第十一讲 基本夹紧机构分析(一)
- 格式:ppt
- 大小:1.99 MB
- 文档页数:29
夹紧机构是一种用于夹持、固定或保持物体位置的装置,常用于机械工程、制造业和工业生产中。
夹紧机构的基本形式可以根据其工作原理和结构特点进行分类,以下是几种常见的夹紧机构形式:
螺旋夹紧机构:通过旋转螺杆或螺母来实现夹紧或释放物体。
螺旋夹紧机构常用于夹持物体的位置调整和固定,例如螺旋千斤顶。
摩擦夹紧机构:通过利用摩擦力来夹紧物体。
这种夹紧机构常用于夹紧工件或工具,如机床上的夹紧刀具和夹具。
弹簧夹紧机构:利用弹簧的弹性力量来夹紧物体。
弹簧夹紧机构常用于夹紧、固定或保持物体位置的场合,如弹簧钳和弹簧夹。
锁紧夹紧机构:通过锁紧装置来夹紧物体,例如螺栓、螺母和销钉等。
这种机构常用于连接和固定物体,提供较高的夹紧力和稳定性。
液压夹紧机构:利用液压系统的力量来夹紧物体。
液压夹紧机构常用于大型工件或需要较大夹紧力的应用,如液压千斤顶和液压夹具。
电磁夹紧机构:通过电磁力来夹紧或释放物体。
电磁夹紧机构常用于自动化系统中,例如电磁夹持装置和电磁锁。
这些是夹紧机构的一些基本形式,实际应用中还可以根据具体需求和应用场景设计和制造不同类型的夹紧机构。
具体选择何种夹紧机构形式取决于工作要求、夹紧力、稳定性要求以及经济性等因素。
![7.3.3 基本夹紧机构_机械制造技术_[共3页]](https://uimg.taocdn.com/c181ff9ccf84b9d529ea7a75.webp)
零件的装夹装置 122 第7章7.3.2 夹紧装置的组成及基本要求工件是由夹紧装置进行夹紧的,因此夹紧方案确定后,就可以进行夹紧装置的结构设计。
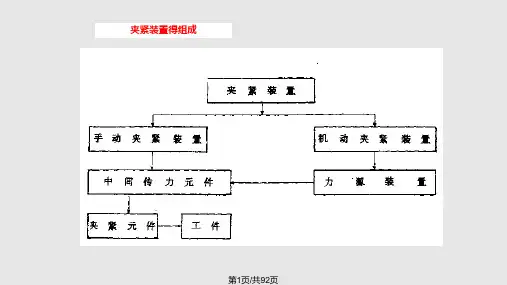
1.夹紧装置的组成(1)产生力源部分力源是产生夹紧的原始作用力。
机动夹紧装置常用的力源由汽缸等所产生;手动夹紧的力源由人力来保证。
(2)中间传力部分中间传力机构是将力源产生的力传递给夹紧元件的机构据需要保证夹紧机构的自锁性及夹紧可靠性。
(3)夹紧元件部分夹紧元件是实现夹紧的最终执行元件。
夹紧元件直接与工件接触而完成夹紧作用。
2.设计夹紧装置的基本要求① 夹紧时不应破坏工件定位时已获得的正确位置,即在夹紧力的作用下,工件不会离开定位元件。
② 夹紧力大小适当,夹紧可靠,保证在加工过程中工件不会产生松动或振动、变形和表面压伤。
③ 夹紧机构应操作安全、方便、省力,以减轻劳动强度,缩短辅助时间,提高生产率。
结构力求简单、紧凑和刚度好,使夹具有良好的工艺性,并尽量选用标准元件。
④ 夹紧机构的复杂程度和自动化程度,应与工件的生产批量和生产方式相适应。
7.3.3 基本夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这3种机构合称为基本夹紧机构。
1.斜楔夹紧机构斜楔夹紧机构是利用楔块斜面移动产生的压力来夹紧工件,如图7-22所示。
当拧动右端螺杆时,与螺杆联接的斜块向左移动,并通过杠杆机构夹紧工件。
反方向拧动右端螺杆,松开工件。
斜楔夹紧机构夹紧行程短,夹紧力较小,且操作费时,所以实际生产中应用不多。
2.螺旋夹紧机构由螺钉、螺母、垫片、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
如图7-23所示,螺钉4、垫片2和螺母3将工件1夹紧。
图7-22 斜楔夹紧机构。
但是,并非全部夹紧机构都具备上述三部分,有时可能缺少其中的某一部分,例如手动夹紧机构往往就很筒单。
组合机床夹具的夹紧机构,就其夹紧特性而言,可以分为直接夹紧机构和自锁夹紧机构两大类。
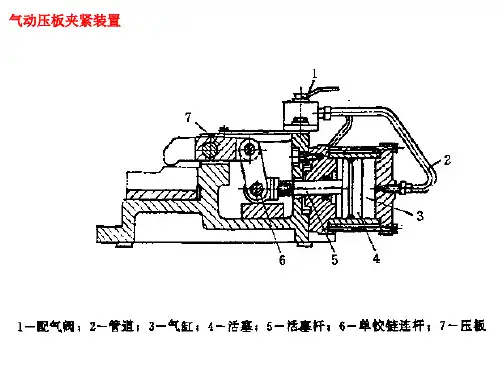
如果按夹紧动力的来源区分,可以分为手动夹紧机构和自动夹紧机构,在自动夹紧机构中,又有气动夹紧、液压夹紧、自动扳手夹紧和弹簧夹紧等机构。
设计夹具时,工件夹紧方法的确定,是在工件定位基准、夹具定位机构和导向装置的结构确定之后进行的,但工件的夹紧同工件的定位和导向装置是密切联系着的,因此在设计夹具时,这几个方面应当同时考虑。
在进行夹紧机构的结构设计之前,必须首先确定夹紧机构的下列主要项目:夹紧力的作用点、方向和大小;夹紧动力的种类;最合理的夹紧结构示意图及传动方式等。
其中夹紧力的作用点和方向,在制定机床方案进行工艺分析时就已经确定了,并且以特殊的符号表示在被加工零件工序图中,以作为夹具结构设计的依据。
设计时要根据工件特点、工艺方法、加工情况(粗、精加工;单面、多面加工等)以及工件的定位安装形式等因素来选择夹紧机构的形式。
设计夹紧机构时,应注意满足以下基本要求:(1)保证加工精度夹紧机构应能保证工件可靠地接触相应的定位基面,夹紧后不许破坏工件的正确位置。
夹紧后,工件在加工过程中,不应由于切削力的作用而产生位移和晃动。
为此,必须保证夹紧机构能产生定够的夹紧力,同时还要求具有较高的刚性。
由于组合机床通常都是多面多刀同时进行加工,夹具往往在较大的切削力作用下工作,提高夹紧机构的刚性,是十分重要的,因此组合机床夹具的夹紧螺栓、压板和传动杠杆等通常都比较粗大,以保证其足够的刚性。
夹紧工件时,不应破坏的已加工表面,也不应引起工件过大的变形,夹紧机构应力求使工件夹紧稳定和变形较小。
为此,应当正确地选择夹紧部位和设置辅助支承等。
当加工刚性很差的工件时,或在精加工机床夹具上,夹紧机构应能保证夹紧力有调节的可能性。
⑵保证生产率夹紧机构应当具有适当的自动化程度。
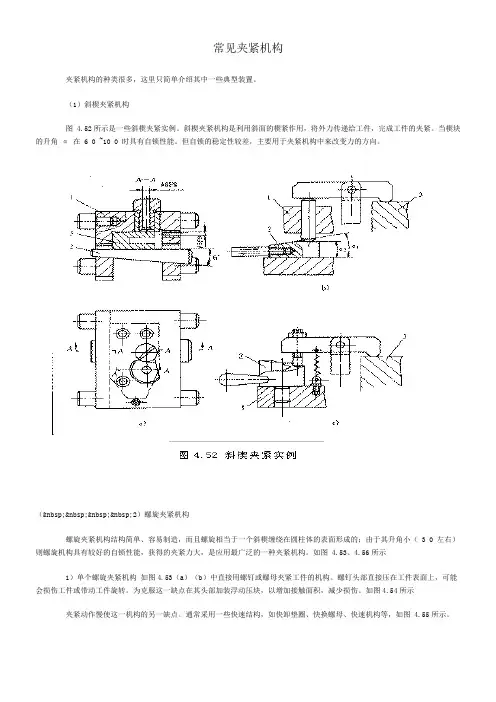
常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α 在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
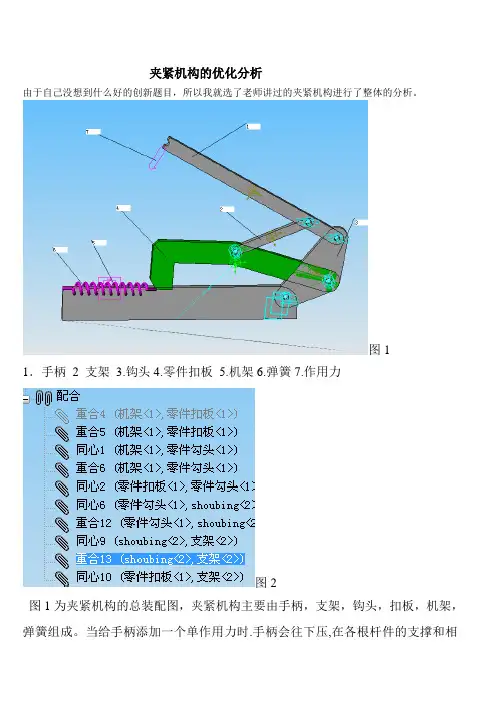
夹紧机构的优化分析由于自己没想到什么好的创新题目,所以我就选了老师讲过的夹紧机构进行了整体的分析。
图11.手柄2 支架3.钩头4.零件扣板5.机架6.弹簧7.作用力图2图1为夹紧机构的总装配图,夹紧机构主要由手柄,支架,钩头,扣板,机架,弹簧组成。
当给手柄添加一个单作用力时.手柄会往下压,在各根杆件的支撑和相互作用下,带动4零件扣板往右边移动,从而夹紧工件.左边的弹簧可以自由伸缩,通过测量弹簧的弹力我们就可以得出夹紧力的大小,当然夹紧力越大表明该加紧机构的性能越好.图2为夹紧机构装配体中用到的一些配合.这些都是一些简单的配合,孔和孔之间的配合主要有两个,一是孔轴心的同轴配合,二是端面的重合配合,这样在软件里面就可以自动生成一个旋转副,有些地方可以自动生成移动副.不用自己再添加旋转副,不过需要该处作为主动运动的时候,需要给该旋转副或者移动副添加运动.不添加,则该处只是作为一个自由运动的状态,当其他零件运动时该零件随着其他零件一起运动.主要的零件造型:由于夹紧机构的零件都是比较简单的,我就列举几个零件的造型作为代表.图3图3是一个钩头零件.主要的造型过程如下:一是草图的绘制,在2维草图绘制中绘制出如图4的零件草图.图4然后选择完成草图.点击菜单,选择的命令,在左边的对话框中可以选择拉伸的深度,还有其他的一些特征.完成以后就可以得到钩头这个零件了.还有一个就是扣板的零件图图5和上面的步骤一样,首先还是要在二维面上建立草图图6然后选择完成草图.点击菜单,选择的命令,在左边的对话框中可以选图7择拉伸的深度,还有其他的一些特征.完成以后就可以得到扣板这个零件了.夹紧机构的仿真仿真的过程主要是给手柄添加80N的作用力,测量弹簧的弹力的最大值,图的结果可以看出加了80N的力之后弹簧可以得到276N的弹力,也就是说该夹紧机构可以得到276牛的最大夹紧力.在装配的过程中,由于扣板装配的比较靠右,所以弹簧拉伸的长度不是很大,所以该夹紧机构的最大夹紧力还跟装配时候位置有关,或者跟被夹持工件的尺寸有关.夹紧机构优化分析由于夹紧是有许多杆件构成的一个运动机构,所以通过改变各根杆件的尺寸,应该可以得到一个最大的夹紧力尺寸表,这就需要通过慢慢的尝试,不断的改变尺寸,看看在什么情况下得到的力最大,那么就可以选择该中尺寸的杆件.图8在图8中,我对支杆的尺寸进行了修改,然后进行了仿真,得出的结果是,加上80N的力后,得到685的弹簧力,最大的夹紧力即为685N.其他的杆件的尺寸也可以做个修改.。