镀铬试验标准TL 528-2006
- 格式:pdf
- 大小:134.50 KB
- 文档页数:7
镀铬试验要求镀铬试验要求镍-铬和铜-镍-铬装饰电镀层1 范围本标准规定了汽车零件(钢铁基体或塑料基体)上镍-铬和铜-镍-铬装饰电镀层的要求。
规定了汽车上使⽤的镍-铬和铜-镍-铬装饰电镀层的厚度、外观、结合强度、防腐性能等的检测及评定⽅法。
本标准适⽤于汽车内外饰件表⾯的装饰性镍-铬和铜-镍-铬电镀层。
2 规范性引⽤⽂件下列⽂件中的条款通过本标准的引⽤⽽成为本标准的条款。
凡是注⽇期的引⽤⽂件,其随后所有的修改单(不包括勘误的内容)或修订版均不适⽤于本标准,然⽽,⿎励根据本标准达成协议的各⽅研究是否可使⽤这些⽂件的最新版本。
GB 4955-97 ⾦属覆盖层厚度测定阳极溶解库仑⽅法GB 5270-85 ⾦属基体上⾦属覆盖层(电沉积层和化学沉积层)附着强度试验⽅法GB 6460-86 ⾦属覆盖层铜加速醋酸盐雾试验(CASS试验)GB 6461-86 ⾦属覆盖层对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级GB 6462-86 ⾦属和氧化物覆盖层横截⾯厚度显微镜测量⽅法GB 12600-90 塑料上铜+镍+铬电镀层GB/T 9797-97 ⾦属覆盖层镍+铬和铜+镍+铬电沉积层GB/T 12610-90 塑料上电镀层热循环试验GB/T 12611-90 ⾦属零(部)件镀覆前质量控制技术要求GB/T 13911-92 ⾦属镀覆和化学处理表⽰⽅法QC/T 625-99 汽车⽤涂镀层和化学处理层DIN 50017 Condensation water test atmospheres3 术语3.1主要表⾯汽车⽤装饰性镍-铬和铜-镍-铬电镀层(以下简称装饰性电镀层)镀覆前后的规定表⾯,此表⾯对镀件的外观和(或)使⽤性极为重要。
3.2最⼩厚度在镀件的主要表⾯上所测得的局部厚度的最⼩值。
4 需提供给供⽅的信息4.1 本标准规定的相关技术参数等必要信息。
4.2 基体材料和表明镀层服役环境的使⽤条件号或所需特定镀层的分级号如果只提供基体材料号和使⽤条件号,⽽未提供镀层分级号,供⽅可以在满⾜产品要求的前题下确定。
镀铬的执行标准镀铬是一种常见的表面处理方式,通过将金属铬沉积在其他金属或非金属的表面,使其具有亮丽的外观和耐腐蚀性。
为了确保镀铬的质量和一致性,在生产和应用过程中,应建立一套可执行的标准。
以下是一份关于镀铬的执行标准,旨在指导制造商和用户正确进行镀铬过程。
1. 质量要求镀铬应符合以下质量要求:a. 外观:镀铬表面应均匀亮丽,无气泡、明显的斑点、坑洼等缺陷。
b. 耐腐蚀性:镀铬层应具有良好的耐腐蚀性,能够长时间保持其外观和性能。
c. 厚度:镀铬层的厚度应符合设计要求,并保持一致性。
d. 黑色和白色金属接触区域:黑色金属与铬层之间的接触区域应达到相关行业标准,确保接触强度和电导性能。
2. 镀铬液配方镀铬液的配方应根据待处理物体的特性和要求进行优化。
配方中应包含适量的铬酸、硫酸和各种添加剂,以确保镀铬液的稳定性和镀铬效果的良好。
3. 质量控制在镀铬过程中,应进行定期的质量控制测试以确保镀铬层的质量。
这些测试包括:a. 自腐蚀测试:将待处理物体暴露在含有5%盐酸的环境中,观察铬层是否出现白化、起泡等腐蚀现象。
b. 黑色和白色金属接触测试:将镀铬层与黑色金属(如铁)和白色金属(如铜)接触,观察是否出现接触剥落、电导性能下降等现象。
c. 厚度测试:使用合适的测厚仪进行镀铬层厚度的测量,确保其符合要求。
4. 操作规程镀铬的操作应按照以下步骤进行:a. 清洗:待处理物体应经过彻底的清洗,去除表面油脂、氧化物等杂质。
b. 预处理:根据需要,可进行酸洗、除磷酸洗等预处理步骤,以提高镀铬效果。
c. 镀铬:将待处理物体浸入镀铬槽中,控制镀铬液的温度、电流密度和镀铬时间,确保均匀的镀层形成。
d. 清洗和后处理:将镀铬后的物体经过清洗、烘干等后处理步骤,确保其质量和耐腐蚀性。
5. 安全操作进行镀铬操作时,应遵守以下安全操作规范:a. 确保操作人员熟悉操作规程和应急处理措施,并进行安全培训。
b. 使用个人防护装备,如防护眼镜、手套、防护服等。
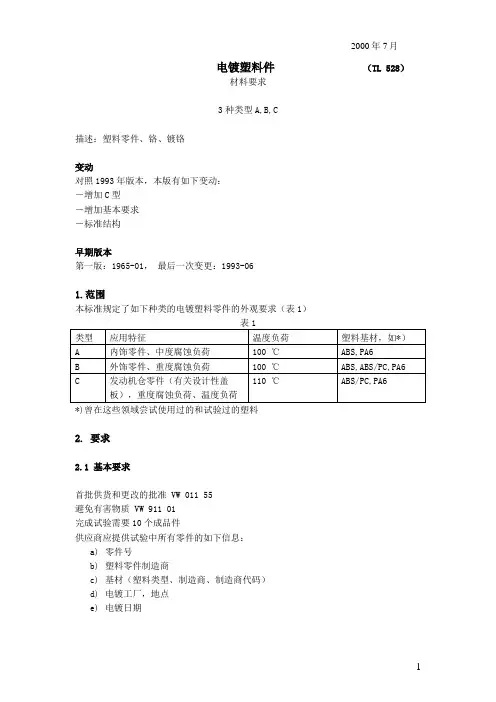
电镀塑料件(TL 528)材料要求3种类型A,B,C描述:塑料零件、铬、镀铬 变动对照1993年版本,本版有如下变动: -增加C 型 -增加基本要求 -标准结构 早期版本第一版:1965-01, 最后一次变更:1993-061.范围本标准规定了如下种类的电镀塑料零件的外观要求(表1)*)曾在这些领域尝试使用过的和试验过的塑料2. 要求2.1 基本要求首批供货和更改的批准 VW 011 55 避免有害物质 VW 911 01 完成试验需要10个成品件供应商应提供试验中所有零件的如下信息:a) 零件号 b) 塑料零件制造商c) 基材(塑料类型、制造商、制造商代码) d) 电镀工厂,地点 e) 电镀日期2000年7月f)金属的层结构(层厚、EN1403和EN12540的要求,见表2的1.2节)g)塑料活化/喷镀法种类(如:传统胶体镀铬法,电离法,直接喷镀法)h)描述零件在仪器上的安装简图(包括距离尺寸)。
对于每批产品都应额外准备一块镀铬的塑料板(相同的基材),作为生产参考样件、用以监测颜色和光泽。
色彩取样遵照第2.4.1节。
2.2标识以下标识的例子表示:由ABS制成且表面镀铬的成品件用于内饰零件,在90 ℃的高温下具有尺寸稳定性ABS acc to TL 527-A,chrome-plated to TL 528-A2.3成型件2.3.1基材适用电镀的塑料材料如表12.3.2 微观结构零件应无孔隙或裂纹之类的瑕疵,无可能影响镀层粘结性和外观质量的内应力。
负责注塑成型和/或电镀的人员应实施质保措施从而保证零件无应力。
2.3.3 表面质量表面应光滑,无可能降低成品件外观质量的流痕、裂纹、缩痕、凹坑或爆裂状的缺陷,此外表面应绝对洁净,无油脂和汗液。
不使用脱模剂。
电镀前不应对零件进行机械抛光。
2.4 成品件2.4.1 表面质量零件表面应具有镜面效果,在可视区域应无抛光痕迹,电镀接触点应置于装车状态下难以识别缺陷的位置。
北京特冶工贸有限责任公司编号:镀铬气门验收技术标准1目的规范作业检验标准,保证产品质量。
2范围本标准适用于各种气门等结构件表面镀层的检验、验收标准3引用标准GB/T 12609 电沉积金属覆盖层和有关精饰计数抽样检查程序GB/T3505 表面粗糙度术语表面及其参数GB/T9790 金属覆盖层维氏硬度的试验方法GB/T4955 金属覆盖层厚度测定GB/T5270 金属基体上金属覆盖层附着强度试验方法GB/T9797 金属覆盖层电镀层GB/T10125 人造气氛腐蚀试验、盐雾试验GB/T6461 金属覆盖层对底材呈阴性的覆盖层腐蚀试验后的试样评级4镀铬层的技术要求4.1外观用肉眼观察时,表面应光亮、光泽、不应有麻点、起泡、剥落、露底、变色和结晶粗大或任何对气门产品有不良影响的缺陷。
在电镀后直接使用或电镀后磨光的产品表面上,不得有铬瘤。
如果电镀后由供方进行热处理或磨光过程中不得有肉眼可见的气泡或裂纹。
4.2表面粗糙度按GB3505中的规定方法进行测量,结果应达到设计要求的表面粗糙度值。
4.3结合强度按GB5270中规定的弯曲、磨损、热震等试验方法进行弯曲试验时(将受检验的试件用钳子夹紧,反复弯曲180度(向两面各弯曲90度)直到断裂),底层与基体,底层与铬层之间不允许有任何分离、起层。
4.4铬层的硬度镀铬层的硬度符合设计要求,若没有规定,铬层的显微硬度值HV≥750(试验方法:GB/T9790)5镀铬层的耐腐蚀试验要求采用铜加速乙酸盐雾试验(CASS-16H试验),试验方法按照GB/T10125进行,按照GB/T6461进行评级,≥7级。
6外协方需提供的资料6.1镀铬层的最小厚度6.2镀铬层数及金属覆盖层的材料6.3 CASS试验级数6.4 破坏性试验的试样数量6.5 计数抽样检查程序质量保证部2011.05.04。
大众股份有限公司TL 528集团标准 2015-01发布分类编号:55121描述词:塑料部件,铬,铬电镀,金属处理,塑料镀铬塑料部件材料要求4种类别:A,B,C,D先期发布TL528:1965-01,1973-09,1979-01,1985-01,1986-06,1988-06,1993-06,2000-07,2006-04,2008-06更改与TL528:2008-06相比做出如下改动:-表1.“PA6”已删除(聚酰胺不允许作为基材)-表1. 类别“B”扩充-表1. 类别“D”批准限制废除-3.1“基材要求”:增加户外天气阻力要求-3.2.1“基材”和3.2.2外观和发白处应力”扩充-3.3.1“表面抛光”,3.3.3“电镀过程”,和3.3.4“电镀件技术要求”修正-表2完全修正-4新增”供应商生产监控要求”-5.1”电镀系统”修正-5.2”镀层厚度、微裂纹、微孔数、电位差测试点”更新-5.3修正”十字划格实验”,增加图1和图2-5.4增加”盐雾实验执行”TL 528:2015-01表1修正1.范围此技术支持说明针对各类规格的镀铬塑料部件,定义了对其表面抛光的要求(见表1)表1a)迄今塑料已在这些范围内通过了试验2.描述作为内部零件使用和镀铬处理的由ABS制成的零件成品的描述实例:ABS按TL527,镀铬按照TL528-A3.要求3.1基本要求首次供货和更改按大众标准VW01155对有害物质的避免按VW91101户外天气阻力按VW50185要求有10个零件成品完成实验(视尺寸而定)针对所有需实验的零件,供应商需附加提供以下的信息(附录A)TL 528:2015-013.2 浇铸零件3.2.1 基本材料基质生产商指定的材料,作为适用电镀的材料,按表一。
如有必要,偏离于此的塑料类型需在此基础试验之外附加进行一些试验以单独确认。
针对由两个零部件组成的产品,如旋钮,其中一个塑料部件(例如聚碳酸酯[PC])不能添加涂层。
TL_528_镀铬塑料件_07.06C共 8 页第 1 页2 名称ABS成品件的名称实例,作为内部零件使⽤的和镀铬处理的:ABS按照TL527,镀铬按照TL528-A3 要求3.1 基本要求⾸次供货和更改的批准按照VW 011 55。
避免有害物质按照VW 911 01。
进⾏完整的检测需要10个成品件(视尺⼨⽽定)。
供货商必须向所有须试验的零件随机提供下列数据:a) 零件号b) 塑料件制造⼚商、地点c) 基底材料(塑料型号、制造⼚商、制造⼚商名称)d) 电镀⼯⼚和电镀装置、地点e) 电镀⽇期f) 塑料活化/⾦属喷涂法的类型(例如典型的胶态镀铬、离⼦镀铬、直接⾦属喷涂、光亮镀铬、微孔、微⼩裂纹)g) 零件安置在⽀架中h) ⾊调3.2 成型件3. 2.1 基本材料由基质制造商作为电镀的塑料按照表1。
对于其中有偏差的塑料种类需要采⽤必要的独特的规定试验来进⾏基础试验。
3. 2.2 成型件这些零件⽆诸如裂纹或缩孔的缺陷,必须没有可能影响电镀覆盖层的粘附和外观的内应⼒。
注塑⼚和/或电镀⼚必须通过合适的质量保证措施来保证零件⽆应⼒。
必须这样来布置浇冒⼝,将在⾼温负荷下缩孔的危险降低到最低,在电镀之前或之后去除浇冒⼝时不发⽣表⾯可见的缺陷。
必须避免⽑刺。
必须在设计上通过倒圆消除锐棱。
3. 2.3 表⾯特性表⾯必须光滑和⽆滑移线、裂纹、凹陷、刮痕或影响成品件外观的开裂。
除此以外,此表⾯必须绝对光洁和⽆油脂痕迹以及⼿汗。
不允许使⽤分型剂,在涂层前,不允许对这些零件进⾏机械抛光。
电镀之前必须避免去⽑刺。
必须与各⾃的批准的专业部门商定偏差。
3.3 成品件成品件质量的责任由供货商承担。
应当尽可能在设计、供货商、模具制造、有关结构和加⼯的注塑和电镀⼯艺之间进⾏协调。
如果出现如在表2中第3点描述的种类缺陷,则在供应链的所有参加者的协商之下必须寻找所有⼯艺步骤中(模具设计、注塑和电镀)的原因。
3.3.1 表⾯特性在⾁眼可见的范围内,这些零件必须⽆抛光刮痕的镜⾯光泽。

TL528_2024_中镀铬塑胶件材料要求镀铬塑胶件是一种常见的装饰件,广泛应用于汽车、家电和电子产品等领域。
其制作过程包括塑胶材料的选择、镀铬工艺的应用以及质量控制等环节。
本文将从以上几个方面来探讨镀铬塑胶件的材料要求。
首先,对于镀铬塑胶件来说,材料的选择至关重要。
塑胶材料应具有优良的物理和化学性能,耐高温、耐腐蚀、耐磨损等特性,以确保镀铬件的长久使用。
常见的塑胶材料有ABS、PC、PMMA等,这些材料具有高强度、良好的延展性和耐腐蚀性,非常适合制作镀铬塑胶件。
其次,镀铬塑胶件的制作还需要注意材料的表面处理。
在材料选择之后,需要对塑胶件进行表面的净化和处理,以增加镀层的附着力。
常见的处理方法有去毛刺、去油污和去表面氧化等,以确保镀铬层的平滑和均匀,不易脱落。
然后,对于镀铬工艺的应用,需要控制好镀铬层的厚度和均匀性。
镀铬层的厚度通常在10-50μm之间,过厚容易导致镀层开裂和剥落,过薄则会影响镀铬件的装饰效果。
此外,还需要控制镀铬层的均匀性,以保证整个镀铬塑胶件的表面光亮度均一最后,质量控制是制作镀铬塑胶件的重要环节。
在生产过程中,需要进行严格的质量监控,确保每个环节的质量符合要求。
例如,对于塑胶件的制作,需要考虑模具的设计和加工精度;对于镀铬工艺,需要进行镀前处理、镀铬过程的温度、时间和电流等参数的控制;对于成品的检验,需要进行外观检查、镀铬层厚度测试和耐腐蚀性能测试等。
综上所述,镀铬塑胶件的材料要求包括材料的选择、表面处理、镀铬工艺的应用和质量控制等几个方面。
只有在以上各个环节都达到要求,才能制作出高质量的镀铬塑胶件。
镀铬检验标准镀铬气门验收技术标准1目的规范作业检验标准,保证产品质量。
2范围本标准适用于各种气门等结构件表面镀层的检验、验收标准3引用标准GB/T 12609 电沉积金属覆盖层和有关精饰计数抽样检查程序GB/T3505 表面粗糙度术语表面及其参数GB/T9790 金属覆盖层维氏硬度的试验方法GB/T4955 金属覆盖层厚度测定GB/T5270 金属基体上金属覆盖层附着强度试验方法GB/T9797 金属覆盖层电镀层GB/T10125 人造气氛腐蚀试验、盐雾试验GB/T6461 金属覆盖层对底材呈阴性的覆盖层腐蚀试验后的试样评级4镀铬层的技术要求4。
1外观用肉眼观察时,表面应光亮、光泽、不应有麻点、起泡、剥落、露底、变色和结晶粗大或任何对气门产品有不良影响的缺陷。
在电镀后直接使用或电镀后磨光的产品表面上,不得有铬瘤.如果电镀后由供方进行热处理或磨光过程中不得有肉眼可见的气泡或裂纹。
4。
2表面粗糙度按GB3505中的规定方法进行测量,结果应达到设计要求的表面粗糙度值。
4.3结合强度按GB5270中规定的弯曲、磨损、热震等试验方法进行弯曲试验时(将受检验的试件用钳子夹紧,反复弯曲180度(向两面各弯曲90度)直到断裂),底层与基体,底层与铬层之间不允许有任何分离、起层。
4.4铬层的硬度镀铬层的硬度符合设计要求,若没有规定,铬层的显微硬度值HV≥750(试验方法:GB/T9790)5镀铬层的耐腐蚀试验要求采用铜加速乙酸盐雾试验(CASS—16H试验),试验方法按照GB/T10125进行,按照GB/T6461进行评级,≥7级。
6外协方需提供的资料6。
1镀铬层的最小厚度6.2镀铬层数及金属覆盖层的材料6。
3 CASS试验级数6。
4 破坏性试验的试样数量6。
5 计数抽样检查程序质量保证部2011.05.04。
电镀产品质量检验规范电镀产品品质检验规范常用的检验项目为:1。
膜厚;2。
装配检查;3。
镀层附着力;4。
硬度测试; 5.耐磨测试;6.耐酒精测试;7.高温高湿测试;8。
冷热冲击测试;9。
盐雾测试;10.排汗测试;11外观;12包装;一.膜厚:1.膜厚为电镀检测基本项目,使用基本工具为萤光膜厚仪(X-RAY),其原理是使用X射线照射镀层,收集镀层返回的能量光谱,膜厚一般为0.02mm,最大不超过0.03mm。
2.检查周期:每批;3.测试数量:n>5pcs二.装配检查:1.确认是否符合图面标出的重要尺寸;装配后有否影响外观及功能,手感;2。
检查周期:每批;3。
测试数量:n>2pcs ;二.镀层附着力:1。
将3M胶纸粘贴在刀切100格(每小格为1MM*1MM)的电镀层表面,用橡皮擦在其上面来回磨擦,使其完全密贴后,以45度方向迅速撕开,镀层需无脱落现象.如目视无法观察清楚,可使用10倍显微镜观察;a)不可有掉落金属粉末及补胶带粘起之现象.b) 不可有金属镀层剥落之现象。
d)不可有起泡之现象2。
检查周期:每批;3。
测试数量: n>2pcs ;四.硬度测试:1.用中华铅笔以45度角并且以1mm/s的速度向前推进,擦试后镀层不能有划痕;其中:UV镀测试:3H铅笔,500g力真空镀:2H铅笔,500g力水镀测试:1H铅笔,200g力2。
检查周期:每批;3。
测试数量:n>2pcs ;五.耐磨测试:1。
头施500g力,用于被测产品来回试擦50次,往返为一次,不能变色,脱镀及露底材;2。
检查周期:一次/3个月3.数量:n〉2pcs ;六.耐酒精测试:1.用500g砝码外包8层棉布,再将白棉布沾湿浓度为95%的乙醇,以不下滴为宜,将砝码与镀层面垂直,在同一位置往退,移动距离1英寸为一次,共100次,镀层不能有反应;2。
检查周期:一次/3个月;3.测试数量:n>5pcs ;七.高温高湿测试:1。
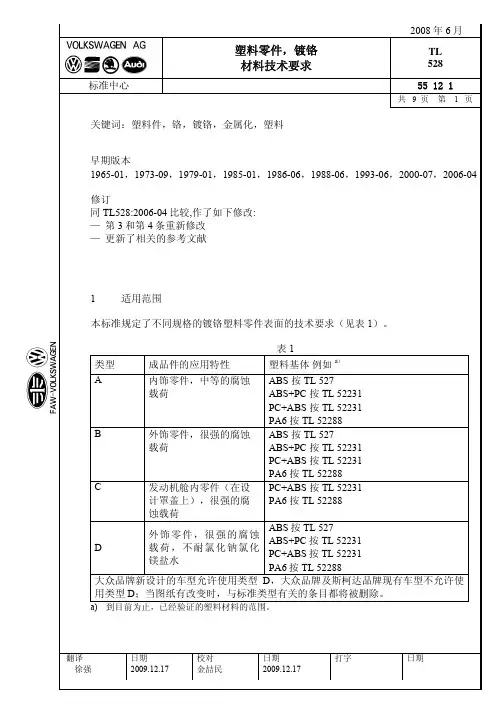
大众股份公司TL 528集团标准2008-06出版类别编号:55121描述:塑胶件,铬,镀铬,金属镀,塑胶镀铬塑胶件材料要求之前版本TL 528:1965-01,1973-09,1979-01,1985-01,1986-06,1988-06,1993-06,2000-07,2006-04更改与TL 528:2006-04版相比有以下更改—修订第三第四段—更新引用1 范围本技术规范定义了供应各种类型的表面镀铬塑料零部件完成要求(见表1)。
表1类型成品应用特性基材,举例(经考验使用的)A 内饰件,中等腐蚀 ABS参照 TL 527ABS + PC 参照 TL 52231PC + ABS 参照 TL 52231PA6 参照 TL 52288B 外饰件,严重腐蚀 ABS参照 TL 527ABS + PC 参照 TL 52231PC + ABS 参照 TL 52231PA6 参照 TL 52288C 发动机舱部件,严重腐蚀 PC+ABS参照 TL 52231PA6 参照 TL 52288D 外饰件,严重腐蚀,不抗氯化钙氯化镁除冰盐ABS 参照 TL 527ABS + PC 参照 TL 52231 PC + ABS 参照 TL 52231 PA6 参照 TL 52288D型不再用于大众品牌、大众商务车和斯柯达的新的设计。
当图纸更换时,与此类型相关的条目必须删除!2 描述ABS料镀铬内饰件成品描述举例:ABS 参照 TL 527,镀铬层参照 TL 528-A3 要求3.1 一般要求首批供应的的认可和改变参照大众标准VW01155.有害物质的避免参照VW9110110个成品(根据大小)需要进行完整的测试。
下列信息需由供应商提供(见附件B)1. 零件编号2. 塑胶件制造商、地址3. 基底料(塑料类型,制造商,制定制造商)4. 电镀商系统,地址5. 电镀日期6. 塑料类型的活化/金属化方法(e.g.标准镀铬方法,离子化法,直接金属化,明亮的镀铬,微孔与微裂纹)7. 挂具上的位置8. 色泽3.2 模塑件3.2.1 基底材料根据表1选择合适的供应商的材料作为基材。