第6章 毛坯成形方法选择
- 格式:pdf
- 大小:1.66 MB
- 文档页数:31
第六章零件的毛坯类型及其制造方法6.1零件毛坯类型铸件:形状复杂的毛坯,宜采用铸造方法制造。
目前生产中的铸件大多数是砂型铸造,少数是尺寸较小的优质铸件可采用特种铸造。
锻件:①自由锻件:自由锻造是利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻。
②模锻件:模锻件就是有模具的锻造件,利用模具锻出精度要求比较高,比较复杂的锻件。
1、型材:按截面形状有圆钢,方钢,六角钢等。
①热轧型材:②xx型材:选择毛坯时应该考虑如下几个方面的因素:(一)零件的生产纲领大量生产的零件应选择精度和生产率高的毛坯制造方法,用于毛坯制造的昂贵费用可由材料消耗的减少和机械加工费用的降低来补偿。
如铸件采用金属模机器造型或精密铸造;锻件采用模锻、精锻;选用冷拉和冷轧型材。
单件小批生产时应选择精度和生产率较低的毛坯制造方法。
(二)零件材料的工艺性例如材料为铸铁或青铜等的零件应选择铸造毛坯;钢质零件当形状不复杂,力学性能要求又不太高时,可选用型材;重要的钢质零件,为保证其力学性能,应选择锻造件毛坯。
(三)零件的结构形状和尺寸形状复杂的毛坯,一般采用铸造方法制造,薄壁零件不宜用砂型铸造。
一般用途的阶梯轴,如各段直径相差不大,可选用圆棒料;如各段直径相差较大,为减少材料消耗和机械加工的劳动量,则宜采用锻造毛坯,尺寸大的零件一般选择自由锻造,中小型零件可考虑选择模锻件。
(四)现有的生产条件选择毛坯时,还要考虑本厂的毛坯制造水平、设备条件以及外协的可能性和经济性等。
零件的毛坯制造方法:该零件时属于箱壳类零件,结构比较简单规则但某些加工面和孔的尺寸精度、平面度,垂直度、位置精度、表面粗糙度要求比较高,铸件适用于制造复杂形状的毛坯,锻件适用于形状简单,强度要求高的毛坯。
但因此零件并不是很复杂,因此该零件选择毛坯为锻件,锻件制造的方法有自由锻和模锻两种。
自由锻毛坯精度低、加工余量大、生产率低,适用于单件小批量生产以及大型零件毛坯。
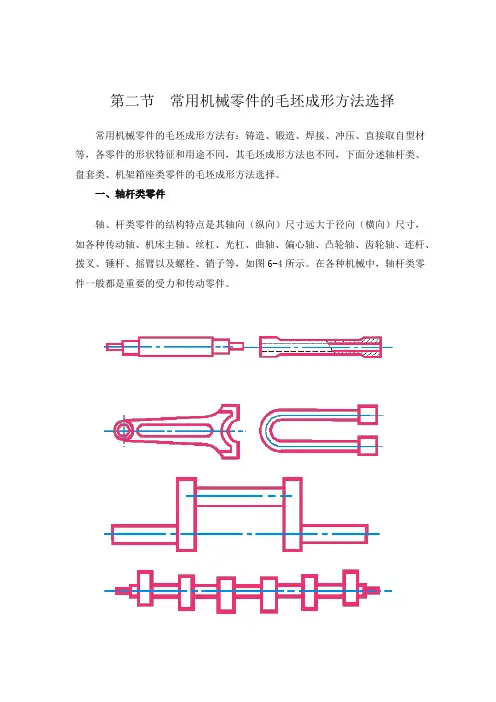
第二节常用机械零件的毛坯成形方法选择常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
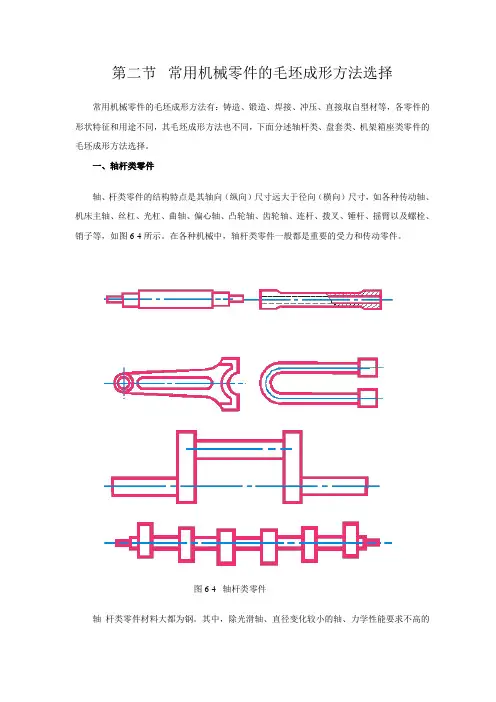
一、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。
第二节常用机械零件的毛坯成形方法选择常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
一、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。


30机械制造基础58_毛坯成型方法的选择毛坯成型方法的选择是机械制造过程中的重要环节,对产品质量和生产效率都有着重要影响。
毛坯成型方法的选择需要考虑产品的形状、材料属性、加工要求等因素。
本文将围绕毛坯成型方法的选择展开讨论,重点介绍铸造、锻造和加工等方法的特点和适用范围。
首先是铸造方法。
铸造是通过将液态金属或合金倒入预先准备好的铸型中,经过固化后得到所需形状的工件。
铸造方法具有成型复杂、材料性能好、生产成本低等特点。
根据铸造的材料状态和成型方式的不同,可以分为砂型铸造、金属型铸造、压铸和连铸等方法。
砂型铸造适用于形状复杂、尺寸大且不高精度的零件制造;金属型铸造适用于高精度、高质量要求的零件制造;压铸适用于质量要求较高,形状规则的小零件制造;连铸适用于中小型形状简单的坯料生产。
其次是锻造方法。
锻造是通过施加压力将金属块、或金属棒塑性变形成型的一种成型方法。
锻造方法具有材料性能高、结构致密、成型精度高等特点。
根据锻造的方法和设备不同,可以分为自由锻造、模锻、精密锻造等方法。
自由锻造适用于简单形状、批量较小的零件制造;模锻适用于复杂形状、高精度要求的零件制造;精密锻造适用于超细晶和纳米晶材料的制造。
最后是加工方法。
加工方法是对工件进行切削、研磨、冲压等物理或化学加工的方法。
加工方法具有精度高、工艺灵活、适应性强等特点。
根据加工方法的不同,可以分为车削、铣削、冲压、折弯、磨削等方法。
车削适用于轴类、圆筒形状的零件制造;铣削适用于平面、体腔、异形零件制造;冲压适用于扁平零件、孔型、凸凹形状的制造;折弯适用于板材、型材的弯曲成型;磨削适用于高精度要求的零件制造。
在选择毛坯成型方法时,应根据实际情况综合考虑不同方法的特点和适用范围。
首先需明确产品的设计要求和加工要求,然后根据产品的形状、材料、尺寸和数量等因素,选择最合适的成型方法。
此外,还需考虑到生产环境、设备条件、工艺水平等因素,并进行技术经济分析,综合评估各种方法的优缺点,选择最经济、合理的成型方法。