14讲§3.3 基本夹紧机构(2)
- 格式:ppt
- 大小:1.30 MB
- 文档页数:29
夹紧机构是一种用于夹持、固定或保持物体位置的装置,常用于机械工程、制造业和工业生产中。
夹紧机构的基本形式可以根据其工作原理和结构特点进行分类,以下是几种常见的夹紧机构形式:
螺旋夹紧机构:通过旋转螺杆或螺母来实现夹紧或释放物体。
螺旋夹紧机构常用于夹持物体的位置调整和固定,例如螺旋千斤顶。
摩擦夹紧机构:通过利用摩擦力来夹紧物体。
这种夹紧机构常用于夹紧工件或工具,如机床上的夹紧刀具和夹具。
弹簧夹紧机构:利用弹簧的弹性力量来夹紧物体。
弹簧夹紧机构常用于夹紧、固定或保持物体位置的场合,如弹簧钳和弹簧夹。
锁紧夹紧机构:通过锁紧装置来夹紧物体,例如螺栓、螺母和销钉等。
这种机构常用于连接和固定物体,提供较高的夹紧力和稳定性。
液压夹紧机构:利用液压系统的力量来夹紧物体。
液压夹紧机构常用于大型工件或需要较大夹紧力的应用,如液压千斤顶和液压夹具。
电磁夹紧机构:通过电磁力来夹紧或释放物体。
电磁夹紧机构常用于自动化系统中,例如电磁夹持装置和电磁锁。
这些是夹紧机构的一些基本形式,实际应用中还可以根据具体需求和应用场景设计和制造不同类型的夹紧机构。
具体选择何种夹紧机构形式取决于工作要求、夹紧力、稳定性要求以及经济性等因素。
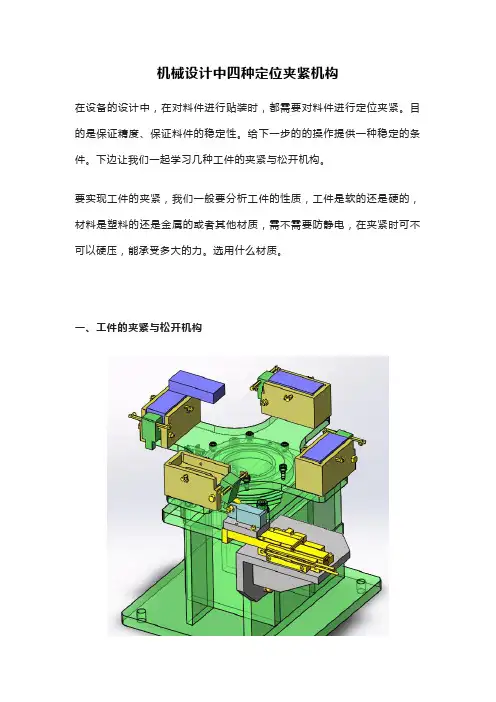
机械设计中四种定位夹紧机构在设备的设计中,在对料件进行贴装时,都需要对料件进行定位夹紧。
目的是保证精度、保证料件的稳定性。
给下一步的的操作提供一种稳定的条件。
下边让我们一起学习几种工件的夹紧与松开机构。
要实现工件的夹紧,我们一般要分析工件的性质,工件是软的还是硬的,材料是塑料的还是金属的或者其他材质,需不需要防静电,在夹紧时可不可以硬压,能承受多大的力。
选用什么材质。
一、工件的夹紧与松开机构原理:(1).气缸的自动机构。
通过安装在气缸上的推杆压紧铰链滑块,松开工件。
(2)通过安装在工件夹具上的拉伸弹簧夹紧。
1.将料件放入仿形定位块中定位。
2.滑台气缸后退,夹紧块在拉簧的作用下,夹紧料件。
3.旋转平台旋转,将定位好的料件转向下一工位,进行加工或贴装。
4.滑台气缸伸出,凸轮随动器顶定位块的下端,定位块沿着铰链旋转,打开,可以继续放入料件。
此图只作为原理上的参考,提供一种思路,如需设计要根据具体的情况设计。
为了提高生产的效率,一般加工贴装上会采用多工位,如图为4工位,上料与加工贴装互不影响,即上料时不影响加工贴装。
工位1、2、3之间的贴装同步进行互不影响。
这种思维的设计大大提高的效率。
二、基于连杆构造的内径夹紧松开机构原理:(1)通过弹簧力夹紧外形经粗略导向的工件内径。
(2)通过设置在外部的推杆推动夹紧状态的连杆机构来松开。
1. 当气缸伸出时,气缸推活动块1向左移动,在连杆机构的作用下,活动块2同步向右移动,左右压头同步向中间移动。
2. 将料件放入定位块中,定位好。
气缸退回,左右压头在弹簧的推动下,向两边移动压头从两侧同时推紧料件。
图只作为原理上的参考,提供一种思路,如需设计要根据具体的情况设计。
压头的力与弹簧的压缩量成正比,更换弹簧或调节压缩量来调解压头推紧料件的力,防止料件被压坏。
三、滚动轴承夹紧机构原理:通过弹簧力夹紧,通过外部柱塞松开。
1. 对推块施加力,推块向下移动,推块推动推块槽内的两个轴承,轴承固定块沿着旋转轴顺时针旋转,带动左右夹头向两侧张开。
![7.3.3 基本夹紧机构_机械制造技术_[共3页]](https://uimg.taocdn.com/c181ff9ccf84b9d529ea7a75.webp)
零件的装夹装置 122 第7章7.3.2 夹紧装置的组成及基本要求工件是由夹紧装置进行夹紧的,因此夹紧方案确定后,就可以进行夹紧装置的结构设计。
1.夹紧装置的组成(1)产生力源部分力源是产生夹紧的原始作用力。
机动夹紧装置常用的力源由汽缸等所产生;手动夹紧的力源由人力来保证。
(2)中间传力部分中间传力机构是将力源产生的力传递给夹紧元件的机构据需要保证夹紧机构的自锁性及夹紧可靠性。
(3)夹紧元件部分夹紧元件是实现夹紧的最终执行元件。
夹紧元件直接与工件接触而完成夹紧作用。
2.设计夹紧装置的基本要求① 夹紧时不应破坏工件定位时已获得的正确位置,即在夹紧力的作用下,工件不会离开定位元件。
② 夹紧力大小适当,夹紧可靠,保证在加工过程中工件不会产生松动或振动、变形和表面压伤。
③ 夹紧机构应操作安全、方便、省力,以减轻劳动强度,缩短辅助时间,提高生产率。
结构力求简单、紧凑和刚度好,使夹具有良好的工艺性,并尽量选用标准元件。
④ 夹紧机构的复杂程度和自动化程度,应与工件的生产批量和生产方式相适应。
7.3.3 基本夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这3种机构合称为基本夹紧机构。
1.斜楔夹紧机构斜楔夹紧机构是利用楔块斜面移动产生的压力来夹紧工件,如图7-22所示。
当拧动右端螺杆时,与螺杆联接的斜块向左移动,并通过杠杆机构夹紧工件。
反方向拧动右端螺杆,松开工件。
斜楔夹紧机构夹紧行程短,夹紧力较小,且操作费时,所以实际生产中应用不多。
2.螺旋夹紧机构由螺钉、螺母、垫片、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
如图7-23所示,螺钉4、垫片2和螺母3将工件1夹紧。
图7-22 斜楔夹紧机构。
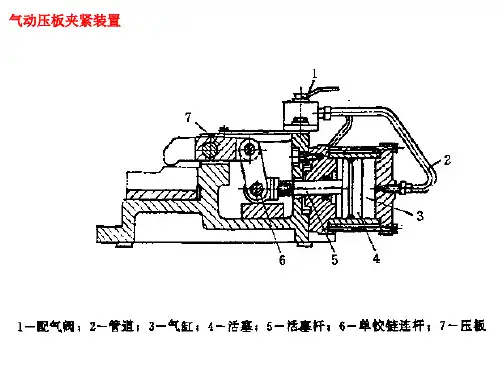
但是,并非全部夹紧机构都具备上述三部分,有时可能缺少其中的某一部分,例如手动夹紧机构往往就很筒单。
组合机床夹具的夹紧机构,就其夹紧特性而言,可以分为直接夹紧机构和自锁夹紧机构两大类。
如果按夹紧动力的来源区分,可以分为手动夹紧机构和自动夹紧机构,在自动夹紧机构中,又有气动夹紧、液压夹紧、自动扳手夹紧和弹簧夹紧等机构。
设计夹具时,工件夹紧方法的确定,是在工件定位基准、夹具定位机构和导向装置的结构确定之后进行的,但工件的夹紧同工件的定位和导向装置是密切联系着的,因此在设计夹具时,这几个方面应当同时考虑。
在进行夹紧机构的结构设计之前,必须首先确定夹紧机构的下列主要项目:夹紧力的作用点、方向和大小;夹紧动力的种类;最合理的夹紧结构示意图及传动方式等。
其中夹紧力的作用点和方向,在制定机床方案进行工艺分析时就已经确定了,并且以特殊的符号表示在被加工零件工序图中,以作为夹具结构设计的依据。
设计时要根据工件特点、工艺方法、加工情况(粗、精加工;单面、多面加工等)以及工件的定位安装形式等因素来选择夹紧机构的形式。
设计夹紧机构时,应注意满足以下基本要求:(1)保证加工精度夹紧机构应能保证工件可靠地接触相应的定位基面,夹紧后不许破坏工件的正确位置。
夹紧后,工件在加工过程中,不应由于切削力的作用而产生位移和晃动。
为此,必须保证夹紧机构能产生定够的夹紧力,同时还要求具有较高的刚性。
由于组合机床通常都是多面多刀同时进行加工,夹具往往在较大的切削力作用下工作,提高夹紧机构的刚性,是十分重要的,因此组合机床夹具的夹紧螺栓、压板和传动杠杆等通常都比较粗大,以保证其足够的刚性。
夹紧工件时,不应破坏的已加工表面,也不应引起工件过大的变形,夹紧机构应力求使工件夹紧稳定和变形较小。
为此,应当正确地选择夹紧部位和设置辅助支承等。
当加工刚性很差的工件时,或在精加工机床夹具上,夹紧机构应能保证夹紧力有调节的可能性。
⑵保证生产率夹紧机构应当具有适当的自动化程度。

常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α 在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
2)多件联动夹紧机构一般有平行式多件联动夹紧机构和连续式多件联动夹紧机构。