夹紧机构
- 格式:pptx
- 大小:4.63 MB
- 文档页数:93
夹紧机构是一种用于夹持、固定或保持物体位置的装置,常用于机械工程、制造业和工业生产中。
夹紧机构的基本形式可以根据其工作原理和结构特点进行分类,以下是几种常见的夹紧机构形式:
螺旋夹紧机构:通过旋转螺杆或螺母来实现夹紧或释放物体。
螺旋夹紧机构常用于夹持物体的位置调整和固定,例如螺旋千斤顶。
摩擦夹紧机构:通过利用摩擦力来夹紧物体。
这种夹紧机构常用于夹紧工件或工具,如机床上的夹紧刀具和夹具。
弹簧夹紧机构:利用弹簧的弹性力量来夹紧物体。
弹簧夹紧机构常用于夹紧、固定或保持物体位置的场合,如弹簧钳和弹簧夹。
锁紧夹紧机构:通过锁紧装置来夹紧物体,例如螺栓、螺母和销钉等。
这种机构常用于连接和固定物体,提供较高的夹紧力和稳定性。
液压夹紧机构:利用液压系统的力量来夹紧物体。
液压夹紧机构常用于大型工件或需要较大夹紧力的应用,如液压千斤顶和液压夹具。
电磁夹紧机构:通过电磁力来夹紧或释放物体。
电磁夹紧机构常用于自动化系统中,例如电磁夹持装置和电磁锁。
这些是夹紧机构的一些基本形式,实际应用中还可以根据具体需求和应用场景设计和制造不同类型的夹紧机构。
具体选择何种夹紧机构形式取决于工作要求、夹紧力、稳定性要求以及经济性等因素。
夹紧机构的作用夹紧机构是一种常见的工程装置,用于夹紧、固定或控制物体的位置、运动和形状。
它广泛应用于各个领域,如机械制造、汽车工业、航空航天等。
夹紧机构的作用是通过施加力或扭矩来实现对被夹物体的牢固固定和稳定控制。
1. 夹紧机构的基本原理夹紧机构通常由两个或多个零件组成,通过一定方式连接在一起,并通过调整或施加力来实现夹紧效果。
其基本原理可归纳为以下几点:•摩擦力作用:夹紧机构通过增加接触面积和摩擦系数来提高夹持力。
当施加外力时,零件间产生摩擦力,使得被夹物体受到约束并保持相对位置稳定。
•弹性变形:某些夹紧机构利用弹性材料或结构的变形特性来实现夹持效果。
当施加外力时,零件发生弯曲、拉伸或压缩等变形,从而产生约束力。
•机械锁紧:部分夹紧机构采用机械锁紧原理,通过螺纹、齿轮、滑块等结构实现固定和控制。
这种机构具有高度可靠性和稳定性,适用于对位置和运动要求较高的场合。
2. 夹紧机构的分类根据夹紧机构的结构和工作原理,可以将其分为多种类型。
以下是几种常见的夹紧机构分类:•手动夹紧机构:手动夹紧机构通过人工操作实现夹持效果。
例如,手动螺纹钳、手动卡盘等。
这类夹紧机构操作简单灵活,适用于小型工件的加工和装配。
•气动/液压夹紧机构:气动或液压夹紧机构利用气体或液体的压力来产生约束力。
它们通常具有较大的夹持力和快速响应速度,适用于对力矩要求较高或需要频繁操作的场合。
•电动/电磁夹紧机构:电动或电磁夹紧机构通过电能转换为力或磁场来实现夹持效果。
这类机构具有较高的精度和可控性,适用于对位置和形状要求较高的工件。
•机械夹紧机构:机械夹紧机构通过齿轮、滑块、螺旋等结构实现固定和控制。
这类机构具有较高的可靠性和稳定性,适用于对位置和运动要求较高的场合。
3. 夹紧机构的应用领域夹紧机构在各个领域起着重要作用,为生产制造提供了有效的工具和装置。
以下是几个典型应用领域:•机械加工:在金属切削、零件加工等过程中,夹紧机构用于固定工件,保证加工精度和稳定性。

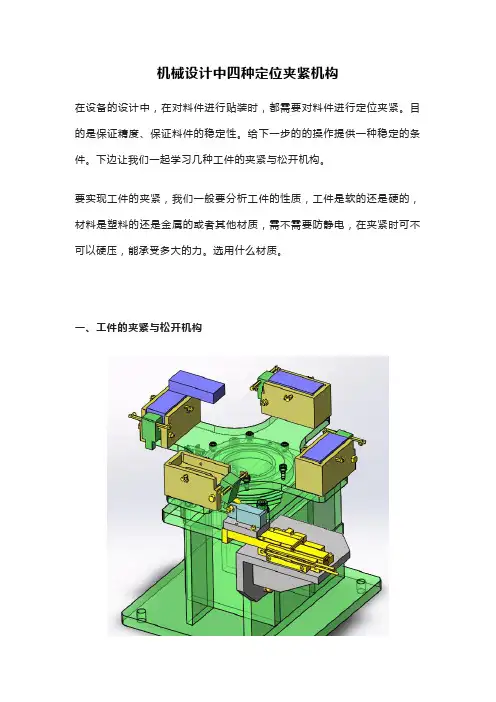
机械设计中四种定位夹紧机构在设备的设计中,在对料件进行贴装时,都需要对料件进行定位夹紧。
目的是保证精度、保证料件的稳定性。
给下一步的的操作提供一种稳定的条件。
下边让我们一起学习几种工件的夹紧与松开机构。
要实现工件的夹紧,我们一般要分析工件的性质,工件是软的还是硬的,材料是塑料的还是金属的或者其他材质,需不需要防静电,在夹紧时可不可以硬压,能承受多大的力。
选用什么材质。
一、工件的夹紧与松开机构原理:(1).气缸的自动机构。
通过安装在气缸上的推杆压紧铰链滑块,松开工件。
(2)通过安装在工件夹具上的拉伸弹簧夹紧。
1.将料件放入仿形定位块中定位。
2.滑台气缸后退,夹紧块在拉簧的作用下,夹紧料件。
3.旋转平台旋转,将定位好的料件转向下一工位,进行加工或贴装。
4.滑台气缸伸出,凸轮随动器顶定位块的下端,定位块沿着铰链旋转,打开,可以继续放入料件。
此图只作为原理上的参考,提供一种思路,如需设计要根据具体的情况设计。
为了提高生产的效率,一般加工贴装上会采用多工位,如图为4工位,上料与加工贴装互不影响,即上料时不影响加工贴装。
工位1、2、3之间的贴装同步进行互不影响。
这种思维的设计大大提高的效率。
二、基于连杆构造的内径夹紧松开机构原理:(1)通过弹簧力夹紧外形经粗略导向的工件内径。
(2)通过设置在外部的推杆推动夹紧状态的连杆机构来松开。
1. 当气缸伸出时,气缸推活动块1向左移动,在连杆机构的作用下,活动块2同步向右移动,左右压头同步向中间移动。
2. 将料件放入定位块中,定位好。
气缸退回,左右压头在弹簧的推动下,向两边移动压头从两侧同时推紧料件。
图只作为原理上的参考,提供一种思路,如需设计要根据具体的情况设计。
压头的力与弹簧的压缩量成正比,更换弹簧或调节压缩量来调解压头推紧料件的力,防止料件被压坏。
三、滚动轴承夹紧机构原理:通过弹簧力夹紧,通过外部柱塞松开。
1. 对推块施加力,推块向下移动,推块推动推块槽内的两个轴承,轴承固定块沿着旋转轴顺时针旋转,带动左右夹头向两侧张开。
工装夹具基本夹紧机构文章目录[隐藏]• 1.斜楔夹紧机构• 2.螺旋夹紧机构•(1)单个螺旋夹紧机构•(2)螺旋压板机构• 3.偏心夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这三种机构合称为基本夹紧机构。
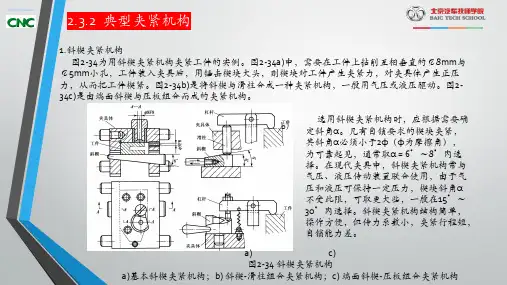
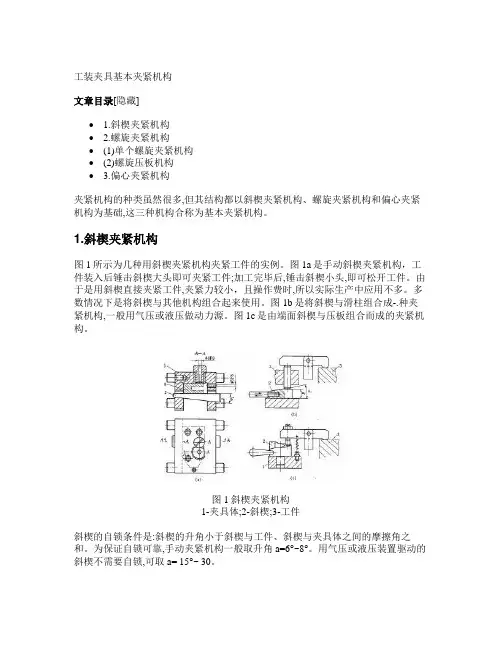
1.斜楔夹紧机构图1所示为几种用斜楔夹紧机构夹紧工件的实例。
图1a是手动斜楔夹紧机构,工件装入后锤击斜楔大头即可夹紧工件;加工完毕后,锤击斜楔小头,即可松开工件。
由于是用斜楔直接夹紧工件,夹紧力较小,且操作费时,所以实际生产中应用不多。
多数情况下是将斜楔与其他机构组合起来使用。
图1b是将斜楔与滑柱组合成-.种夹紧机构,一般用气压或液压做动力源。
图1c是由端面斜楔与压板组合而成的夹紧机构。
图1斜楔夹紧机构1-夹具体;2-斜楔;3-工件斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。
为保证自锁可靠,手动夹紧机构一般取升角a=6°~8°。
用气压或液压装置驱动的斜楔不需要自锁,可取a= 15°~ 30。
2.螺旋夹紧机构由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
图2所示是应用这种机构来夹紧的实例。
图2螺旋夹紧机构螺旋夹紧机构的实质是绕在圆柱体上的斜楔,因此它不仅结构简单、容易制造,而且由于其升角很小,所以螺旋夹紧机构的自锁性能好,夹紧行程较大,是手动夹紧中用得最多的一种夹紧机构,只是夹紧动作较慢。
(1)单个螺旋夹紧机构图2a、b所示是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构。
在图2a中,螺钉头直接与工件表面接触,螺钉转动时,可能损伤工件表面,或带动工件旋转。
克服这一缺点的方法是在螺钉头部装上如图4-39所示的摆动压块。
当摆动压块与工件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块不会随螺钉- -起转动。
如图3a所示的端面是光滑的,用于夹紧已加工表面;图3b的端面有齿纹,用于夹紧毛坯面。
常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
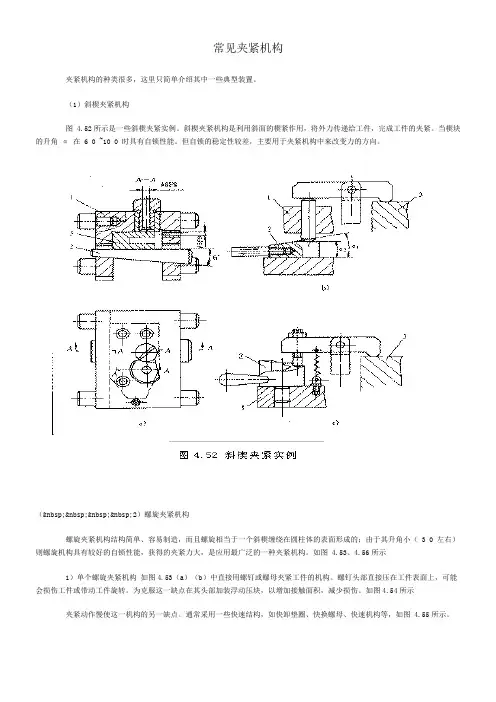
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α 在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。
夹紧机构设计全文共四篇示例,供读者参考第一篇示例:夹紧机构设计是一种常见的机械设计方案,它一般用于夹紧或固定两个物体,保证它们之间的连接不松动。
夹紧机构设计可以用于各种领域,比如制造业、建筑业、汽车工业等等。
在不同的应用场景下,夹紧机构设计有不同的设计原则和要求,本文将重点介绍夹紧机构设计的基本原理、常见类型以及设计要点。
一、夹紧机构设计的基本原理夹紧机构设计的基本原理是利用一定的力学原理,通过外力使两个物体之间产生一定的摩擦力或压力,从而实现夹紧或固定的作用。
常见的夹紧机构设计原理包括:1. 摩擦原理:通过增加两个物体之间的摩擦力,实现夹紧或固定的作用。
这种原理适用于不需要精确夹紧的场合,比如木工制品的组装。
以上是夹紧机构设计的基本原理,不同实际应用场景中,设计人员可以根据具体情况选择合适的设计原理。
夹紧机构设计根据其结构和工作原理的不同,可以大致分为以下几种常见类型:1. 螺纹夹紧:通过旋转螺纹,使夹紧力产生,从而实现夹紧或固定的作用。
这种类型的夹紧机构设计在机械制造领域应用广泛。
在进行夹紧机构设计时,设计人员需要注意以下几个要点:1. 确定夹紧力:根据连接物体的重量和工作环境的要求,确定夹紧力的大小。
夹紧力过大容易损坏物体,过小则无法确保连接的牢固。
2. 选择合适的夹紧机构类型:根据连接物体的形状和工作环境的要求,选择合适的夹紧机构类型。
不同类型的夹紧机构有不同的工作原理和适用范围,需要根据具体情况进行选择。
3. 考虑安全性:在进行夹紧机构设计时,设计人员需要考虑工作中可能出现的安全隐患,并设计相应的安全保护措施,确保使用过程中不会发生意外事故。
4. 考虑便捷性:在进行夹紧机构设计时,设计人员需要考虑操作的便捷性,设计出易于使用和维护的夹紧机构,提高工作效率和使用便利性。
以上是夹紧机构设计的要点,设计人员在进行具体设计时,可以根据这些要点进行参考,确保设计出合理、实用的夹紧机构。
总结:第二篇示例:夹紧机构在机械领域中是非常重要的一种机构,它可以在零件加工、装配、运输等过程中确保零件的夹紧和固定,从而保证加工质量和生产效率。
机械制造技术典型夹紧机构夹紧机构是夹紧装置的重要种动力源装置,都必须通过夹紧各类机床夹具应用的夹紧机构多机械摩擦实现夹紧,并可自锁的典重要组成部分,因为无论采用何夹紧机构将原始力转化为夹紧力、构多种多样,以下介绍几种利用锁的典型夹紧机构。
图1为斜楔夹紧机构夹紧工作的实的8mm、5mm的两个孔。
由于用斜楔时费力,所以生产实践中单独应用的其他机构联合使用。
图b是将斜楔与压图c是由端面斜楔与压板组合而成的手夹紧工件时,应使斜楔具有自锁功能时,需要解决原始作用力与夹紧力的升角等主要问题。
1、斜楔夹紧机构作的实例,图a是在工件上钻相互垂直用斜楔直接夹紧工件时夹紧力小且费应用的不多,一般情况下是将斜楔与楔与压板组合而成的机动夹紧机构。
成的手动夹紧机构。
当利用斜楔手动锁功能。
因此,在设计斜楔夹紧机构紧力的转换、自锁条件以及选择斜楔图1 斜楔夹斜楔夹紧机构紧原理及受力分析图2 斜楔夹紧原理特点:结构简单,升程小,扩力倍数不机动装置联合应用较广。
另外,增大行程和增大夹紧力使斜楔角时必须考虑这两方面因素,做成两个升角,前一段大升角用于加于工件的加紧并自锁。
倍数不算大,操作情况不理想,但与紧力使斜楔自锁是矛盾的,因此,选,如果两者都要求很严,可将斜楔用于加大工作行程,后一段小升角用采用螺旋直接夹紧或者采用螺旋构,统称为螺旋夹紧机构。
螺旋夹紧自锁性好等特点,很适用于手动夹紧在机动夹紧机构中应用较少。
2、螺旋夹紧机构用螺旋与其他元件组合实现夹紧的机旋夹紧机构具有结构简单、增力大和动夹紧。
其缺点是夹紧动作慢,所以(1)简单螺旋夹紧机构图3为最简单的螺旋夹紧机构。
件表面接触,螺钉转动时,可能损伤服这一缺点的方法是在螺钉头部装上用的是一种快速螺旋夹紧机构。
如图3a所示,螺钉头部直接与工能损伤工件表面或带动工件转动。
克部装上图3b所示的摆动压块。
图3c采图3 螺旋夹紧机构(2)螺旋压板机构夹紧机构中,结构形式变化最多的是螺旋压板机构。