单值移动极差
- 格式:docx
- 大小:18.83 KB
- 文档页数:3
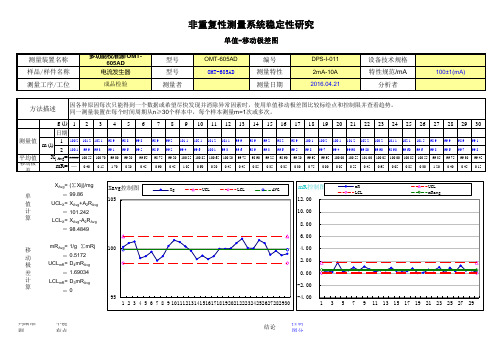




单值和移动极差图单值图和移动极差图是两种统计学中常用于探索数据的方法。
它们能够帮助分析人员识别出数据中的异常情况,进而判断某些特定数据是否需要进一步深入研究,以提高数据分析的准确性。
一、单值图单值图主要用于检查数据是否有明显的异常值,即与其他数据相差较大的值。
它通过将每个值单独的绘制在一个图表上进行展示。
这个图表通常包含一个垂直轴和横轴,其中垂直轴表示观测值,而横轴则表示每个观测值对应的编号或时间。
一般来说,单值图呈U型或V型,U型通常表示数据逐渐递减或递增,V型通常表示数据的值在样本中有两个峰值。
单值图可以发现大多数情况下比移动极差图更容易发现数据的异常情况。
如果数据集中的一个观测值与其他观测值差异很大,那么这个值将成为单值图中的异常值,这种情况通常是由数据输入错误、系统故障或人为操作误导等原因引起的。
单值图也可以用于检查数据的分布情况,例如,在数据中是否有噪声,是否具有正态分布的特点等。
二、移动极差图移动极差图则是一种更加普遍使用的方法,它可以用于检查数据是否存在特别高或特别低的变异性。
它通过计算两个连续观测值的极差大小来检查每个数据点的变异性。
移动极差通常在一张图表中显示,其中x轴表示时间或样本点的编号,y轴表示每个移动极差的大小。
一般来说,移动极差图通常呈波浪形状,因为一般移动极差很难完全平滑。
移动极差图通常能够发现数据中的连续或随机变异性,帮助找到数据中的异常情况。
通常,当数据在移动极差图中显示一个很高的峰值,或者当移动极差趋向于在整个样本中变得异常大或异常小,那么这些情况就可能代表了样本中的异常值。
总之,在数据分析中,单值图和移动极差图是常用的探索性方法,可以帮助分析人员识别数据中可能存在的异常情况。
这些方法通常用于前期数据整理、清洗和探索性分析,将帮助构建更加精准和有效的数据分析模型,提高数据分析的准确性。
第4节
单值和移动极差图(X—MR)
在某些情况下,有必要用单位而不是子组来进行过程控制,在这样的情况下,子组内的变差实际上为0,这种情况通常发生在测量费用很大时(例如破坏性试验),或是当在任何时刻点的输出性质比较一致时(例如:化学溶液的pH值)。
在这些情况下,可按下面介绍的方法绘制单值控制图,但要注意下面4点:
•单值图在检查过程变化时不如X—R图敏感;
•如果过程的分布不是对称的,则在解释单值控制图时要非常小心;
•单值控制图不能区分过程的零件间重复性,因此,在很多情况下,最好还是使用常规的子组样本容量较小(2到4)的X—R控制图,尽管在子组间都要求较长的时间;
•由于每一子组仅有一个单值,X和σ值会有较大的变异性,(即过程是稳定的)直到子组数达到100以上为止。
单值控制图的详细介绍与X—R图有些相同,不同之处如下:A.收集数据(见图27)
(见本章第1节A部分,不同之处如下)
•在数据图上从左至右记录单值读数(X)。
•计算单值间的移动极差(MR)。
通常最好是记录每对连续读数间的差值(例如:第一和第二个读数点的差,第二和第三个读数间的差等)。
这样移动极差的个数比单值读数的个数少一个(25个读数可得到24个移动极差)。
在很少的情况下,可在较大的移动组(例如3或4个(或固定的子组(例如所有的读数均在一个班上读取)的基础上计算移动极差。
注意,尽管测量是单独抽样的,但是读数的个数形成移动极差的成组(例如,2、3或4)决定了各义样本容量n,当查系数表时必须考虑该值;
•单值图(X图)的刻度按下列最大者选取(a)产品的规范容差加上超过规范的读数的允许值,或(b)最大单值读数与最小单值读数之差的1.5到2倍。
移动极差(MR)图的刻度间隔与X图一致。
B.计算控制图
(见本章第1节B部分,不同之处如下)
•计算并描绘过程均值(单值读数之和除以读数的个数,按常规记为X,见附录珠术语,并计算平均极差(R),注意对于样本容量为
2的移动极差,其移动极差(MR)的个数比单值读数的个数少1;
图28 单值和移动极差图的解释(略)
•计算控制限:
UCL MR =D4R
LCL MR=D3 R
UCL X=X+E2R
LCL X=X—E2R
式中:R为移动平均极差,X是过程均值,D4、D3和E2是用来对计算移动极差进行分组,并随样本容量变化的常数,见下面从附录E的表:
注:当R大于中位数极差R时(这种情况常见),另一种计算控制限的方法是,使用样本容量为2的
移动极差的中位数极差,按下式计算控制限(见附录H,参考文献23):
UCL MR =3.865R̃;LCL MR=0
UCL X=X+3.14R̃;LCL X=X—3.14R
A.过程控制解释(见图28)
(见本章第1节C部分,不同之处如下)
•审查移动极差图中超出控制限的点,这是存在特殊原因的信号。
记住连续的移动极差间是有联系的,因为它们至少有一点是共同的。
由于这个原因,在解释趋势时要特别注意。
对于趋势的解释可能要请教统计学家;
•可用单值图分析超出控制子的点,在控制限内点的分布,以及趋势或图形。
但是这需要注意,如果过程分布不是对称的,用前面所述的用于X图的规则来解释时,可能会给出实际上不存在的特殊原因的信号。
D.过程能力解释
(见本章第1节D部分,不同之处如下)
•与X—R图一样,可用下式估计过程的标准差:
ˆ
σ = R/d2 =σR/d2
式中:R为移动极差的均值,d2是用于对移动极差分组的随样本容量n而变化的常数,见下面从附录E摘录的部分表:
•如果过程处于正态分布,只要过程处于统计控制状态,就可直接用σ的估计值业评价过程能力。