X-MR单值移动极差统计控制图数据采集表
- 格式:xls
- 大小:43.50 KB
- 文档页数:4



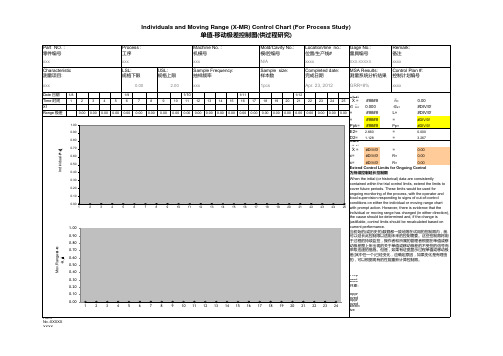
SPC控制图——单值移动极差图(X-MR)详解在某些情况下,应⽤单位⽽不是⼦组来进⾏过程控制是⼗分必要的,在这样的情况下,⼦组内的变差实际上为0,这种情况通常发⽣在测量费⽤很⼤时(例如破坏性试验),或是当在任何时刻点的输出性质⽐较⼀致时(例如:化学溶液的pH 值)。
在这些情况下,可应⽤SPC控制图中的单值移动极差图(X-MR)来进⾏过程监控,本⽂将就单值移动极差图(X-MR)做⼀解析。
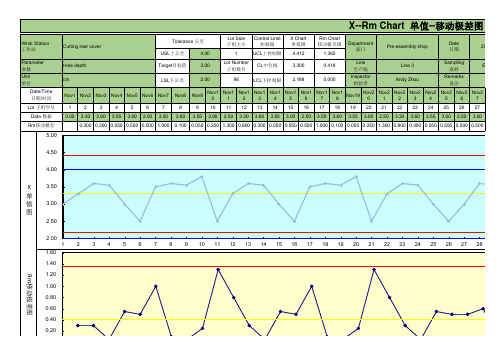
SPC控制图——单值移动极差图(X-MR)制作步骤A.收集数据· 在数据图上从左⾄右记录单值读数(X)。
· 计算单值间的移动极差(RM)。
通常最好是记录每对连续读数间的差值(例如:第⼀和第⼆个读数点的差,第⼆和第三个读数间的差等)。
这样移动极差的个数⽐单值读数的个数少⼀个(25个读数可得到24个移动极差)。
在很少的情况下,可在较⼤的移动组(例如3或4个的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组决定了各义样本容量n,当查系数表时必须考虑该值。
· 单值图(X 图)的刻度按下列最⼤者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最⼤单值读数与最⼩单值读数之差的1.5 到2倍。
移动极差(MR)图的刻度间隔与X 图⼀致。
B.计算控制图· 计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,并计算平均极差(R),注意对于样本容量为2 的移动极差,其移动极差(MR)的个数⽐单值读数的个数少1;· 计算控制限:式中:R 为移动平均极差,X是过程均值,D4、D3 和E2 是⽤来对计算移动极差进⾏分组,并随样本容量变化的常数,见下⾯表格:C. 过程控制解释审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
记住连续的移动极差间是有联系的,因为它们⾄少有⼀点是共同的。
由于这个原因,在解释趋势时要特别注意。
对于趋势的解释可能要请教统计学家;可⽤单值图分析超出控制⼦的点,在控制限内点的分布,以及趋势或图形。
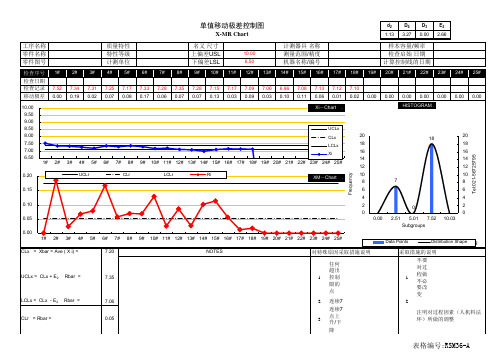
单值X与移动极差R控制图1)收集数据数据表12)计算X图的上下控制界限,X图:中心线CL=X=40.44上控制界限UCL=X+E2 R=40.44+2.659×1.58=44.64下控制界限LCL=X-E2 R=40.44-2.659×1.58=44.64R图:中心线CL=R=1.58上控制界限UCL=D4 R=3.267+1.58=5.16下控制界限LCL=D3R=0由于收集的是单个样本,没有样本组,因此以相邻的两个数据为一组,即n =2时,分别从表24—3中查出E2、D4 ,当n=2时,E2=3.267,D3=0,所以R图没有下控制界限。
由以上计算出的X图和R图的上下控制界限可以看出,均超出了φ127.38 0+0。
06mm公差界限。
根据此控制界线绘制的控制图起不到控制质量的作用。
其原因是工序能力指数太低。
通过对这25个数据进行工序能力的计算,C PK值仅达到0.58。
所以不能作用X—R控制图的上下界限,要重新收集数据,并计算工序能力指数,而且要使C P 值达到1以上,才可重新计算X图与R图的上下控制界限。
重新收集数据表2数据表2计算这25个数据的平均值X和标准差S得:X=40.92 S=0.95 公差中心M=413)分别对X图和R图进行检查,检查所打的数据点是否有失控现象,或有异常模式及趋势。
经检查,未发现有失控和异常模式及趋势,说明此工序正常,处于统计控制状态下,即可将此控制界限用于以后的过程控制。
从以上三组数据可以看出:单值(X)移动极差(R)控制图,对过程变化的反应不如平均值(X)和极差(R)控制图那么灵敏;如果过程分布不是正态的,则对于单值移动差控制的解释应特别慎重;由于单值控制图并不辩析过程中间重复性,故在一些应用中,采用样本较小的X—R控制图可能会更好些,即使要求样本组之间有更长的时间也是如此,所以X—R控制图一般不常用,仅可用在测量单个观测值需要的时间太长或费用太大的场合,如大型炮弹的精度试验等。
控制系数及计算公式一览表:n 2D 4 3.267D 30E 2 2.660d 2
1.128
测量日期/时间X 均值X #DIV/0!
#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!#DIV/0!
#DIV/0!极差R 0
测量日期/时间X 均值X #DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!#DIV/0!
#DIV/0!
#DIV/0!
#DIV/0!#DIV/0!
#DIV/0!极差R
000
抽样方案
抽样间隔抽样数量
规范编号量具/量规编号
测量人员材料编号收集数据期限过程能力指数C p 规定日产量控制图类型测量方法#DIV/0!规格下限LSL
规格上限USL #DIV/0!#DIV/0!UCL x 0.000最小值(Min)LCL x 标准方差( σ )极差平均( R )最大值(Max)下限能力指数PPL
过程能力(B)
性能指数P P #DIV/0!制程准确度Ca #DIV/0!
平均值( X )#DIV/0!总组数(Group)
0#DIV/0!0.000
CL x 0.0000.000#DIV/0! σ
s
#DIV/0!Comment:
PPK
0.000上限能力指数PPU #DIV/0!
#DIV/0!LCL MR
0.0000.000
CL MR UCL MR 0.000操作人员审核人员
X-MR单值移动极差统计控制图数据采集表
操作规程设备编号生产部门过程名称关键特性规范要求R
E X LCL
X CL R
E X UCL
R D LCL R CL R D UCL n
X X X n
R R R R X X R n
X X X X X
X X
MR MR MR 22342121
min
max 21==+====+++=
+++==+++=
-- QE-RE-070 Rev.0。