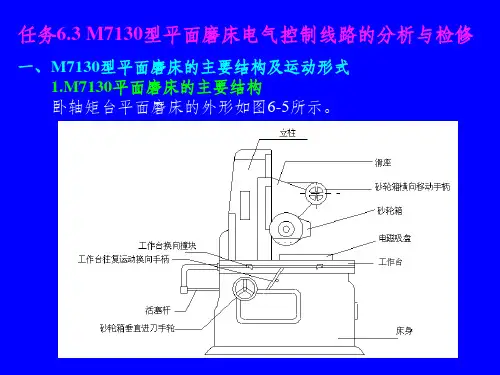
M7130型卧轴矩台平面磨床磨头结构分析
- 格式:pdf
- 大小:288.00 KB
- 文档页数:4

4.5.3M7130平面磨床故障分析及排除【培训目标】1.了解M7130平面磨床的结构及工作原理、了解运动原理。
2.掌握M7130平面磨床主电路及控制电路的原理。
3.掌握M7130平面磨床常见的故障分析与排除方法。
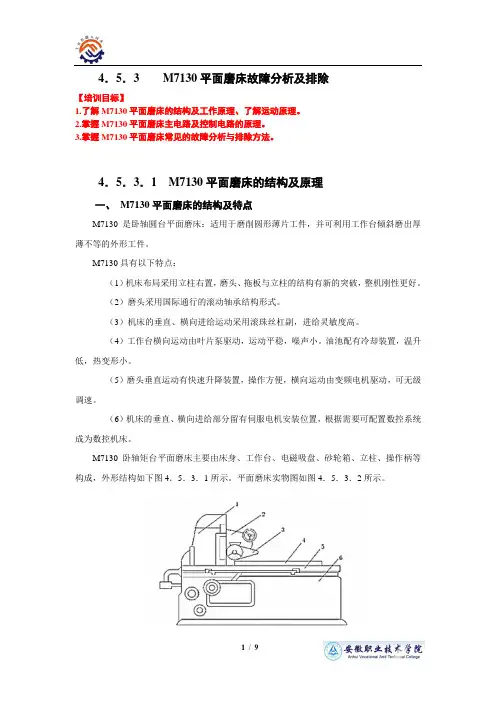
4.5.3.1 M7130平面磨床的结构及原理一、M7130平面磨床的结构及特点M7130是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的外形工件。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
(4)工作台横向运动由叶片泵驱动,运动平稳,噪声小。
油池配有冷却装置,温升低,热变形小。
(5)磨头垂直运动有快速升降装置,操作方便,横向运动由变频电机驱动,可无级调速。
(6)机床的垂直、横向进给部分留有伺服电机安装位置,根据需要可配置数控系统成为数控机床。
M7130卧轴矩台平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作柄等构成,外形结构如下图4.5.3.1所示。
平面磨床实物图如图4.5.3.2所示。
图4.5.3.1 M7130平面磨床的结构1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身图4.5.3.2 M7130平面磨床实物图二、M7130平面磨床的原理工作台上装有电磁吸盘,用以吸持工件。
工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图4.5.3.3)工件被磨削。


1 M7130型平面磨床概述1.1 M7130磨床的基本结构及组成磨床是机械行业中广泛用以获得高精度、高质量加工表面的一种高效加工机床。
磨床是以砂轮作刀具来切削工件的。
砂轮的旋转运动是主运动,工件或砂轮的往复运动是进给运动,而辅助运动一般为砂轮架的快速移动及工作台的移动等。
磨床的种类很多,有平面磨床、外圆磨床、内圆磨床、无心磨床以及一些专用磨床,如螺纹磨床,球面磨床、齿轮磨床、导轨磨床等。
其中尤以平面磨床应用最为广泛。
M7130型卧轴矩台平面磨床是利用砂轮圆周进行磨削加工平面的磨床,其主要由床身、工作台、电磁吸盘、立柱、砂轮箱与滑座等组成。
平面磨床主运动是砂轮的旋转运动一进给运动有垂直进给〔滑座在立柱上的上、下运动);横向进给(砂轮箱在滑座上的水平移动):纵向运动(工作台沿床身的往复运动)。
工作时,砂轮作旋转运动并沿其轴向作定期的横向进给运动工件固定在工作台上,工作台作直线往返运动矩形工作台每完成一纵向行程时,砂轮作横向进给,当加工整个平面后,砂轮作垂直方向的进给,以此完成整个平面的加工。
如图 1.1所示图1.11.2 M7130平面磨床运动形式矩形工作台平面磨床工作状况如图1.2所示。
磨床是使工件随工作台住复进给,利用砂轮的旋转来实现磨削加工的。
图1.21.2.1主运动平面磨床的主运动是指砂轮的旋转运动。
为保证磨削加工质量,要求砂轮有较高转速,通常采用两极笼型异步电动机拖动。
为提高砂轮主轴的刚度,采用装入式砂轮电动机直接拖动,电动机与砂轮主轴同轴;砂轮电动机只要求单方向旋转, 可直接启动,无调速和制动要求。
1.2.2进给运动工件或砂轮的往复运动为进给运动,有垂直进给,横向进给及纵向进给三种工作台每完成一次纵向住复运动时,砂轮箱作一次间断性的横向进给;当加工完整个平面后,砂轮箱作一次间断性的垂直进给.1.纵向进给纵向进给即工作合沿床身的往复运动。
机床工作台是通过活塞杆,由油压推动作纵向往复运动的; 通过换向撞块碰撞床身上的液压换向手柄, 改变油路而实现工作台往复运动的换向; 工作台往复运动的极限位置可通过撞块来调节。
目录第1章M7130平面磨床的原理结构 (1)1.1M7130平面磨床的主要结构 (1)1.2M7130平面磨床的原理 (2)1.3电力拖动特点及控制要求 (3)1.3.1电力拖动特点 (3)1.3.2控制要求 (4)1.4电源形式 (4)第2章电气设计 (5)2.1电气控制设计 (5)2.2主电路分析 (5)2.3控制电路分析 (5)2.3.1电动机的控制 (5)2.3.2电磁吸盘的控制 (6)2.3.3照明及指示灯的控制 (6)第3章电气元件的选择 (7)3.1电动机的选择 (7)3.1.1电动机容量的选择 (7)3.1.2电动机的转速和结构形式的选择 (8)3.2热继电器 (9)3.3交流接触器 (9)3.4熔断器 (10)3.5按钮 (11)3.6变压器 (11)3.7电气柜的设计 (13)3.8平面磨床一般故障处理方法 (14)3.9磨床的电气保养 (15)结束语 (17)参考文献 (18)第1章 M7130平面磨床的原理结构1.1 M7130平面磨床的主要结构M7130 是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的环形工件。
卧轴矩台平面磨床,国家标为M71系列平面磨床,即带有卧式磨头主轴,矩形工作台的平面磨床。
主要功能是用砂轮的周边磨削工件的平面,也可以用砂轮的端面磨削工件的槽和凸缘的侧面,磨削精度和光洁度都较高。
适宜于磨削各种精密零件和工模具,可供机械加工车间、机修车间和工具车间作精密加工使用。
中国传统的卧轴矩台平面磨床是从原联引进并消化改进的M71系列,特点是磨床主轴侧挂,主轴采用轴瓦支承,适合粗加工重切削。
近年来欧美国家更流行是十字鞍座结构的卧轴矩台平面磨床,主轴采用精密精珠轴承支承,更适合于精密磨削。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
![M7130平面磨床操作[业界研究]](https://uimg.taocdn.com/39ddac2da417866fb94a8e4c.webp)

4.5.3M7130平面磨床故障分析及排除【培训目标】1.了解M7130平面磨床的结构及工作原理、了解运动原理。
2.掌握M7130平面磨床主电路及控制电路的原理。
3.掌握M7130平面磨床常见的故障分析与排除方法。
4.5.3.1 M7130平面磨床的结构及原理一、M7130平面磨床的结构及特点M7130是卧轴圆台平面磨床:适用于磨削圆形薄片工件,并可利用工作台倾斜磨出厚薄不等的外形工件。
M7130具有以下特点:(1)机床布局采用立柱右置,磨头、拖板与立柱的结构有新的突破,整机刚性更好。
(2)磨头采用国际通行的滚动轴承结构形式。
(3)机床的垂直、横向进给运动采用滚珠丝杠副,进给灵敏度高。
(4)工作台横向运动由叶片泵驱动,运动平稳,噪声小。
油池配有冷却装置,温升低,热变形小。
(5)磨头垂直运动有快速升降装置,操作方便,横向运动由变频电机驱动,可无级调速。
(6)机床的垂直、横向进给部分留有伺服电机安装位置,根据需要可配置数控系统成为数控机床。
M7130卧轴矩台平面磨床主要由床身、工作台、电磁吸盘、砂轮箱、立柱、操作柄等构成,外形结构如下图4.5.3.1所示。
平面磨床实物图如图4.5.3.2所示。
图4.5.3.1 M7130平面磨床的结构1—立柱;2—滑座;3—砂轮箱;4—电磁吸盘;5—工作台;6—床身图4.5.3.2 M7130平面磨床实物图二、M7130平面磨床的原理工作台上装有电磁吸盘,用以吸持工件。
工作台在床身导轨上作往复运动(纵向运动)。
固定在床身上立柱上带有导轨,滑座在立柱导轨上作垂直运动;而砂轮箱在滑座的导轨上作水平运动(横向运动),砂轮箱内装有电机,电动机带动砂轮作旋转运动。
平面磨床在加工工件过程中,砂轮的旋转运动是主运动,工作台往复运动为纵向进给运动,滑座带动砂轮箱沿立柱导轨的运动为垂直进给运动,砂轮箱沿滑座导轨的运动为横向进给运动。
工作时,砂轮旋转,同时工作台带动工件右移(如图4.5.3.3)工件被磨削。
平面磨床磨头升降结构图-M7120平面磨床电气原理图和接线图在机床加工中,平面磨床,接下来中意磨床为您解说平面磨床磨头升降结构图:平面磨床电气原理图和接线图的问题。
1、平面磨床电气原理图及接线图型平面磨床的工作原理是在电源与磨床正常连接且线路的情况下,欠压继电器动作。
,其常开触点KA闭合,准备KM1和KM2接触器吸合。
当按下SB1按钮时,接触器KM1的线圈得电闭合,液压泵马达开始运转。
由于接触器KM1的吸合,自锁点自锁使M1电机在按钮松开后继续运行。
如果在工作完成后按下停止按钮,KM1将断电释放,M1将停止运行。
激光打印机的发展源于2023年施乐公司生产的一台静电复印机。
从那时起,科学家们开始专注于激光技术和激光调制技术在打印机中的应用。
说到激光打印机的诞生,我们不禁要说起被誉为“激光打印机之父”的加里·斯塔克威。
Gary Starkweizer 被调到帕洛阿尔托研究中心(PaloAltoResearchCenter 简称PARC,即帕克)工作,并于今年11月研制出一台激光电脑打印机。
2023年,施乐激光打印机上市,标志着印刷行业划时代的开始。
平面磨床结构简图。
一开始,激光打印机体积大,噪音大,预热时间长,打印质量不理想。
能够支付相当昂贵费用的公司也很少,但技术创新的速度非常快。
随着半导体激光器的发展,微机控制和激光打印机生产技术的日益成熟,成本的不断降低,1990年代产销量突飞猛进,激光打印机也开始普及。
2、平面磨床的结构是怎样的?1)高刚性高稳定性床身,床身采用整体花岗岩结构,由于花岗岩具有阻尼高、振动小、热稳定性好等特点,可以保证床身的高刚性和高稳定性磨床。
2)工作台,工作台采用整体花岗岩结构,在传统闭式静压导轨的基础上,开发了高刚性、高精度的大平面闭式静压导轨,实现大行程、平稳运行的工作台。
,可靠的往复运动。
工作台由西门子直线电机驱动。
同时,为了防止直线电机的运动影响工作台,专门为直线电机设计了独立的静压导轨。
M7130型平面磨床电气控制电路分析一、平面磨床的主要结构和运动形式磨床是用砂轮的周边或端面进行机械加工的精密机床。
根据用途不同,磨床可以分为:外圆磨床、内圆磨床、平面磨床及一些专用的磨床,如导轨磨床等。
砂轮作为磨床上的主切削工具,一般不需要调速,都采用三相异步电动机拖动。
平面磨床是用砂轮磨削加工各种零件平面的精密机床,被加工工件是利用装在工作台的电磁吸盘将工作牢牢吸住,通过砂轮的旋转运动而进行加工。
M7130平面磨床的型号意义为M7130型平面磨床主要是由床身、立柱、工作台、电磁吸盘、砂轮箱和滑座等部分所组成,图1所示为M7130型平面磨床的结构示意图。
平面磨床的主运动是砂轮的旋转运动。
为保证磨削加工质量,要求砂轮有较高转速,通常采用两极笼型异步电动机拖动。
工件或砂轮的往复运动为进给运动,进给运动又包括滑座沿立柱上的导轨作垂直进给运动、砂轮箱沿滑座上的燕尾槽作横向进给运动及工作台沿床身作纵向往复运动。
工作台每完成一次纵向往复进给时,砂轮箱作一次间断性的横向进给;当加工完整个平面后,砂轮箱作一次间断性的垂直进给。
平面磨床的辅助运动包括工件夹紧、工作台纵向、横向、垂直3个方向的快速移动和工件冷却。
图1 M7130型平面磨床结构示意图二、平面磨床的电力拖动形式及控制要求M7130型平面磨床采用多台电动机拖动,其电力拖动和电气控制、保护的要求如下:1砂轮电动机是主运动电动机,直接带动砂轮旋转对工件进行磨削加工,因为砂轮的转速一般不需要调节,所以对砂轮电动机没有点起调速的要求,也不需要反转,可直接起动。
2砂轮升降通过操作手轮,控制机械传动装置使滑座沿立柱导轨上下移动,用以调整砂轮位置。
3工作台的往复运动和砂轮的横向进给时靠液压泵电动机进行液压传动的,液压传动较平稳,能实现无级调速,换向时惯性小,换向平稳;对液压泵电动机也没用电气调速、反转和降压起动的要求。
4冷却泵电动机带动冷却泵供给砂轮和工件冷却液同时利用冷却液带走磨下的铁屑。
M71系列卧轴矩台平面磨床简介本厂精心设计制造的M71系列卧轴矩台平面磨床具有设计先进、性能优越、精度高、强度好、易维护、使用寿命长等优点。
在传统平磨的结构基础上作了许多技术改进:一、磨头:传统平磨所采用的是轴瓦结构。
轴瓦与主轴的间隙为0.03-0.05mm,并需每班加调和油稍有不慎容易烧坏轴瓦。
我厂设计的磨头主轴采用高精度滚动轴承,与主轴无间隙,提高了精度,且维护简单。
二、加粗了主轴中间受力点的直径增加刚性。
三、砂轮使用规格M7130 Φ350×40×Φ127,M7140-M7160 Φ400×40×Φ127. M7161 -M7180 Φ500×63×Φ203四、上下传动的丝杆从传统的环型齿卷组合,不淬火的丝杆改为现在的滚珠丝杆。
延长了使用寿命,提高了加工精度。
五、调整了减速器蜗杆的头数以解决快速下降时的砂轮座下冲问题。
六、M7140以上规格改单塞铁为双塞铁,从而可以较大的改变磨头进出火花倒卧现象。
七、M7140以上规格工作台采用左右双侧杆油缸,使其在运动中更加平稳合理。
八、立柱从左面改到右面,这样磨床在加工时磨头与立柱间所产生的是合力,同时加宽了立柱的导轨面,使机床能稳定受力。
九、机床配置了快速升降,操控更方便。
十、床身导轨润滑油为中左右三点供给使导轨润滑更好。
十一、立柱及上下传动的丝杆等需润滑处自动供油。
十二、机床的进刀手轮刻度为每一格0.005mm。
(传统每一格0.01mm)十三、M7150以上规格的机床工作台导轨采用贴塑(聚四氟乙烯),从而减少工作台运动时的阻力,提高效率、延长使用寿命。
十四、M7150、M7160磨床进行了加高,可磨削的产品高度达690mm(不含吸盘、新砂轮),其它规格磨床可根据用户需要进行加高。
十五、在M7140规格以上机床上可安装本厂生产的立磨头,可加工各种导轨面及端面磨削。
十六、可在砂轮防护罩上安装砂轮修正器,以放便大型、特殊零件加工时的砂轮修正。