卧轴矩台平面磨床M7130H_JM说明书
- 格式:pdf
- 大小:582.65 KB
- 文档页数:37
卧轴平面磨床使用说明1. 引言卧轴平面磨床是一种常用于金属加工中的机械设备,主要用于对工件表面进行精密磨削,以提高工件的平整度、精度和表面质量。
本文将详细介绍卧轴平面磨床的使用方法及注意事项,以帮助用户正确、安全地操作该设备。
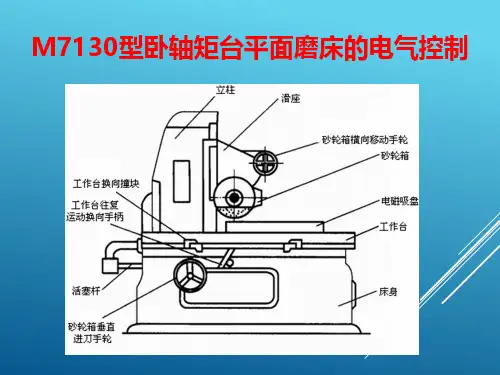
2. 设备结构与工作原理卧轴平面磨床主要由床身、工作台、主轴、磨头、电气控制系统等组成。
床身承载整个设备的重量,工作台用于放置和夹持工件,主轴带动磨头进行磨削操作,电气控制系统用于控制设备的运行。
工作原理:通过主轴带动磨头旋转,磨头上的磨粒与工件表面接触,通过相对运动进行磨削。
工作台可以进行水平、垂直和前后方向的移动,以调整磨削位置和深度。
3. 使用步骤步骤1:准备工作•确保设备和工作区域清洁、整齐,并检查设备各部件是否正常运转。
•准备好所需的磨头、磨粒、冷却液等磨削辅助材料。
步骤2:调整工作台位置•根据工件的尺寸和形状,调整工作台的水平、垂直和前后方向的位置,使其与磨头的相对位置合适。
步骤3:安装磨头和磨粒•将磨头安装到主轴上,并紧固好。
•根据加工要求选择合适的磨粒,并将其加入磨头中。
步骤4:调整磨削参数•打开电气控制系统,根据工件的材料和要求,调整磨削参数,如转速、进给速度、磨削深度等。
步骤5:开始磨削•将工件放置在工作台上,并用夹具夹紧。
•打开冷却液供应装置,确保冷却液能够充分冷却工件和磨头。
•启动设备,观察磨削过程中的运行情况和工件表面的状况。
•根据需要,调整工作台的位置、磨削参数等,以达到理想的加工效果。
步骤6:结束磨削•当工件达到要求的加工精度和表面质量时,停止设备运行。
•关闭冷却液供应装置,并清洁设备表面和工作区域。
•将磨头卸下,清洁并储存好。
4. 注意事项•操作人员应经过相关培训,并熟悉设备的使用说明书。
•在操作设备前,应仔细检查设备的各部件是否完好,并保持设备和工作区域的清洁。
•操作时应佩戴个人防护装备,如安全帽、护目镜、防护手套等。
•在磨削过程中,要注意观察设备的运行情况,如异常情况应及时停机检查。

M7130平面磨床操作M7130平面磨床是一种常见的金属加工设备,广泛应用于机械制造,模具加工和零件加工等行业。
操作M7130平面磨床需要掌握一些基本的操作技巧和注意事项。
下面是一份关于M7130平面磨床操作的详细说明,共计1200字以上。
1.检查设备在操作M7130平面磨床之前,首先需要检查设备是否完好,并确保所有安全装置和保护装置都处于正常工作状态。
特别要注意磨床刀具砂轮的安装是否牢固,以及工作台的水平度是否符合要求。
2.准备工作件选择适当的工作件材料和尺寸,并按照工艺要求对工作件进行必要的预处理,包括切割、锯断、钻孔等操作。
3.调整夹持装置根据工作件的尺寸和形状,调整夹持装置的位置和夹紧力,确保工作件在加工过程中稳固地固定在工作台上。
同时,要检查夹具是否完好,夹爪是否紧固,以避免工作件在加工过程中脱离夹持装置。
4.调整磨削参数根据工艺要求和工作件材料的硬度,调整磨床的磨削参数,包括砂轮的进给速度、转速和磨削深度等。
调整参数时应参考磨削参数手册,并根据经验进行适当的调整,以获得最佳的加工效果。
5.启动设备在正式操作之前,先将M7130平面磨床开关置于"关闭"位置,并确保所有控制按钮处于"停止"状态。
然后按照设备操作手册的要求,依次打开电源开关,并按下启动按钮,启动设备。
6.检查刀具和工作件设备启动后,应仔细观察砂轮和工作件的运转情况,确保砂轮没有异物和损伤,并确保工作件正确夹持在工作台上。
7.调整工作台和刀具根据加工要求,适时调整工作台的高度和倾斜角度,以及刀具的位置和角度。
调整时应小心操作,避免碰撞和损坏设备。
8.开始磨削加工确认所有准备工作完成后,可以按下启动按钮,开始磨削加工。
加工过程中要保持专注和警惕,随时观察砂轮和工作件的磨削情况,并根据需要适时调整磨削参数和工作台位置,以获得所需的加工精度和表面质量。
9.结束加工当加工完成后,应将设备开关置于"关闭"位置,并等待砂轮完全停止转动后方可进行下一步操作。



卧轴矩台平面磨床使用说明书卧轴矩台平面磨床使用说明书尊敬的用户:感谢您选择我们的卧轴矩台平面磨床!为了让您能够更好地使用我们的产品,提高工作效率,我们特别编写了这份使用说明书,希望能够为您提供生动、全面、有指导意义的指导。
1. 产品概述卧轴矩台平面磨床是一种高效的金属加工设备,广泛应用于各类工业制造领域。
该磨床采用先进的磨削技术,可对工件表面进行制造、修整、磨光等工艺,精度高、效果好。
2. 安全注意事项使用卧轴矩台平面磨床时,请务必注意以下安全事项:- 在操作前,请确认设备连接牢固、电源线路正常接地,确保安全使用。
- 操作人员必须穿戴好防护设备,如护目镜、防护手套等。
- 严禁尝试非指定工件的加工,以免引起设备故障或事故。
- 在操作过程中,切勿将手指或其他物体靠近磨削区域,以免受伤。
3. 设备操作流程下面是卧轴矩台平面磨床的基本操作流程:- 首先,确认设备电源处于关闭状态,并将工件安装在工作台上。
- 打开电源,启动设备,调整磨削速度和磨削压力,根据工件材质和要求进行调整。
- 使用手柄控制磨削盘的运动方向和速度,保持恰当的加工压力。
- 在磨削过程中,注意观察工件表面的磨削情况,及时调整磨削参数,以达到理想加工效果。
- 完成工件磨削后,停止设备运行,关闭电源,并进行设备的清洁和维护。
4. 设备维护与保养为了确保卧轴矩台平面磨床的正常运行和长久使用,请定期进行以下操作:- 清洁设备表面和内部的金属屑、粉尘等杂物,保持设备干净。
- 定期检查设备各个部件的紧固情况,确保无松动现象。
- 润滑部件采用指定的润滑剂进行润滑,并定期更换。
- 定期检查电源线路、开关按钮等设备电气部分的问题,确保安全可靠。
我们相信,只有全面了解并正确操作卧轴矩台平面磨床,才能充分发挥其性能和效能。
希望这份使用说明书能为您提供帮助,祝您工作顺利,成就辉煌!如有任何疑问或需要进一步的技术支持,请随时联系我们的客服团队。
谢谢!注:此文章仅用于模拟场景,实际产品使用请参考相关官方文档。
![M7130平面磨床操作[业界研究]](https://uimg.taocdn.com/39ddac2da417866fb94a8e4c.webp)

M7130平面磨床操作文件一.工艺说明本机床可用于各种零件的加工,我车间主要用于磨削硬质合金产品。
二.原辅材料1.原材料:各种硬质合金产品。
2. 辅助材料:JR金刚石砂轮、传动液压油、润滑油、工装夹具。
三.主要设备及工艺器具1.M7130平面磨床 •主要技术参数如下:磨削面的最大尺寸 1000×300×400mm工作台行程最大1110mm 最小200mm工作台无级调速范围 3-27m/min砂轮座的最大行程横向350mm 纵向400mm砂轮规格 JRP350×25×127进刀量垂直进刀手轮0.01mm/格 1.29mm/rpm横向进刀连续(无级调速) 0.5-4.5m/min 工作台行程的断续进刀 3-30mm砂轮转速 1440rpm/min齿轮油泵流量100L/min转速 1430rpm/min压力2.5MPa机床总功率 7.62Kw(其中砂轮电机4.5Kw,冷却泵0.12Kw,•齿轮泵 3Kw) 2.工艺器具(1)工具:工装夹具、塑料锤、六角扳手、镊子。
(2)量具:千分尺。
四.生产准备1. 穿戴好劳保用品。
2. 砂轮的静平衡:由于砂轮转速高,重量大,未经平衡的砂轮会产生离心力,使砂轮在运动中出现跳动,直接影响机床的精度和工件的质量,因此,在安装砂轮之前必须进行砂轮的静平衡调整,其方法如下:(1)砂轮平衡架要用水平仪调整在水平位置。
(2)砂轮在装夹盘前,必须检查。
金刚石层不得有裂纹,砂轮内孔与夹盘配合要有0.3mm左右间隙,确认后方可安装夹盘进行平衡。
(3)砂轮两端面与夹盘接触处,应垫上厚度2mm•左右的红石棉板。
然后将螺栓微紧。
(4)砂轮外圆调整好后,任其在平衡架上,自由转动直到停止,然后在砂轮夹盘的最高点左、右各300角处平衡槽内各加一块平衡块。
通过多次反复移动或增加平衡块,直到砂轮无论在什么位置都能呈平衡状态为止。
(5)将平衡好的砂轮装到主轴上。
3. 配制磨削液(1)取2kg硬质合金专用的磨削液,加水120kg(装满水箱)配制成磨削液,以后根据工作量情况(正常生产约一个月左右更换一次),更换并清除磨削料。
M7130平面磨床操作1.准备工作:a.确保磨床工作区域整洁有序;b.检查磨床的电源和润滑系统是否正常;c.检查磨床上的砂轮是否安装牢固;d.提前准备好需要加工的工件。
2.开机启动:a.推动电源开关,接通磨床的电源;b.按下主轴起动按钮,启动磨床的主轴;c.打开润滑系统开关,确保磨床的润滑系统正常运转;d.检查磨床的润滑系统是否有异常。
3.工件夹紧:a.将需要加工的工件通过工件夹紧装置紧固在工作台上;b.使用一个平直的块材或测量仪器进行调整,确保工件平整;c.使用螺栓或夹紧装置将工件牢固固定。
4.砂轮的位置调整:a.使用手轮或自动控制装置调整砂轮的水平位置,确保砂轮与工件水平接触;b.使用手轮或自动控制装置调整砂轮的垂直位置,确保砂轮与工件的接触深度。
5.工件加工:a.打开自动进给按钮,开始工件的自动进给;b.调整自动进给速度,根据工件材料和加工要求进行调整;c.观察整个加工过程,确保加工质量符合要求;d.根据需要,调整砂轮的位置和进给速度,以获得更好的加工效果。
6.加工完成:a.在加工完最后一道工序后,关闭自动进给按钮;b.关闭主轴起动按钮,停止磨床的主轴;c.关闭磨床的电源;d.清理工作区域,保持磨床的整洁。
7.保养和维护:a.定期检查磨床的润滑系统,确保润滑油的正常供应;b.定期检查砂轮的磨损情况,及时更换砂轮;c.定期清理磨床的滑轨和导轨,以保持其正常运转;d.定期检查磨床各部件的紧固程度,确保磨床的稳定性。
以上为M7130平面磨床的操作步骤,通过按照这些步骤进行操作,可以提高工件的加工质量,保证磨床的正常运转。
在操作过程中,需要注意安全,遵守相关操作规程,以防止意外事故的发生。
卧轴平面磨床使用说明一、概述卧轴平面磨床是一种用于加工平面和轮廓的机床,广泛应用于机械制造行业。
它主要由床身、工作台、主轴和磨削头等部件组成。
本文将对卧轴平面磨床的使用进行详细说明。
二、准备工作在使用卧轴平面磨床之前,需要进行以下准备工作:1. 检查机床的各个部件是否完好,特别是主轴和磨削头;2. 确保机床的电源和冷却液供应正常;3. 清理工作台和床身,确保无杂物和污垢。
三、操作步骤1. 将待加工工件放置在工作台上,并用夹具夹紧。
确保工件夹持牢固,避免在加工过程中发生移动或松动;2. 打开机床电源,启动主轴。
根据工件的材质和加工要求,选择合适的转速;3. 调整磨削头的位置和角度,使其与工件接触面保持合适的角度和位置。
可以通过手动或自动调节机构进行调整;4. 启动砂轮,将其缓慢下降至工件表面。
注意控制下降速度,避免过快或过慢造成不良影响;5. 开始磨削过程。
根据加工要求,可以采用不同的进给速度和切削深度。
在磨削过程中,要时刻观察工件表面和加工质量,及时调整磨削参数;6. 磨削结束后,关闭主轴和砂轮,将磨削头移离工件表面;7. 检查加工质量,确保符合要求。
如有需要,可以进行补磨或修整;8. 清理工作台和床身,清除磨削过程中产生的废料和冷却液;9. 关闭机床电源,做好安全防护。
四、注意事项1. 在操作过程中,要注意安全防护措施,避免发生意外伤害;2. 磨削过程中,应保持工件表面和磨削头之间的润滑和冷却,以提高加工质量和工具寿命;3. 根据不同的工件和加工要求,选择合适的砂轮和磨削参数,以获得最佳的加工效果;4. 定期检查机床的各个部件,保持其良好状态,延长使用寿命;5. 根据加工任务的不同,可以选择手动操作或自动化操作,提高生产效率;6. 在操作过程中,要注意磨削头与工件表面的接触情况,及时调整磨削参数,避免过度磨削或不足磨削。
五、总结卧轴平面磨床是一种重要的机床设备,能够有效地加工平面和轮廓。
正确使用和操作卧轴平面磨床,可以提高加工质量和生产效率。
M7130平面磨床操作1.检查设备在操作M7130平面磨床之前,首先要进行设备的检查,确保各部件正常工作。
包括检查电源线、水泵、冷却液、磁性吸盘、砂轮等部件是否完好,并做好润滑工作。
2.安装工件将待加工的工件放置在磨削台上,并用磁性吸盘吸附住工件,使其固定稳固。
根据需要对工件进行调整,确保其位置正确,以便进行有效的磨削加工。
3.调整加工参数根据工件的要求和材料特性,调整磨石的转速、进给速度等参数。
确保选用适当的磨石和磨削方式,以保证加工效果和质量。
4.启动设备打开电源,启动M7130平面磨床,让各部件正常运转。
检查各个部位是否有异常声音或振动,确保设备平稳运行。
5.进行磨削加工根据工件的轮廓和要求,控制磨削台的移动方式和速度,进行磨削操作。
注意观察磨削过程中的加工状态,及时调整磨石位置和参数,以确保加工质量和效率。
6.完成磨削当工件磨削完成后,关闭设备,停止磨削操作。
将磨削台恢复到原位,移除磁性吸盘,取下加工好的工件。
检查工件的加工质量和精度,如有不达标的地方,可进行再次磨削调整。
7.整理设备在完成磨削操作后,要对设备进行整理和清洁工作。
清理磨石、磨床台面、冷却液、废料等,保持设备周围的环境整洁有序。
8.保养设备定期对M7130平面磨床进行保养和维护工作,检查各部件的磨损程度和润滑情况,及时更换磨石、润滑油等耗材,延长设备的使用寿命和维持加工质量。
总结:M7130平面磨床操作过程需要严格按照操作规程来进行,确保设备正常运行和加工质量。
只有熟练掌握操作技巧和注意安全事项,才能有效地进行磨削加工,提高工作效率和产品质量。
希望以上介绍对您有所帮助,祝您工作愉快!。
卧轴矩台平面磨床操作规程一、操作前的准备1.检查磨床的各个部件是否正常,如滑块、压板、磨石等,确保其无损坏或松动情况。
2.确保机床的工作台面上没有磨削过程中可能会造成危险的无关物品。
3.检查电源是否正常,电线是否接地良好,确保安全。
二、操作时的安全要求1.操作人员应穿戴好劳动保护用品,如防护眼镜、防尘口罩、防护手套等。
2.操作人员应熟悉机床的操作规程和注意事项,并遵循相关要求,确保自身安全。
3.禁止在磨床工作期间穿戴长袖、手套等可能被卷入设备的衣物。
4.严禁戴戒指、手链等易被卡住的饰品。
5.严禁随意触摸旋转的零部件,以免造成伤害。
三、操作步骤1.打开电源,确保主轴转速控制开关处于关闭状态。
2.打开油泵开关,使磨床设备的润滑系统运转正常。
3.将待加工的金属工件夹紧在工作台面上,并使用合适的夹具进行固定,确保工件的稳定性。
4.根据加工需求,选择合适的砂轮进行安装,确保砂轮与工件间的距离适当。
5.调整磨床设备的操作台面高度,使其与砂轮接触,并调整砂轮的切割深度。
6.打开主轴转速控制开关,使砂轮开始旋转。
7.调整砂轮的位置和运动方式,使其与工件接触并加工。
8.在磨削过程中,定期检查砂轮和工件的接触情况,并及时调整砂轮的位置和切割深度,以达到预期的加工效果。
9.加工结束后,关闭主轴转速控制开关和油泵开关,使砂轮停止旋转。
10.清洁和整理工作区域,清除工作台面上的余渣和碎屑。
11.检查磨床设备是否有损坏或异常情况,如有问题应及时报修。
四、操作注意事项1.加工前,要对加工工件的尺寸和形状要求进行仔细检查,以确定加工参数和加工顺序。
2.加工过程中,要根据砂轮的磨损情况及时更换,避免砂轮过度磨损而影响加工质量。
3.砂轮的选择要根据加工材料的硬度和加工要求来确定,选择合适的砂轮有助于提高加工效率和质量。
4.加工过程中要保持良好的工作态度和注意力,严禁操作人员疲劳驾驶或精神不集中进行操作。
5.加工过程中,要注意磨床设备的温度和润滑情况,对异常情况及时进行处理。