给定条件下进行公差与配合的选择,即给定配合的基本尺寸、极限盈隙量和选择基准制的要求等条件,进行配合的选择,也就是我们要把配合的代号选出来.下面以一个实例说明常用的选择方法.例:要设计基本尺寸为φ25mm的配合,只知道最大间隙为0.075mm,最小间隙为0.020mm,试由计算法选用配合.(1)确定基准制:由于本题没有其他条件限制,故优先选用基孔制,用H表示,EI=0;若有就选择基轴制,用h表示,ES=0.(2)计算确定配合公差Tf:由Tf=|Xmax-Xmin|=Th+Ts,得:Th+Ts =|0.075-0.020|=0.055mm.(3)根据关系式T′f≥Th+Ts和轴孔加工的工艺等价性,计算T′f/2=0.025mm,反查书中标准公差表,在0.025mm公差值两侧选择尺寸公差等级,可知IT8=0.033mm,IT7=0.021mm,确定孔、轴的标准公差等级,按工艺等价原则孔比轴低一级,取孔为IT8级,轴为IT7级,则:Th+Ts=0.033+0.021=0.054mm,小于并接近0.055mm,即已经知道孔φ25H8公差带代号和轴φ25?7公差等级. (4)选择配合种类,即选择轴的基本偏差代号.因为是间隙配合,故轴的基本偏差应在a~h之间,且其基本偏差为上偏(es),由X′min=EI-es,得es=EI-X′min=0-0.020=-0.020mm.查基本尺寸小于500mm轴的基本偏差数值表,可选轴的基本偏差带代号f,这样轴的公差代号为:φ25f7.(5)验算:即计算所选配合为φ25H8/f7的两个极限间隙,判断是否满足已知条件Xmax=ES-ei=0.033-(-0.041)=+0.074mmXmin=EI-es=0-(-0.020)=+0.020mm二者均在+0.020~+0.075mm之间,故所选符合要求.(6)若不符合,需要重复上面的过程,直到符合题中已知条件为止.选择时,在第(4)步中所选基本偏差代号的左右选择.几点说明:(a)上面的第(3)步适合于单件或小批量的情况;对于集约化程度高的工厂,生产设备完全由精密度高的数控机床完成,加工后绝大多数尺寸都接近平均公差,通常采用公式)1/2计算.查表得Φ25mm,IT8=0.033mm,IT9=0.052mm,轴选IT8=0.033mm,孔选用IT9=0.052mm,Tf=(+)=(1089+2704)1/2=0.061mm,接近上述0.055mm间隙配合公差的要求.(b)当实际的应用场所与典型配合的工作条件有偏差时,应适当调节配合的盈隙量,使其符合实际的应用条件.例如选完的配合原来在实验室使用,配合的精度一定会选得高一些,若选完后实际在工厂车间等恶劣环境下使用,那么就应该将配合的精度适当降低,否则机械的寿命会严重缩短.最重要的一个参数就是温度,查表中的基本偏差的规定是以标准温度规定的,由于温度引起的热胀冷缩会影响配合的精度,因此要进行必要的调整,减少因为使用场所的环境变化而产生的影响.还有材料的强度、拆卸情况、冲击载荷、配合的长度、配合的形位以及粗糙公差、生产量的大小、旋转的精度、润滑状况等,应根据这些条件的情况调整配合的精度. (c)在选择精度时,也要同时考虑性价比.在精度较低的区域,提高精度所产生的成本比提高精度所产生的经济效益小得多,可以适当地提高所选择的精度;而在精度较高的区域提高精度所产生的成本比提高精度所产生的经济效益要大很多,要特别注意不要提高精度.3 形位、粗糙度公差的合理选用形位公差在新标准中被称为几何公差,与尺寸公差一样也分为未注的和注出的.当零件的元素之间形位关系约束得不是非常严格时,可以采用未注形位公差来约束;当同一零件上不同元素的相互关系的约束需要通过工艺系统必须加以保证时,对于这类点线面就需要标注出明确的形位公差.未注出形位公差的要素,不是“为所欲为”的,也是受控的,通常按未注形位公差GB/T1184(1996)标准进行选择,一般选用“L”级.要充分选择好未注的形位公差,它可以使图纸工整,同时能够提高经济效益.注出的形位公差的合理选用如下:(1)特征项目的选择通常采用类比法,在满足使用要求时要结合检测的方便性,且在项目的选择中不要有重复的约束,例如圆柱度和圆度同时用,圆跳动和圆度同时选,要针对零件要素的特征选择符合实际需要约束的项目[4].(2)形位公差值(公差等级)的选择,本着能用低等级就不用高等级的原则,应协调好以下几个方面的关系:(a)当零件的某一要素有多个不同公差要求,通常尺寸公差数值最大,其次定位位置公差数值,再次定向的位置公差值,接下来形状公差数值,最小为粗糙度公差,粗糙度公差值大约为形状公差的0.2~0.25倍,通常情况下,若同一要素给定了位置公差,就不再给出形状公差,除非有极特殊的要求.(b)可以考虑降低形位公差数值的情况,从加工的工艺性考虑,孔比轴加工难,可适当降低1~2级;对于细长的零件,由于基准工艺性差,所以加工出来的精度低,选用时可适当降低精度;对于平行度、垂直度等项目,应考虑到直线对直线、直线对平面,平面对直线要比平面对平面难以加工,所以选用时可适当降低精度要求.(c)如果选择与标准件进行配合时的形位公差数值,要选用标准件的公差值标准.为提高机械生产活动性价比,在设计零件的形位公差时做到最符合实际需要、最能体现经济效益,设计者必须明确零件功能,分析工艺路线,合理选取形位公差的项目、形位公差值、尺寸公差与形位公差之间的关系,才能真正反映生产规律,用最低的成本获得最大的经济效益.(3)独立原则用于非配合、尺寸和形位都要求精度高的情况,相关原则用于理想边界控制实际要素作用尺寸,具体选择哪一种原则,由实际需要确定.4 结语从以上的分析可以看出,要使机械产品达到既满足使用要求又经济,那么几何公差的合理应用是重要因素.文中探讨的在设计中合理地选择未注公差的项目,注出的公差值根据实际情况进行调整,形位、粗糙度精度合理运用均是实际设计中几何精度的合理应用.为了提高机械的质量和效益,促进机械制造业的发展,对于几何精度这一关键因素,设计者必须以实际的要求为基本点,结合平时设计中的经验,合理地给出数值,以达到最佳的性价比.【相关文献】[1]陈于萍.互换性与测量技术[M].北京:高等教育出版社,2006.[2]陈永宁.试论机械设计中的一般公差问题[J].机械研究与应用,2005,18(5):2. [3]GB/T1804—2000,一般公差—未注公差的线性和角度尺寸的公差[S].[4]谭春晓.机械设计中形位公差的确定[J].电大理工,2005,(2):12-13.。
第1章练习题:一、判断题(正确的打√,错误的打×)1. 不经挑选,调整和修配就能相互替换,装配的零件,装配后能满足使用性能要求,就是具有互换性的零件。
(√)2. 互换性原则中适用于大批量生产。
(╳)3. 为了实现互换性,零件的公差应规定得越小越好。
(╳)4. 国家标准中,强制性标准是一定要执行的,而推荐性标准执行与否无所谓。
(╳)5. 企业标准比国家标准层次低,在标准要求上可稍低于国家标准。
(╳)6. 厂外协作件要求不完全互生产。
(╳)二问答题1什么叫互换性?为什么说互换性已成为现代机械制造业中一个普遍遵守原则?列举互换性应用实例。
(至少三个)。
答:(1)互换性是指机器零件(或部件)相互之间可以代换且能保证使用要求的一种特性。
(2)因为互换性对保证产品质量,提高生产率和增加经济效益具有重要意义,所以互换性已成为现代机械制造业中一个普遍遵守的原则。
(3)列举应用实例如下:a、自行车的螺钉掉了,买一个相同规格的螺钉装上后就能照常使用。
b、手机的显示屏坏了,买一个相同型号的显示屏装上后就能正常使用。
c、缝纫机的传动带失效了,买一个相同型号的传动带换上后就能照常使用。
d、灯泡坏了,买一个相同的灯泡换上即可。
2按互换程度来分,互换性可分为哪两类?它们有何区别?各适用于什么场合?答:(1)按互换的程来分,互换性可以完全互换和不完全互换。
(2)其区别是:a、完全互换是一批零件或部件在装配时不需分组、挑选、调整和修配,装配后即能满足预定要求。
而不完全互换是零件加工好后,通过测量将零件按实际尺寸的大小分为若干组,仅同一组内零件有互换性,组与组之间不能互换。
b、当装配精度要求较高时,采用完全互换将使零件制造精度要求提高,加工困难,成本增高;而采用不完全互换,可适当降低零件的制造精度,使之便于加工,成本降低。
(3)适用场合:一般来说,使用要求与制造水平,经济效益没有矛盾时,可采用完全互换;反之,采用不完全互换。
3.什么叫公差、检测和标准化?它们与互换性有何关系?答:(1)公差是零件几何参数误差的允许范围。
(2)检测是兼有测量和检验两种特性的一个综合鉴别过程。
(3)标准化是反映制定、贯彻标准的全过程。
(4)公差与检测是实现互换性的手段和条件,标准化是实现互换性的前提。
第2章练习题:1、判断下列说法是否正确(正确用“╳”示出,错误用“√”示出)(1)公差是零件尺寸允许的最大偏差。
(╳)(2)公差通常为正,在个别情况下也可以为负或零。
(╳)(3)孔和轴的加工精度越高,则其配合精度也越高。
(╳)(4)配合公差总是大于孔或轴的尺寸公差。
(√)(5)过渡配合可能有间隙,也可能有过盈。
因此,过渡配合可以是间隙配合,也可以是过盈配合。
(╳)(6)零件的实际尺寸就是零件的真实尺寸。
(╳)(7)某一零件的实际尺寸正好等于其基本尺寸,则这尺寸必适合格。
(╳)(8)间隙配合中,孔的公差带一定在零线以上,轴的公差带一定在零线以下。
(╳)(9)零件的最大实体尺寸一定大于其最小实体尺寸。
(╳)(10)基本尺寸一定时,公差值愈大,公差等级愈高。
(√)(11)不论公差值是否相等,只要公差等级相同,尺寸的精确程度就相同。
(√)(12)ø75±0.060mm的基本偏差是+0.060mm尺寸公差为0.06mm ( ╳) (13)因Js为完全对称偏差,故其上、下偏差相等。
( ╳)(14)基准孔的上偏差大于零,基准轴的下偏差的绝对值等于其尺寸公差。
(√)(15)ø60 mm. ( ╳)(16) 因配合的孔和轴基本尺寸相等,故其实际尺寸也相等。
(╳)(17)由于零件的最大极限尺寸大于最小极限尺寸,所以上偏差绝对值大于下偏差绝对值。
(╳)(18)尺寸偏差可以正值,负值或零。
(√)(19)尺寸误差是指一批零件上某尺寸的实际变动量。
(√)(20)选择公差等级的原则是,在满足使用要求的前提下,尽可能选择较小的公差等级。
(╳)2.什么是基孔制配合与基轴制配合?为什么要规定基准制?广泛采用基孔制配合的原因何在?在什么情况下采用基轴制配合?答:(1)基孔制配合是指基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度。
而基轴制配合是指基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度。
(2)因为国家标准规定的20个公差等级的标准公差和28个基本偏差可组合成543个孔公差带和544个轴公差带。
这么多公差带可相互组成近30万种配合。
为了简化和统一,以利于互换,并尽可能减少定值刀具、量具的品种和规格,无需将孔轴公差带同时变动,只要固定一个,变更另一个,便可满足不同使用性能要求的配合,且获得良好的技术经济效益。
因此,国家标准对孔与轴公差带之间的相互位置关系,规定了两种基准制,即基孔制和基轴制。
(3)因为采用基孔制可以减少定值刀、量具的规格数目,有利于刀量具的标准化、系列化,因而经济合理,使用方便,能以广泛采用基孔制配合。
(4)选择基轴制配合的情况如下:a、由冷拉棒材制造的零件,其配合表面不经切削加工;b、与标准件相配合的孔或轴;c、同一根轴上(基本尺寸相同)与几个零件孔配合,且有不同的配合性质。
3.更正下列标注的错误:(1)ø80 (2)30 (3)120 (4)ø60(5)ø80 (6)ø50 (7)ø50H8解:更正如下:(1) ø80 (2) ø30 (3)120±0.021 (4) ø60(5) ø80 (6) ø50 (7) ø50H8( )。
4.查表确定下列各尺寸的公差带代号(1)Ø18 (轴)(2)Ø120 (孔)(3)Ø50 (轴)(4)Ø65 (孔)解:(1)基本偏差es=0 基本偏差代号为h,Ts=es-ei=0-(-0.011)=0.011mm=11um查表3-2得:公差等级为IT6故公差带代号为h6。
(2) 基本偏差EI=0 基本偏差代号为H,Th=ES-EI=+0.087-0=0.087mm=87um查表3-2得:公差等级为IT9故公差带代号为H9。
(3) 基本偏差es=-0.050 查表3-3得基本偏差代号为e,Ts=es-ei=-0.050-(-0.075)=0.025mm=25um查表3-2得:公差等级为IT7故公差带代号为e7。
(4) 基本偏差ES=+0.005 查表3-4得基本偏差代号为M,Th=ES-EI=+0.005-(-0.041)=0.046mm=46um查表3-2得:公差等级为IT8故公差带代号为M8。
5. 在某配合中,已知孔的尺寸标准为Ø20 ,Smax=+0.011mm,Tf=0.022mm,求出轴的上,下偏差及其公差带代号.解:Th=ES-EI=+0.013-0=0.013mm因为Tf=Th+Ts所以Ts=Tf-Th=0.022-0.013=0.009mm查表3-2提:轴的公差等级为IT5。
因为:Smax=ES-ei所以:ei=ES-Xmax=+0.013-0.011=+0.002mmes=Ts+ei=0.009+0.002=+0.011mm查表3-3得轴的基本偏差代号为k。
ø20k5( )。
6.基本尺寸为ø50mm的基准孔和基准轴相配合,孔轴的公差等级相同,配合公差Tf=78um,试确定孔、轴的极限偏差,并与成标注形式。
解:因为Tf=Th+Ts 且Th=Ts所以Tf=2Th=2Ts 则Th=Ts= =39um又因为基准孔的EI=0,基准轴的es=0,所以ES=Th+EI=39+0=+39umEi=es-Ts=0-39=-39um写成标注形式为孔:ø50( )mm;轴:ø50( )mm7.画出Ø15Js9的公差带图,并该孔的极限尺寸,极限偏差,最大实体尺寸和最小实体尺寸。
(已知基本尺寸为15mm时,IT9=43um)解:因为Js是对称偏差,且IT9的公差值为43um是奇数所以ES=-EI= = =+21um写成尺寸标注形式为:ø50±0.021mmDmax=D+ES= ø15+0.021= ø15.021mmDmin=D+EI= ø15-0.021= ø14.979mmES=+0.021mmEI=-0.021mmDm=Dmin= ø14.979mmDl=Dmax= ø15.021mm画出公差带图:第三章表面粗糙度一、判断题1.确定表面粗糙度时,通常可在二项高度特性方面的参数中选取。
(√)2.评定表面轮廓粗糙度所必需的一段长度称取样长度lr,它可以包含几个评定长度ln。
(╳)ln=n×lr3.R z参数由于测量点不多,因此在反映微观几何形状高度方面的特性不如Ra参数充分。
(√)4.选择表面粗糙度评定参数值应尽量小好。
(╳)5.零件的尺寸精度越高,通常表面粗糙度参数值相应取得越小。
(√)6.零件的表面粗糙度值越小,则零件的尺寸精度应越高。
(╳)7.摩擦表面应比非摩擦表面的表面粗糙度数值小。
(√)8.要求配合精度高的零件,其表面粗糙度数值应大。
(╳)9.受交变载荷的零件,其表面粗糙度值应小。
(√)二、选择题1.表面粗糙度值越小,则零件的_AB_。
A.耐磨性好。
B.配合精度高。
C.抗疲劳强度差.D.传动灵敏性差。
E.加工容易。
2.选择表面粗糙度评定参数值时,下列论述正确的有_BCD.A.同一零件上工作表面应比非工作表面参数值大。
B.摩擦表面应比非摩擦表面的参数值小。
C.配合质量要求高,参数值应小。
D.尺寸精度要求高,参数值应小。
E.受交变载荷的表面,参数值应大。
3.下列论述正确的有_AE_。
A.表面粗糙度属于表面微观性质的形状误差。
B.表面粗糙度属于表面宏观性质的形状误差。
C.表面粗糙度属于表面波纹度误差。
D.经过磨削加工所得表面比车削加工所得表面的表面粗糙度值大。
E.介于表面宏观形状误差与微观形状误差之间的是波纹度误差。
4.表面粗糙度代(符)号在图样上应标注在_ABD_。
A.可见轮廓线上。
B.尺寸界线上。
C.虚线上。
D.符号尖端从材料外指向被标注表面。
E.符号尖端从材料内指向被标注表面。
三、填空题。
(1)表面粗糙度是指加工表面__ 所具有的较小间距_和微小峰谷不平度。
(2)取样长度用_l _表示,评定长度用_ln_表示;轮廓中线用_ m__表示。
(3)轮廓算术平均偏差用_Ra 表示;微观不平度十点高度用_ Rz 表示;轮廓最大高度用_Ry 表示。
(4)表面粗糙度代号在图样上应标注在__可见轮廓线_、_尺寸界线_或其延长线上,符号的尖端必须从材料外_指向__表面,代号中数字及符号的注写方向必须与_尺寸数字方向__一致。