首件检验报告样本
- 格式:doc
- 大小:1.42 MB
- 文档页数:10
编号:
首件鉴定证书
零部组件图号:
零部组件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备生产的条件,
并通过首件鉴定这一管理形式来检查、发现产品生产过程中存在的问题,
加以改进,避免发生批次性质量问题.
2、依据:根据GJB908及GJB9001B.
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要求对首件产
品进行全面的工序和成品检查、考核,以确定生产工艺和设备能否生产
出符合设计要求的产品.
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符.
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。

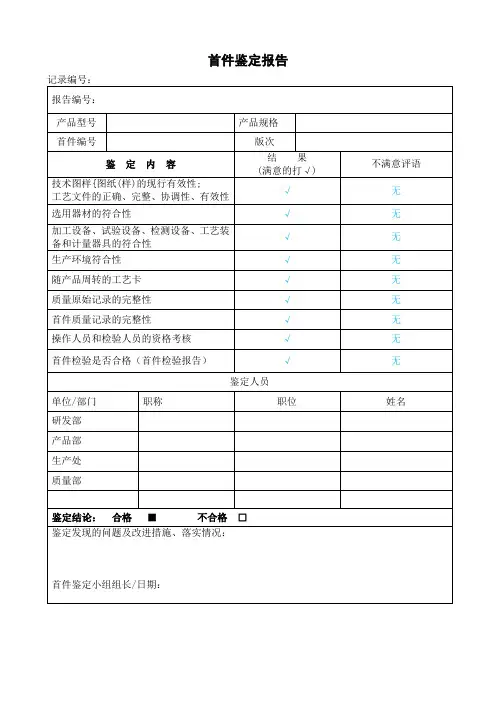
首件鉴定报告
HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
编号:
首件鉴定证书
零部(组)件图号:
零部(组)件名称:
生产单位:
鉴定日期:年月日
一、首件鉴定的目的和依据:
1、目的:根据质量体系管理的要求,为验证生产过程是否具备生
产的条件,并通过首件鉴定这一管理形式来检查、发现产品生
产过程中存在的问题,加以改进,避免发生批次性质量问题。
2、依据:根据GJB908及GJB9001B。
3、首件鉴定的概念:按照设计图样、工艺文件等技术文件的要求
对首件产品进行全面的工序和成品检查、考核,以确定生产工
艺和设备能否生产出符合设计要求的产品。
二、首件鉴定的主要内容:
1、首件的技术文件应完整、正确;
2、首件应符合设计要求;
3、选用的加工设备、工艺装备、计量器具应符合规定的要求;
4、首件质量与其原始质量记录应文实相符。
三、首件鉴定的组织
组长:
组员:
首件鉴定合格证。

首件验收报告范文一、报告目的本报告主要对首件验收进行总结和评估,以便判定产品生产是否符合预期要求,以及对后续生产进行合理调整和改进。
二、验收背景针对新产品的生产,我们进行了一次首件验收。
该产品是公司新开发的智能家居设备,具有自动化控制、远程操控等功能。
为了确保产品质量和可靠性,我们进行了首件验收。
三、验收过程1.材料准备:准备了初始产品的设计图纸、工艺流程、材料清单,以及相关的测试设备。
2.制造工艺验证:在制造过程中,我们验证了产品的关键工艺流程和设备的运行效率,确保产品制造的稳定性和可靠性。
3.组件检验:对产品的每个组件进行精确的尺寸测量和外观检查,确保组件质量符合要求。
4.功能测试:对产品的各项功能进行系统测试,确保其完全符合设计要求,并记录测试结果。
5.容量测试:进行容量测试,以验证产品的功耗和电池续航时间,确保产品能够满足用户需求。
6.安全性评估:通过产品的测试和模拟使用,评估产品的安全性能,确保产品在正常使用过程中不会对用户造成伤害。
四、验收结果根据对首件的生产过程和测试结果的评估,以下是首件验收的结果:1.材料:首件的材料质量符合要求,没有发现相关问题。
各项指标均在合理范围内。
2.制造工艺:首件的制造工艺流程运行稳定,没有发现问题。
排除了潜在的生产风险。
3.组件质量:首件的组件质量符合要求,尺寸准确、外观良好。
4.功能测试:首件在功能测试中通过了所有的测试项目,各项功能正常工作。
5.容量测试:首件的功耗和续航时间达到了预期要求,满足用户的日常使用需求。
6.安全性评估:根据安全性评估结果,首件的安全性能良好,不会对用户造成伤害。
五、问题和建议基于首件验收的结果,以下是对产品生产的一些问题和建议:1.部分供应商存在质量问题:在首件生产中,我们发现了一些供应商提供的组件存在质量问题。
建议对供应商进行评估和筛选,确保优质供应链。
2.工艺改进:尽管首件的制造工艺流程运行稳定,但还是有一些细节需要改进,以提高生产效率和产品质量。
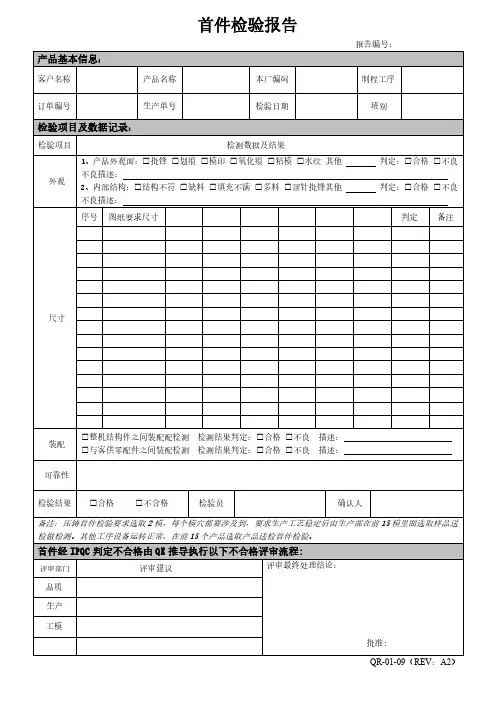
首件检验报告
一、检验范围
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,均为市场上常见的照明电器产品,其
中LED埋地灯,市场上深受消费者的欢迎。
二、型式确认
本次检验的LED埋地灯、水下灯、隧道灯、投光灯、路灯、壁灯、洗
墙灯、庭院灯、草坪灯、高天棚灯,型式经常国家质量监督检验检疫总局
型式确认。
三、型式检验
1、外观检验:外观处理良好,LED灯头容易安装,易于灯具的装卸,灯体颜色均匀,没有缺陷及落漆现象。
2、尺寸检验:本次检验各产品的尺寸满足协议要求的尺寸。
4、绝缘测试:在本次检验中,采用的测试标准是GB7000.1-2023
《家用和类似用途电气产品的安全通用要求》,测试结果满足要求。
6、性能检查:在本次。
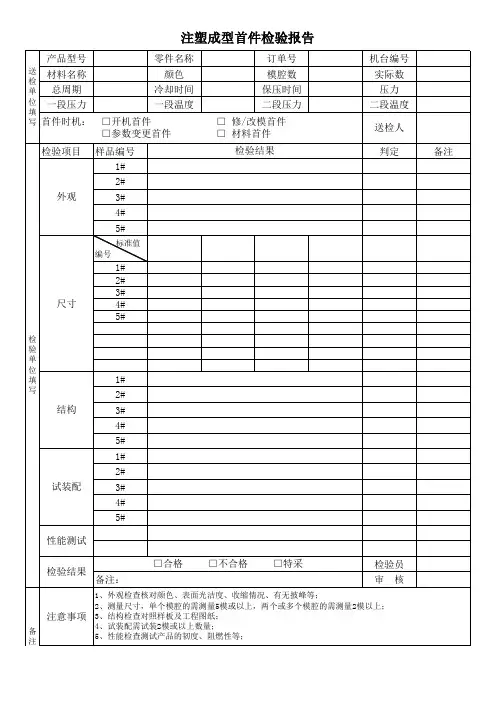
注塑首件确认检验报告一、引言二、检验项目及方法1.外观检验:检查产品外观是否符合设计要求,包括产品的尺寸、形状、表面光洁度等要素。
采用目视和测量仪器进行检验。
2.尺寸测量:通过测量产品的关键尺寸,判断其是否符合设计要求。
采用千分尺、游标卡尺等测量仪器进行测量。
3.机械性能测试:测试产品的机械强度、硬度等性能指标,判断产品是否能够满足使用要求。
采用拉伸试验机、冲击试验机等设备进行测试。
4.包装检验:检查产品的包装是否完整、合理,确保产品在运输过程中不会受到损坏。
采用目视和手动操作进行检验。
三、检验结果及分析根据对注塑首件进行的检验,得出以下结果及分析:1.外观检验结果:产品的外观无明显缺陷,尺寸和形状与设计要求基本一致。
表面光洁度满足要求,无明显划痕或凹陷。
2.尺寸测量结果:通过对关键尺寸的测量发现,产品的尺寸与设计要求相符合,误差在允许范围内。
3.机械性能测试结果:产品的机械性能测试结果表明,其强度和硬度指标均满足设计要求,具备良好的使用性能。
4.包装检验结果:产品的包装完好,无破损或松动现象,能够有效保护产品在运输过程中不受损坏。
四、存在问题与改进措施根据对注塑首件的检验结果,存在以下问题:1.尺寸误差偏大:尺寸测量结果发现,产品的尺寸误差稍大,超出了设计要求的容许范围。
这可能是注塑工艺参数设置不合理导致的,需要进一步优化工艺流程。
2.外观缺陷:尽管产品的外观和表面光洁度满足要求,但在细微的划痕和凹陷方面仍有一些问题。
这可能是模具加工质量不高导致的,需要加强模具的维护和保养。
针对以上问题,采取以下改进措施:1.优化注塑工艺参数:调整注塑工艺参数,确保产品的尺寸误差在允许范围内。
可以通过调整注射速度、保压时间等参数来实现。
2.提高模具加工质量:加强对模具的维护和保养,确保模具的精度和表面质量。
定期清洗模具,修复损坏部位,做好润滑和防锈工作。
五、结论根据对注塑首件的确认检验,得出以下结论:1.产品的外观、尺寸、机械性能等指标均符合设计要求,具备良好的产品质量。
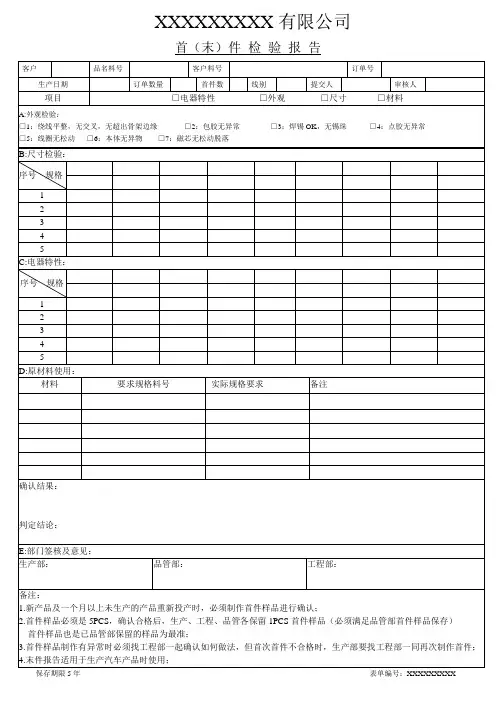
首件检验报告
本次首件检验报告旨在对产品进行首件检验,确保产品的质量和性能符合要求,为后续生产提供可靠的基础数据。
首先,我们对产品的外观进行了全面的检查。
外观应该无明显的划痕、变形、
色差等缺陷,产品表面应该光滑平整,无明显的气泡、砂眼等质量问题。
经过检验,本次产品外观符合要求,没有发现任何质量问题。
其次,我们对产品的尺寸进行了精确的测量。
产品的尺寸应该与设计图纸上的
要求一致,误差应该在允许范围内。
经过测量,本次产品的尺寸符合要求,各项尺寸均在允许范围内,没有超出设计要求。
接着,我们对产品的功能进行了测试。
产品应该能够正常运行,各项功能应该
正常工作,没有卡滞、漏气、漏油等问题。
经过测试,本次产品的功能正常,各项指标均符合要求,没有发现任何异常情况。
最后,我们对产品的耐久性进行了检验。
产品应该能够经受住长时间的使用,
不会出现断裂、变形、损坏等情况。
经过耐久性测试,本次产品表现良好,没有出现任何质量问题,各项性能指标均符合要求。
综上所述,经过本次首件检验,产品的质量和性能均符合要求,没有发现任何
质量问题。
我们将按照标准程序将本次首件检验报告归档,并将产品投入正式生产。
同时,我们也将继续加强质量管理,确保产品质量始终稳定可靠。
感谢各位对本次首件检验工作的支持与配合,让我们共同努力,确保产品质量,为客户提供更优质的产品和服务。
首件检验报告的主要内容:Content:1. 首件检验的原因 reason for FAI2. 零部件的基本数据 date of the items3. 检验结果 result4. 文件检查情况 documentation check5. 零部件检查情况 check of the components6. 改进的措施清单及建议list of measures, recommendation7. 附件 appendices8. 参加人员 participants□特许请求 concessionary application特许请求限制数量quantity:特许请求时间范围period:□特许请求被批准 Yes □特许请求被拒绝No质量部门签字QM Department signature :日期data :西门子签字Siemens signature:日期data :放行产品的详细情况:满足第6点的规定义务results, release given conditions acc. to chapt.6fulfilledpos.:yes:是yes1):是1)no:否conditional release of a lot / no. ofpieces / time (see point 6) 批量放行条件/产品号/时间(见第6条)yes:是date: 日期signature2):签字2)Yes1): Release with stipulation. The production release is to accept under reserve of conditions mentioned at chapter 6.是1):按约定放行。
在第6章提到的约定条件下接受产品放行。
signature2) release by the leader of the FAI or his deputy签字2):由首件检验组长或其代表放行。
首件检验报告的主要内容:Content:1. 首件检验的原因reason for FAI2. 零部件的基本数据date of the items3. 检验结果result4. 文件检查情况documentation check5. 零部件检查情况check of the components6. 改进的措施清单及建议list of measures, recommendation7. 附件appendices8. 参加人员participants1.首件检验的原因reason for FAI2. 零部件的基本数据date of the items3. 检验结果result,release given放行产品的详细情况:满足第6点的规定义务results,release givenconditions acc. to chapt.6fulfilledpos.:yes:是yes1):是1)no:否conditional release of a lot / no. ofpieces / time (see point 6) 批量放行条件/产品号/时间(见第6条)yes:是date: 日期signature2):签字2)Yes1): Release with stipulation. The production release is to accept under reserve of conditions mentioned at chapter 6.是1):按约定放行。
在第6章提到的约定条件下接受产品放行。
signature2) release by the leader of the FAI or his deputy签字2):由首件检验组长或其代表放行。
4. documentation check文件检查序列号necessary是否必要received接收情况result 结果task 任务编号发布日期版本yes no Yes no o.k. n.o.k.4.1.1 Q0-Q8质量要求F30000060 4.1.2 order 订单4.1.3 approval for certification证书认可ISO9000(PM-61/R03) 2006-1 2-174.1.4 list of suppliers for parts or service 零件或服务的供方名单4.1.5 supplier’s appraisal 供方评价MC-Q06.02 4.1.6 main drawings 主要图纸4.1.7 parts lists零件清单4.1.8 list of drawings 图纸清单4.1.9 Proof of strength formechanical design 构造设计强度保证4.1.10 weight protocol重量协议4.1.11 test and inspection plan检验和试验计划4.1.12 test instruction /specification 试验说明/规范4.1.13 test protocol / job cards试验纪要/工作卡片4.1.14 3.1 certificate of rawmaterial 3.1原材料证书4.1.15 3.1 certificate of finalproduct 3.1最终产品证书4.1.16 material traceability 材料追溯性4.1.17 Miscellaneousdocumentation 其它文件4.2.1 certificate for welding DIN6700 6700焊接证书4.2.2 contract and designreview 合同和设计评审4.2.3 sub-contracting of designand welding work 分包的设计和焊接工作4.2.4 welding construction test (STBT) 焊接结构测试4.2.5 welding procedurequalification records(WPQR) 焊接工艺资质记录4.2.6 welder´s / weldingoperators test certificates焊工/焊接操作人员测试证书4.2.7 welding procedurespecifications 焊接工艺规范4.2.8 welding plan, tackwelding plan, weldingsequence plan 焊接计划,点焊计划,焊接顺序计划4.2.9 welder’s /weldingoperators test certificates,test procedure 焊工/焊接操作者测试证书,测试程序4.2.10 welding test sample incl.documentation 焊接测试样本,包括文件4.2.11 personnel non destructivetesting (NDT) 无损检测人员4.2.12 non destructive testingrecords (NDT) 无损检测记录4.2.13 proof of compliance fillermetal 焊接填充材料4.3.1 SPQ3) glass 玻璃4.3.2 SPQ3) powder 粉末4.3.3 SPQ3) cast parts 铸件4.3.4 fire proof quality approval 防火质量认可4.3.5 table of realized fire tests现行的防火测试表4.3.6 report electromagneticcompatibility 电磁兼容性报告4.3.7 training data andinformation 培训数据和资料4.3.8 Adjusting instructions 调试说明4.3.9 design review protocol 设计评审纪要4.3.10 maintenance-/assemblyinstructions 维护/组装说明4.3.11 configurationmanagement 结构管理4.3.12 type checking 型式检查4.4.14.4.24.4.3o.k. = fulfilled满足n.o.k. = failed不满足SPQ3) -> supplier product qualification (specifically MOR requirement)供方产品资质(特别是铁道部要求)5. check of components 零部件检查ite m necessary是否必要result 结果Task任务yes no o.k. n.o.k5.1. 1 visual inspection, general condition (parts free of burrs, clean, etc.) 一般条件外观检查,(零件无毛刺,清洁等)5.1. 2 check accord. drawing (measures, form- and position tolerance, layer thickness)random sample图纸一致性检查(测量,形状和位置公差,层厚度),抽样5.1.3paint inspection according border samples V1.1油漆检查,按V1.1近似样本5.1.4layer thickness interfaces according drawing按图纸分层次的接口检查5.1.5volume test, weightiness test体积测试,重量测试5.1.6leak test, pressure test漏泄试验,压力试验5.1.7packaging according to agreements按照协议的包装检查5.1.8Labelling标签5.2.1welding inspection焊接检查5.3.1visual inspection glass, according BN 91811按照BN91881的玻璃外观检查,5.3. 2 visual inspection chrome, according specification chromium-plating V1.1铬外观检查,按电镀铬规范V1.15.3.3functional test, electrical功能测试,电气性能5.3.4isolation test/ continuity test绝缘测试/连续性测试5.3.5functional test, mechanical功能测试,机械5.3.6acoustic test声学测试5.4.15.4.25.4.3备注:o.k. = fulfilled满足n.o.k. = failed不满足6. list of measures,recommendations 改进措施清单及建议6.1 list of measures措施清单6.2 recommendations改进建议7. appendices附件8. participants参加人Company公司name, function姓名,作用date 日期signature签名新誉(leader of the FAI)(首件检验组长)新誉焊接监督员(XinYu vSAP)contractor 承包方SAG西门子customer最终顾客。