认识钣金加工工艺的四种常见视图
- 格式:docx
- 大小:142.06 KB
- 文档页数:2
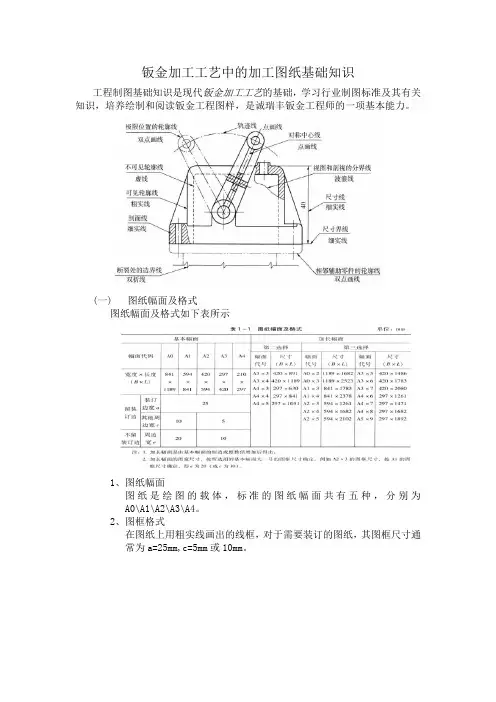
钣金加工工艺中的加工图纸基础知识工程制图基础知识是现代钣金加工工艺的基础,学习行业制图标准及其有关知识,培养绘制和阅读钣金工程图样,是诚瑞丰钣金工程师的一项基本能力。
(一)图纸幅面及格式
图纸幅面及格式如下表所示
1、图纸幅面
图纸是绘图的载体,标准的图纸幅面共有五种,分别为
A0\A1\A2\A3\A4。
2、图框格式
在图纸上用粗实线画出的线框,对于需要装订的图纸,其图框尺寸通
常为a=25mm,c=5mm或10mm。
若图纸不留装订变,则e=20或10mm,如下图
(二)钣金加工工艺图纸的标题栏
标题栏位于每张图纸右下角的图框,与看图方向一致。
标题栏外框线一
律用粗实线绘制,右边和底边与图框线重合,内部分割线用细实线绘制,
如下图。
(三)钣金图纸上的字体
字号:国标中以字体高度海标字体的号,如字高系列1.8,2.5,3.5,5,7,10,14,20(mm)等。
字体:图样上的汉字应写成仿宋体,并采用国家正式公布推行的简化字。
汉字的高度h应不小于3.5mm,字体的宽度约等于字体高度的2/3.
要求:字体工整、笔画清楚、间隔均匀、排列整齐。
以上就是钣金加工工艺的图纸基础知识,图纸的制作注重对细节的把控,尤其是对精度要求很高的钣金件,一张优质的图纸能带来更好的加工效果。
更多详情欢迎联系诚瑞丰科技股份有限公司。
折弯是一种对平面板件进行折叠、弯曲的工艺,它在整个加工链中紧随切割工序之后。
工件放在带有V型开口的凹模上。
楔形刀具(上刀)将工件压入V型开口中,并以这种方式将板材折弯到需要的角度。
大多数折弯件采用悬空折弯、模中折弯以及折边与压合等工艺与方法制成。
作业方式均遵循同一原理:冲芯将工件压入凹模的下模中。
因此,执行上述工艺与方法的折弯机被称为模压折弯机。
1、悬空折弯冲芯将工件压入凹模,却不将其压向模具壁。
冲芯下移期间,工件边向上弯折并形成夹角。
冲芯将工件压入凹模的深度越大,角度就越小。
此时,冲芯和凹模之间留有空隙。
悬空折弯也被称为路径依赖型工艺。
每种夹角都需要特定路径。
机床控制系统同时计算路径与相应的冲压力。
路径与冲压力取决于模具、材料与产品特性(夹角、长度)。
2、模中折弯冲芯将工件完全压入凹模,因此凹模、工件与冲芯之间不留空隙。
这种工序被称为合模。
冲芯与凹模必须精确相互贴合。
因此,每种夹角与形状都需要相应的模具组件。
工件一旦完全压入,冲芯则无法继续向下移动。
机床控制系统继续提升冲压力,直至达到规定值。
施加至工件的压力由此上升,从而呈现出冲芯与凹模的轮廓。
夹角在高压作用下逐渐稳固,几乎彻底消除回弹问题。
3、翻板折弯机床内置的折弯摆臂由C形型材构成,其上安装有下部与上部折弯模具。
折弯时C形型材向上或向下移动,或是进行小范围椭圆形运动,即翻转。
摆臂折弯机半自动化运行,以快速性与灵活性着称,即使是小批量生产也完成得毫不逊色。
此外,通过翻板折弯技术还可使用同一模具在单个部件上实现多种半径尺寸的高效折弯。
4、折边与压合板材边缘通常被完全弯折(例如盒边缘),随后折边相互平行。
成品件整体因此更加稳定或是形成边缘防护。
随后折边内通常需要挂入其他零件。
折边与压合分为两个步骤完成:首先操作员预先折好30°夹角,然后将工件重新放入并压合夹角。
如果边缘之间存在空隙,则称为折边。
压合中弯边则完全相互挤压。
折边是路径依赖型,压合却是力度依赖型。
老师傅教你:怎么看钣金加工图纸三视图
钣金加工中,看懂钣金图纸,是每个技术人员必备的基本技能之一,不管是前期的制作图纸,还是后期的来图加工,看懂钣金图纸,这都是影响着后期加工钣金件的重要因素之一。
很多刚加入钣金行业的小白,面对着钣金图纸,就显得手足无措。
钣金图纸的视图方法:
一、正投影
能准确、完整地表达出形体的形状和结构,且作图简便,度量性较好,故广泛用于工程图。
二、三视图
三视图的投影关系:长对正、高平齐、宽相等
三、基本视图
在三视图(主视图、俯视图、左视图)基础上增加:右视图、仰视图、后视图
四、剖视图
在用视图表达机件时,其内部结构都用虚线来表示,内部结构形状越复杂,视图中就会出现许多虚线,这样会影响图面清晰,不便于看图和标注尺寸。
五、投影法
钣金折弯图纸有可能是第一视角或者是第三视角,在看图的时候首先应该区分是第一视角还是第三视角。
国标的标题栏内没有第几角法符号,国标规定按第-角法画图、看图。
遇到国外的图纸,要看清楚标题栏角法符号。
下图,是第一、三角法视图符号。
两种投影法的不同之处:
第一角投影法是将物体放在投影面与观察者之间。
第三角投影法是将投影面放在物体与观察者之间所以两种投影法所得的视图,在表示物体前后位置关系上是相反的。
我国图纸标准为第—视角,在看图的时候只要根据投影规律就可
以清楚的看懂图纸。
如果是第三视角的钣金加工图纸,就需要根据图上标明是哪面的,就放哪边看。
例如,左边看过去的影象就放左边,与第一视角的看图正好相反。
折弯前一定要确认图纸与索要折弯工件是否一致。
以上,欢迎动动手分享及收藏!。
钣金加工剖视图怎样理解,剖视工程图怎么看-诚瑞丰科技股份有限公司钣金加工件生产之前,有一个工程图绘制工序,剖视图又是其中一部分。
钣金加工剖视图用于表达工件的构造,内部构件的形状用虚线表示,也就是说剖切面切零件,把观察者和剖切面部分移去,其余部分投影所得面即为剖视图。
(1)全剖视图如图1-25所示,将带有剖面的零件完全切开而获得的剖面图称为完整剖面图。
完整截面图主要用于外观简单且内部形状复杂的不对称零件。
对于内部和外部形状复杂的不对称零件,可以在相同的投影方向上使用视图和完整横截面视图分别表示其外观和内部结构。
(2)半剖视图当机器具有对称平面时,垂直于对称平面的投影表面上投影的图形可以以对称中心线为界,该对称中心线的一半作为横截面图绘制,而另一半则作为横截面图绘制作为顶视图,如图1-26所示。
当机器的结构接近对称,并且在其他视图中清楚地表示了不对称部分时,也可以将其绘制为半剖视图,如图1-27所示。
绘制半剖视图时,请注意:当在半剖视图中清楚地表示了机器的内部结构时,不应在视图的另一半中画出表示机器对称结构的虚线。
对于那些在半剖视图中没有清楚表示的结构,该结构可以在视图的另一半部分剖开,如图1-28所示。
(3)局部剖视图如图1-29所示,将靴子部分用剖面截取的截面图称为局部截面图。
部分截面图是通过将轮廓图和截面图组合而形成的图。
轮廓部分和横截面部分由波浪线界定。
波浪线不应与其他工程图线重叠,也不能超出切割零件的轮廓线。
当切割结构为旋转体时,将结构的中心线作为形状部分和切去部分之间的分界线,如图1-30所示。
该局部剖视图具有同时表示机器的内部和外部结构的优点,并且不受机器是否对称的条件的限制。
切割的位置和范围的大小应根据实际需要确定,因此被广泛使用并且经常在以下情况下使用。
①机件对称,但轮廓线和对称线重合。
此时应采用局部剖视图,如图1-31所示。
②某些规定不允许剖切的实心杆件,如轴、手柄等,需要表达某处的内部结构时应采用局部剖视图,如图1-32所示。
认识钣金加工工艺的四种常见视图
在钣金加工工艺里面,有四种常见的视图,分别是基本视图、向视图、斜视图。
在诚瑞丰,每一个工程师都虚心好学,秉承为客户提供高质量产品,节约生产能耗的理念,从认识工艺视图开始。
1.基本视图
基本视图为产品向基本投影面投射所得的视图。
含6个,在同一张图纸
里面,如下图所示,配置视图时一律不标注视图名称。
其中,主视图为由前向后投影所得的视图;左视图为由左向右投影所得
的视图;俯视图为由上向下投影所得的视图;右视图为由右向左投影所
得的视图;仰视图为由下向上投影所得的视图;后视图为由后向前投影
所得的视图。
2.向视图
向视图是可以自由配置的视图。
应在视图上方标出视图的名称“x”(x为
大写拉丁字母),在相应的钣金加工工艺视图附近用箭头指明投影方向,并标注上同样的字母,如下图所示
3.斜视图
斜视图为产品向不平行于任何基本投影面所得的视图。
画斜视图时,必
须在视图上方标出视图的名称“x”,在相应的视图附近用箭头指明投射
方向,并注上同样的字母。
斜视图一般按照投影关系配置,必要时也可
配置在其他适当位置。
在不引起误解时,允许将图形旋转,表示该视图
名称的大写拉丁字母应靠近旋转符号的剪头端,也允许将旋转角度标注
在字母之后。
斜视图的断裂便捷应用波浪线表示。
4.局部视图
局部视图为将产品的某一部分向基本投影面投射所得的视图。
画局部视图时,一般在局部视图上方标出钣金加工工艺的名称“x”,在相应的视图附近用箭头指明投影方向,并注上同样的字母。
当局部视图按投影关系配置,中间又没有其他图形隔开时,可省略标注。
局部视图的断裂边界线应以波浪线表示。
当所表示的局部结构是完整的,且外轮廓又成封闭时,波浪线可省略不画。