表面粗糙度培训课件
- 格式:ppt
- 大小:1.07 MB
- 文档页数:26

粗糙度培训:粗糙度参数:未滤波参数滤波的粗糙度参数滤波的波纹度参数Pa(轮廓偏离平均线的算术平均)Ra(取样内轮廓偏离平均线的算术平均)Wa(取样内轮廓偏离平均线的算术平均)Pt(轮廓评价内最大峰-谷高度)Rt(粗糙度的最大高度)Wt(波纹度的最大高度)Pz(轮廓评价内最大峰-谷高度)Rz(取样内轮廓最高峰和最深谷间距离)Wz(取样内最高峰和最深谷之和)Pv(未滤波轮廓最大深度)Rv(粗糙度的最大轮廓深度)Wv(波纹度的最大轮廓深度)Pmr(未滤波轮材料比曲线)Rmr(粗糙度材料比曲线)Wmr(波纹度的材料比曲线)Ra:轮廓偏离平均线的算术平均1、在取样长度内,并且在平均线之下的轮廓部分随后被翻转而放在平均线之上。
2、在原始平均线以上的平均高度。
Ra的局限性:不同特性的表面可能产生相同的Ra值。
使用粗糙度仪测量时取样长度选择:Ra小于等于0.02um时,取样长度(CUT OFF)为0.08mmRa大于0.02um,小于0.1um时,取样长度为0.25mmRa大于0.1um,小于2um时,取样长度为0.8mmRa大于2um,小于10um时,取样长度为2.5mmRa大于10um时,取样长度为8mmRmr:Rmr(TPI):材料支撑率,指在取样长度内,一条平行于中线的直线与轮廓相截,所得个截线长度之和称为轮廓支撑长度,轮廓支撑长度与取样长度之比为材料支撑率。
•材料支撑率与平行于中线且从峰顶线向下所取的水平截距有关。
指承受表面(表示为评价长度地百分比)长度的测量,轮廓峰被一条平行于轮廓平均线的直接所切割。
定义承受表面的直线可以被设置在最高峰以下的深度或在轮廓平均线之上或之下的距离。
当这条直线设置在轮廓最深谷时,则Rmr是100%。
通过绘出材料比值(mr)相对在0%和100%之间限制的最高轮廓峰(或丛平均线的距离)以下深度的图形,然后就可得到材料比曲线。
1、料比是在任意指定轮廓深度时,承受表面的长度与评价长度的比率,它被表示为百分比%。
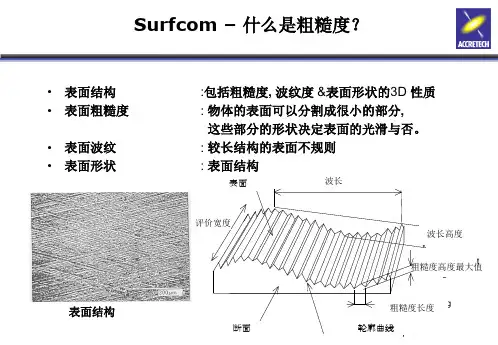
表面粗糙度1、表面粗糙度定义定义:加工表面上具有的间距很小的微小峰谷所形成的(微观几何形状特征)。
形成原因:①材料的塑性变形;②工艺系统的高频振动;③刀具与被加工材料之间的摩擦。
2、表面粗糙度测量和评定应规定(取样长度)、(评定长度)、(基准线)和(评定参数),且测量方向应(垂直)于表面的加工纹理方向。
3、取样长度目的用符号(lr )表示;目的是(限制、减弱)(波纹度、形状误差)对(测量结果)的影响。
4、评定长度目的用符号(ln )表示;目的是(限制、减弱)(表面加工不均匀性)对(测量结果)的影响;评定长度可以包含一个或几个取样长度;一般取5个取样长度。
5、基准线①轮廓算术平均中线;②轮廓最小二乘中线。
6、评定参数①轮廓算术平均偏差Ra;②轮廓最大高度Rz;③轮廓单元的平均宽度RSm;④轮廓支承长度率Rmr(c)。
7、标记含义①用去除材料的方法获得的表面粗糙度Ra的最大值为3.2μm ;②用去除材料的方法获得的表面粗糙度Ra最大值为3.2μm,最小值为1.6μm ;③用任何方法获得的表面粗糙度Ra的上限值为1.6μm ;④用去除材料的方法获得的表面粗糙度Ra上限值为6.3μm,下限值为3.2μm;⑤用不去除材料的方法获得的表面粗糙度Rz的上限值为200μm;⑥用去除材料的方法获得的表面粗糙度Rz上限值为6.3μm,Rz下限值为3.2μm。
8、①给定上限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,则认为合格。
②给定上限值和下限值:同一评定长度范围内,幅度参数所有实测值中,大于上限值的个数少于总数的16%,且小于下限值的个数少于总数的16%,则认为合格。
③给定最大值:整个被测表面上幅度参数所有的实测值皆不大于允许值,则认为合格。
④给定最大值和最小值:整个被测表面上幅度参数所有的实测值皆在最大与最小允许值范围内,才认为合格。
9、表面粗糙度的选用原则①在满足功能要求的前提下,尽量选用较大的粗糙度参数值。