FAI首检报告
- 格式:doc
- 大小:54.50 KB
- 文档页数:3

fai报告是什么意思
FAI(First Article Inspection)报告,指的是第一件产品检验报告单,也称“首检报告”。
其主要作用是确认新产品的设计、工艺等方面是否达到客户和标准要求,确保生产质量控制。
在新产品开发、产品改良等阶段,为了保证生产过程中顺利进行,常常需要进行FAI检验。
FAI检验通常由供应商自行组织,或委托检测机构、第三方检测机构进行,并将检验结果整理成FAI报告提交给客户。
FAI报告主要包括以下内容:
1. 产品规格:详细描述产品零部件的名称、数量、尺寸、材质等相关信息,其覆盖面广,包括从原材料到成品的各个环节。
2. 检测数据:FAI报告中表格列出了多组检查数据,用以展示与工程图纸设计是否一致,以及产品在生产过程中是否达到标准要求。
3. 附加文件:为了方便客户全面了解产品的生产情况,FAI报
告中还需包含附加文件,包括产品设计图纸、工艺流程、成品检
测报告等。
FAI报告的作用:
1. 保证产品质量控制:通过FAI检查,确认新产品符合标准规范,保证产品质量的控制。
2. 开展一次性合作:FAI报告是对客户的一次“尝试”,对供应
商和客户之间的合作起到了重要的铺垫作用,能够为进一步合作
奠定良好基础。
3. 扫除顾虑和隐患:FAI检查会让供应商在生产过程中发现问题,并及时进行改进,纠正隐患,提高生产效率和产品质量,从
而消除客户的顾虑和隐患。
总之,FAI报告是新产品开发过程中的一项重要质量控制手段,有助于保障产品质量、提高客户满意度、达成长期合作关系。


fai报告是什么意思FAI报告是什么意思。
FAI报告是First Article Inspection Report的缩写,中文意思是首件检验报告。
在制造业中,首件检验是非常重要的环节,它是指在生产开始之前,对首件产品进行全面的检验和测试,以确保产品的质量符合客户的要求和标准。
首件检验报告则是记录和总结首件检验结果的文件,也是生产过程中的一项重要质量控制手段。
首件检验的目的是为了验证产品是否符合设计要求和客户要求,以及生产工艺是否可行和可靠。
通过对首件的全面检验,可以及时发现和解决生产过程中的问题,避免批量生产后出现大面积质量问题,从而节约成本、提高效率,确保产品质量。
FAI报告通常包括以下内容:1. 产品信息,包括产品名称、图纸编号、规格要求等。
2. 生产商信息,包括生产商名称、地址、联系方式等。
3. 检验员信息,包括检验员姓名、检验日期等。
4. 检验工具和设备,列出用于检验的工具、设备及其准确性验证记录。
5. 检验过程,详细描述首件检验的过程,包括检验项目、检验方法、检验标准、检验结果等。
6. 检验结论,对首件产品的检验结果进行总结和评价,判断产品是否合格,如有不合格项,需说明原因和处理措施。
FAI报告的编制需要严格按照客户的要求和标准进行,通常由质量部门的专业人员进行。
在编制FAI报告时,需要对首件产品进行全面、细致的检验,确保检验结果的准确性和可靠性。
同时,还需要保留首件产品的样品和相关记录,以备日后的追溯和核查。
总之,FAI报告是首件检验的重要成果之一,它记录了首件产品的质量检验过程和结果,是生产过程中质量控制的重要依据。
通过对首件产品的全面检验,可以及时发现和解决生产过程中的问题,确保产品质量符合客户的要求和标准,为批量生产奠定良好的基础。

实用文档
供应商描述
发布/修订记录
批准栏
实用文档
目录
封面 (1)
审批页 (1)
目录 (2)
1. 首件检验的原因 (3)
2. 零部件的基本描述 (3)
3. FAI结论 (3)
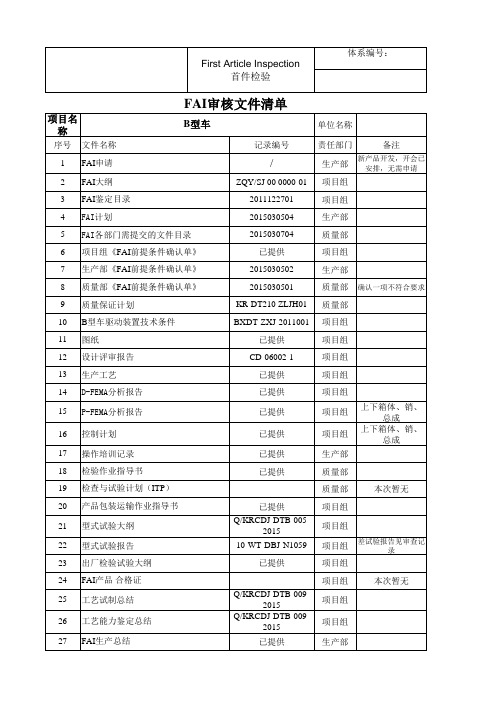
4 文件检查情况 (4)
5. 零部件检查情况 (7)
6. 改进措施清单及建议 (8)
7. 相关文件 (9)
8. 签署 (10)
9. 附件.人员签到表 (11)
实用文档
1. 首件检验的原因
2. 零部件的基本描述
实用文档3. FAI结论
实用文档4. 文件审查
备注:
OK =>>> 符合
NOK =>>> 不符合
SPQ3) =>>> 供方产品资质(特别是铁道部要求)
* =>>>必查项目,且带回供方签字的项目,如出现不合格FAI不得通过。
5. 过程控制检查
实用文档
6. 零部件检查
备注:OK =>>>满足NOK =>>> 不满足
实用文档
7. 改进措施清单及建议
7.1 待关闭事项(文件、设计、工艺等)
7.2 改进建议
实用文档8. 相关文件
实用文档
9. 参加人签署
10. 附件1.
FAI人员签到表。

Item 序号Quality 数量A 5B 5C 5D 5E 0F1A Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6B Method 方法1Visual 2Visual 3Visual 4Visual 5Visual6C Method 方法1Measure 2Measure 3Measure4D Method 方法1Visual 2Visual 3Measure4E Method 方法1Test 2Test 3Test4F Method 方法1Visual 2Test 3Visual 4Visual 5Visual61. 2.3.4.1. 2.3. 4.1. 2.3.First Article Inspection Report首件样品检测报告Customer Name :客户Customer Part Number :客户零件编号Customer Part Name:客户零件名称Supplier Name 供应商Supplier Part Number :供方零件编号File No.文件编号Prepared By 制作Check 审核Date:日期Evaluation 评估Total quatity 总样品数量Inspection Standard 检验标准PassPROJECT/EVALUATION TEAM 评估成员Department 部门Name 姓名Evaluation 评估Comments 意见Project Manager Machanical Engineer Quality EngineerEVALUATION SUMMARY 评估总览APRV:approve or acceptable REJ: reject DEV :accept on deviation .Category 分类:Result 判定Remarks 备注Part Struction 结构Appearance and Cosmetics 外观Dimensions Measurement 尺寸Assembly - Mechanical 组装Reliability 可靠性Packaging 包装EVALUATION DETAILS 评估详情Part Struction 结构Result 判定Defects description 不良描述Structure match design 结构Draft angle type match design 拔模角度Texture or polish as request 晒纹/抛光Material as requestion 材料Surface finish as design(Paint,Print…) 表面处理Other 其他Appearance and Cosmetics 外观Result 判定Defects description 不良描述Appearance cleanliness inspection. 表面清洁度Surface check no flash,knife line,color spot,broken… 表面缺陷Part color as request 颜色Surface finish (Painting,Pringt location, color, texture). 表面处理Overall inspection of final assembly. 组件整体外观Other 其他Dimensions Measurement 尺寸Result 判定Defects description 不良描述Criticial dimentions per drawings 关键尺寸Reference dimensions per drawings 参考尺寸Final assmbly dimension. 装配尺寸Other 其他Assembly - Mechanical 组装Result 判定Defects description 不良描述Assembly process viable 外观检查No loose or interference 间隙/干涉Assembly part match drawings 匹配图纸Other 其他Reliability 可靠性Result 判定Defects description 不良描述Reliability testings 可靠性测试Air impermeability testing 气密性测试Regular features performance 常规功能测试Product packaging bag (Material, dimensions, appearance). 包装袋Box label (location, content, material). 箱标签Other 其他Packaging 包装Result 判定Defects description 不良描述Product box(Material,printing,dimensions,appearance) 包装箱Overall Evaluation Results综合判定SOLUTIONS&PLAN 解决方案和计划ADDITIONAL NOTES & COMMENTS 评论及建议Product qulity correct ,remainder box have marked 品质标识Other 其他DEFECTS ANALYSIS 不良问题分析Pacckging reliability: Protecting product. 包装可靠性APRV REJ DEV Rigid 严格Normal 一般Lax 宽松APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRVREJDEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEVAPRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEV APRV REJ DEVPAGE 1 OF 1 PAGE。
西门子动车组厨房设备FAI首检报告样本(doc 8页)首件检验报告的主要内容:1. 首件检验的原因2. 零部件的基本数据3. 检验结果4. 文件检查情况5. 零部件检查情况6. 改进的措施清单及建议7. 附件8. 参加人员共9页第2页1.首件检验的原因2. 零部件的基本数据3. 检验结果零部件名称检验日期⏹对整个部件的首件检测报告⏹焊接FAI□有条件的批准批准条件和数量:□不通过放行产品的详细情况:对应序号是是1)否备注1345678零部件名称检验日期⏹对整个部件的首件检测报告⏹焊接FAI910111213141516171819是1):按约定放行。
在第6章提到的约定条件下接受产品放行。
4.文件检查序列号是否必要接收情况结果任务编号发布日期版本yes no yes no o.k. n.o.k.4.1.1 Q0-Q8质量要求4.1.2 订单4.1.3 证书认可(9000证书)4.1.4 ■由TOT方确认的零件或服务的下级供应商名单,4.1.5 主要图纸4.1.6 ■主要物料的零件清单图纸清单。
零件清单应包括规格、物料号或图纸号并经TOT方确认4.1.7 构造设计强度保证4.1.8 重量协议零部件名称检验日期⏹对整个部件的首件检测报告⏹焊接FAI4.1.9型式试验和例行试验计划4.1.10 试验说明/规范4.1.11 试验纪要/工作卡片4.1.12■关键重要件原材料证书4.1.13 3.1最终产品证书4.1.14材料追溯性4.1.15 ■经TOT技术转让方检验确认的首件产品例行试验报告4.1.16 其它文件4.2.1 焊接证书4.2.2 合同和设计评审4.2.3 分包的设计和焊接工作4.2.4 焊接结构测试(STBT)4.2.5 焊接工艺资质记录(WPQR) 4.2.6 焊工/焊接操作人员测试证书4.2.7 焊接工艺规范4.2.8 焊接计划,点焊计划,焊接顺序计划4.2.9 焊工/焊接操作者测试证书,测试程序4.2.10 焊接测试样本,包括文件4.2.11■无损检测人员4.2.12■无损检测记录零部件名称检验日期⏹对整个部件的首件检测报告⏹焊接FAI4.2.13 填充材料)4.3.1 SPQ3) glass 玻璃4.3.2 SPQ3) powder 粉末4.3.3 SPQ3) cast parts 铸件4.3.4 防火质量认可和评估4.3.5■现行的防火测试表,包括非金属材料清单和相应的DIN5510 报告和有效期。