基本夹紧机构
- 格式:ppt
- 大小:2.10 MB
- 文档页数:38
铰链夹紧机构的基本结构有
铰链夹紧机构的基本结构由以下几部分组成:
1. 铰链:铰链是夹紧机构的核心部件,它由两个或更多的链接件通过轴心线固定在一起,使它们可以相对旋转。
铰链可以提供一定的固定位置和相对运动的自由度。
2. 夹紧杆:夹紧杆是与铰链相连的杆状零件,通过夹紧杆的相对运动来实现夹紧的功能。
夹紧杆可以是螺纹杆、滑块、摇臂等形式,通过调节夹紧杆的位置、角度或长度,可以控制夹紧机构的夹紧力度。
3. 弹簧:弹簧是在夹紧机构中常用的辅助部件,通过提供弹性力来增加夹紧力度或保持夹紧杆的位置。
弹簧可以安装在夹紧杆上,也可以安装在其他连接件上,起到稳定夹紧机构的作用。
4. 控制机构:控制机构用于控制夹紧机构的运动和夹紧力度,通常包括手动操作的旋钮、螺母、杠杆等,也可以使用电动、液压或气动装置实现自动控制。
以上是铰链夹紧机构的基本结构,不同的应用场景和要求可能会有一些变化和扩展。
夹紧机构可以根据实际需要设计和调整各个部件的结构和参数,以实现所需的夹紧效果和使用要求。
夹紧机构是一种用于夹持、固定或保持物体位置的装置,常用于机械工程、制造业和工业生产中。
夹紧机构的基本形式可以根据其工作原理和结构特点进行分类,以下是几种常见的夹紧机构形式:
螺旋夹紧机构:通过旋转螺杆或螺母来实现夹紧或释放物体。
螺旋夹紧机构常用于夹持物体的位置调整和固定,例如螺旋千斤顶。
摩擦夹紧机构:通过利用摩擦力来夹紧物体。
这种夹紧机构常用于夹紧工件或工具,如机床上的夹紧刀具和夹具。
弹簧夹紧机构:利用弹簧的弹性力量来夹紧物体。
弹簧夹紧机构常用于夹紧、固定或保持物体位置的场合,如弹簧钳和弹簧夹。
锁紧夹紧机构:通过锁紧装置来夹紧物体,例如螺栓、螺母和销钉等。
这种机构常用于连接和固定物体,提供较高的夹紧力和稳定性。
液压夹紧机构:利用液压系统的力量来夹紧物体。
液压夹紧机构常用于大型工件或需要较大夹紧力的应用,如液压千斤顶和液压夹具。
电磁夹紧机构:通过电磁力来夹紧或释放物体。
电磁夹紧机构常用于自动化系统中,例如电磁夹持装置和电磁锁。
这些是夹紧机构的一些基本形式,实际应用中还可以根据具体需求和应用场景设计和制造不同类型的夹紧机构。
具体选择何种夹紧机构形式取决于工作要求、夹紧力、稳定性要求以及经济性等因素。
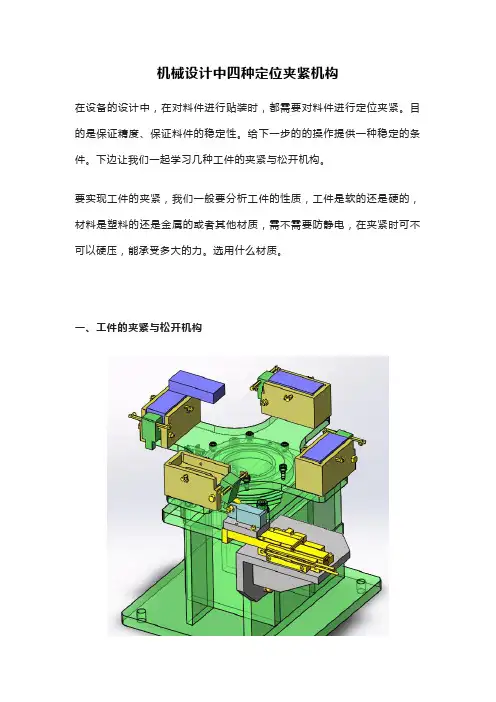
机械设计中四种定位夹紧机构在设备的设计中,在对料件进行贴装时,都需要对料件进行定位夹紧。
目的是保证精度、保证料件的稳定性。
给下一步的的操作提供一种稳定的条件。
下边让我们一起学习几种工件的夹紧与松开机构。
要实现工件的夹紧,我们一般要分析工件的性质,工件是软的还是硬的,材料是塑料的还是金属的或者其他材质,需不需要防静电,在夹紧时可不可以硬压,能承受多大的力。
选用什么材质。
一、工件的夹紧与松开机构原理:(1).气缸的自动机构。
通过安装在气缸上的推杆压紧铰链滑块,松开工件。
(2)通过安装在工件夹具上的拉伸弹簧夹紧。
1.将料件放入仿形定位块中定位。
2.滑台气缸后退,夹紧块在拉簧的作用下,夹紧料件。
3.旋转平台旋转,将定位好的料件转向下一工位,进行加工或贴装。
4.滑台气缸伸出,凸轮随动器顶定位块的下端,定位块沿着铰链旋转,打开,可以继续放入料件。
此图只作为原理上的参考,提供一种思路,如需设计要根据具体的情况设计。
为了提高生产的效率,一般加工贴装上会采用多工位,如图为4工位,上料与加工贴装互不影响,即上料时不影响加工贴装。
工位1、2、3之间的贴装同步进行互不影响。
这种思维的设计大大提高的效率。
二、基于连杆构造的内径夹紧松开机构原理:(1)通过弹簧力夹紧外形经粗略导向的工件内径。
(2)通过设置在外部的推杆推动夹紧状态的连杆机构来松开。
1. 当气缸伸出时,气缸推活动块1向左移动,在连杆机构的作用下,活动块2同步向右移动,左右压头同步向中间移动。
2. 将料件放入定位块中,定位好。
气缸退回,左右压头在弹簧的推动下,向两边移动压头从两侧同时推紧料件。
图只作为原理上的参考,提供一种思路,如需设计要根据具体的情况设计。
压头的力与弹簧的压缩量成正比,更换弹簧或调节压缩量来调解压头推紧料件的力,防止料件被压坏。
三、滚动轴承夹紧机构原理:通过弹簧力夹紧,通过外部柱塞松开。
1. 对推块施加力,推块向下移动,推块推动推块槽内的两个轴承,轴承固定块沿着旋转轴顺时针旋转,带动左右夹头向两侧张开。
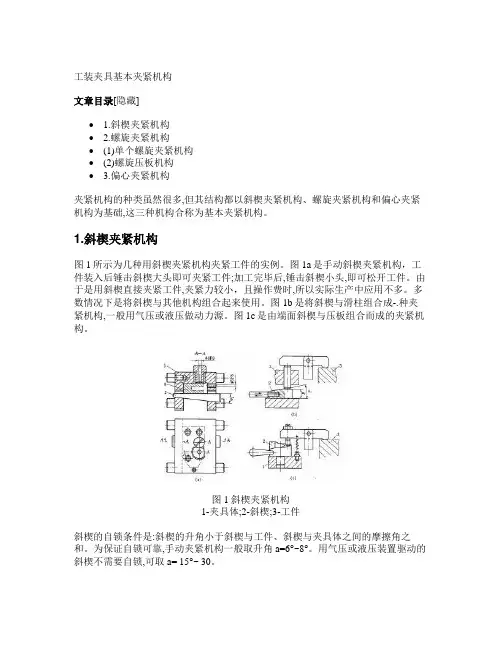
工装夹具基本夹紧机构文章目录[隐藏]• 1.斜楔夹紧机构• 2.螺旋夹紧机构•(1)单个螺旋夹紧机构•(2)螺旋压板机构• 3.偏心夹紧机构夹紧机构的种类虽然很多,但其结构都以斜楔夹紧机构、螺旋夹紧机构和偏心夹紧机构为基础,这三种机构合称为基本夹紧机构。
1.斜楔夹紧机构图1所示为几种用斜楔夹紧机构夹紧工件的实例。
图1a是手动斜楔夹紧机构,工件装入后锤击斜楔大头即可夹紧工件;加工完毕后,锤击斜楔小头,即可松开工件。
由于是用斜楔直接夹紧工件,夹紧力较小,且操作费时,所以实际生产中应用不多。
多数情况下是将斜楔与其他机构组合起来使用。
图1b是将斜楔与滑柱组合成-.种夹紧机构,一般用气压或液压做动力源。
图1c是由端面斜楔与压板组合而成的夹紧机构。
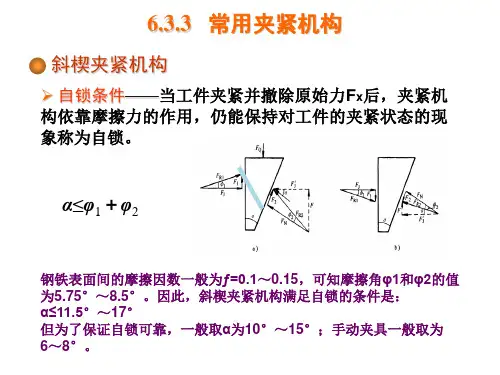
图1斜楔夹紧机构1-夹具体;2-斜楔;3-工件斜楔的自锁条件是:斜楔的升角小于斜楔与工件、斜楔与夹具体之间的摩擦角之和。
为保证自锁可靠,手动夹紧机构一般取升角a=6°~8°。
用气压或液压装置驱动的斜楔不需要自锁,可取a= 15°~ 30。
2.螺旋夹紧机构由螺钉、螺母、垫圈、压板等元件组成的夹紧机构,称为螺旋夹紧机构。
图2所示是应用这种机构来夹紧的实例。
图2螺旋夹紧机构螺旋夹紧机构的实质是绕在圆柱体上的斜楔,因此它不仅结构简单、容易制造,而且由于其升角很小,所以螺旋夹紧机构的自锁性能好,夹紧行程较大,是手动夹紧中用得最多的一种夹紧机构,只是夹紧动作较慢。
(1)单个螺旋夹紧机构图2a、b所示是直接用螺钉或螺母夹紧工件的机构,称为单个螺旋夹紧机构。
在图2a中,螺钉头直接与工件表面接触,螺钉转动时,可能损伤工件表面,或带动工件旋转。
克服这一缺点的方法是在螺钉头部装上如图4-39所示的摆动压块。
当摆动压块与工件接触后,由于压块与工件间的摩擦力矩大于压块与螺钉间的摩擦力矩,压块不会随螺钉- -起转动。
如图3a所示的端面是光滑的,用于夹紧已加工表面;图3b的端面有齿纹,用于夹紧毛坯面。
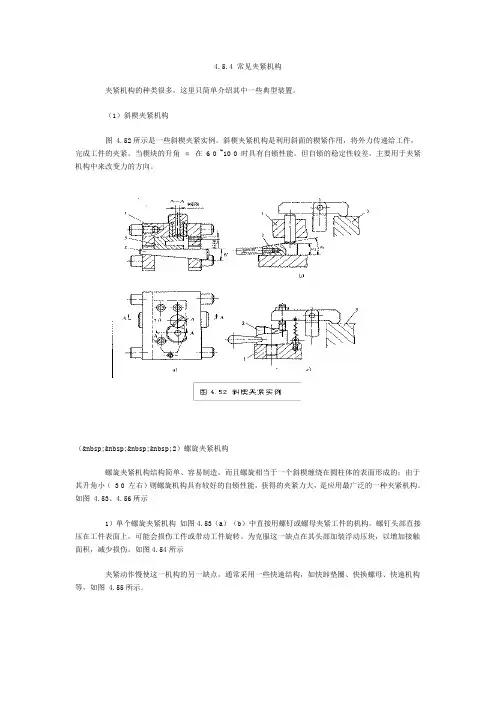
4.5.4 常见夹紧机构夹紧机构的种类很多,这里只简单介绍其中一些典型装置。
(1)斜楔夹紧机构图 4.52所示是一些斜楔夹紧实例。
斜楔夹紧机构是利用斜面的楔紧作用,将外力传递给工件,完成工件的夹紧。
当楔块的升角α在 6 0 ~10 0 时具有自锁性能。
但自锁的稳定性较差,主要用于夹紧机构中来改变力的方向。
( 2)螺旋夹紧机构螺旋夹紧机构结构简单、容易制造,而且螺旋相当于一个斜楔缠绕在圆柱体的表面形成的;由于其升角小( 3 0 左右)则螺旋机构具有较好的自锁性能,获得的夹紧力大,是应用最广泛的一种夹紧机构。
如图 4.53、4.56所示1)单个螺旋夹紧机构如图4.53(a)(b)中直接用螺钉或螺母夹紧工件的机构。
螺钉头部直接压在工件表面上,可能会损伤工件或带动工件旋转。
为克服这一缺点在其头部加装浮动压块,以增加接触面积,减少损伤。
如图4.54所示夹紧动作慢使这一机构的另一缺点。
通常采用一些快速结构,如快卸垫圈、快换螺母、快速机构等,如图 4.55所示。
2)螺旋压板夹紧机构图4.56是螺旋压板夹紧机构的几种典型结构,其在夹紧机构中广泛的使用。
3)钩形压板夹紧机构图4.57是螺旋钩形压板夹紧机构的一些结构,其特点是结构紧凑,使用灵活、方便。
(3)偏心夹紧机构它是利用偏心间直接或间接夹紧工件的机构。
偏心夹紧分圆偏心和曲线偏心两种,其特点是结构简单、操作方便、夹紧迅速,缺点是夹紧力小,夹紧行程短,用于振动小、切削力不大的场合。
图 4.58是几种典型的偏心夹紧机构的实例,图4.59是圆偏心轮的几种结构。
(4)联动夹紧机构是利用机构的组合完成单件或多件的多点、多向同时夹紧的机构。
它可以实现多件加工、减少辅助时间、提高生产效率、减轻工人的劳动强度等。
1)单件联动夹紧机构利用夹紧机构实现工件的多向、多点夹紧。
如图4.60所示机构实现二力垂直夹紧。
常用的夹紧机构,巧妙结构可借鉴参考!
相关阅读:
机械设计中四种定位夹紧机构,给你的设计来点新思路!
夹紧机构动画实例展示
定位与夹紧的学问,真的没那么简单
设计中轴上零件的轴向定位与固定如何设计?
带定位的自动分配器结构3D数模图纸 Solidworks设计
夹具治具定位方式-设计师必备
史上最全130页ppt整理!机械加工工艺装备之工件定位与机床夹具!
夹具定位尺寸的有关计算(一)
定位夹具的设计步骤,什么“六点定位”,46页内容全面介绍
定位销的分类讲解及使用案例分享
数控加工中心常见的几种定位方式,建议收藏
如何实现传送带的得往复运动重定位?
--正文--
—推荐视频—
END。