常用机械零件的毛坯成形方法选择
- 格式:doc
- 大小:67.00 KB
- 文档页数:5
机械零件毛坯选择
机械零件毛坯是机械制造加工领域的基础材料之一。
选择适合的毛坯对于保证零件质量、提高加工效率具有十分重要的意义。
毛坯是指在加工前需要加工成形的原始材料,例如铸造、锻造、压制等。
在选择毛坯时,需要考虑工作条件、要求、材料特性等因素。
首先,需要考虑到加工零件的形状。
选择毛坯时需要考虑到加工成品的形状和尺寸,以及所需加工的特殊形状要求。
例如,圆形、方形、长条形零件等通常选择圆钢、方钢、宽板等毛坯进行加工;而一些复杂的几何形状零件则需要选择浇铸或锻造的毛坯进行加工。
其次,需要考虑到零件的材质。
选择毛坯时需要考虑到零件的材质要求,毛坯材质应与零件材质相似,以避免在加工过程中因为材料不同导致的差异,影响零件的质量。
同样,材料的物理性质、化学性质以及热处理性能等都是需要考虑到的。
另外,还需要考虑到工艺要求。
在选择毛坯时需要考虑到工艺工作的特殊要求。
例如,冲压件、弯曲件等需要选择塑性好的材料毛坯进行加工,而一些装配件则需要选择尺寸精度较高的毛坯进行加工。
最后,还需要综合考虑零件的加工成本。
选择毛坯时要综合考虑零件的加工成本。
一些复杂的工艺加工需要选择结构简单、毛坯尺寸比较大的毛坯进行加工,减少材料的损耗。
总之,选择适合的机械零件毛坯不仅可以提高生产效率,保证零件的质量,而且可以最大限度地降低成本。
因此,在选择毛坯时,需要充分考虑零件的形状、材质、工艺要求以及加工成本等因素,并结合实际情况进行选择。
材料成型技术练习题与答案一、单选题(共30题,每题1分,共30分)1、锻造前加热时应避免金属过热和过烧,但一旦出现,A、无法消除。
B、可采取热处理予以消除。
C、过热可采取热处理消除,过烧则报废。
正确答案:C2、具有较好的脱氧、除硫、去氢和去磷作用以及机械性能较高的焊条是A、结构钢焊条B、酸性焊条C、不锈钢焊条D、碱性焊条正确答案:D3、零件工作时的正应力方向与纤维方向应该A、相交B、无关C、平行D、垂直正确答案:C4、铸件壁越厚,其强度越低,主要是由于A、易浇不足B、冷隔严重C、碳含量态低D、晶粒粗大正确答案:D5、由于母材硫、磷含量高,会使焊缝产生A、气孔B、夹杂C、变形D、裂纹正确答案:D6、齿轮工作时承受的力中不包括___A、弯曲应力B、拉应力C、冲击力D、摩擦力正确答案:B7、曲轴毛坯锻造时的工序安排正确的是A、先拔长,后弯曲B、先镦粗,后弯曲C、先弯曲,后拔长D、先镦粗,后拔长正确答案:A8、常用机械零件的毛坯成型方法不包括___A、冲压B、铸造C、拉拔D、锻造正确答案:C9、生产火车车轮、重型水压机横梁等重型机械最适合的材料是A、铸钢B、铸造黄铜C、铸造合金D、铸铁正确答案:A10、铸件最小壁厚要受到限制,主要是由于薄壁件中金属流动性低,容易产生A、开裂B、冷隔和浇不足C、应力和变形D、缩孔和缩松正确答案:B11、手工电弧焊焊接薄板时,为防止烧穿常采用的工艺措施之一是A、氩气保护B、CO2保护C、直流正接D、直流反接正确答案:D12、某圆形坯料直径50,经多次拉深后变为直径11的圆筒形件,若各道次拉深系数均为0.6,试确定其拉深次数A、3B、2C、4D、5正确答案:A13、航空发动机机箱的成形方法可以是___A、铝合金铸造B、圆钢锻造C、板料冲压D、球墨铸铁铸造正确答案:A14、不属于埋弧自动焊的特点是A、生产率高B、节省材料C、适应性广D、焊接质量好正确答案:C15、焊接低碳钢或普低钢时,选用电焊条的基本原则是A、可焊性原则B、施工性原则C、等强度原则D、经济性原则正确答案:C16、氩弧焊特别适于焊接容易氧化的金属和合金,是因为A、氩气是惰性气体B、氩弧温度高C、氩弧热量集中D、氩气容易取得正确答案:A17、零件工作时的切应力方向与纤维方向应该A、垂直B、平行C、无关D、相交正确答案:A18、下列属于变形工序的是A、冲裁B、拉深C、修整D、落料正确答案:B19、自由锻件坯料质量的计算公式是A、G坯料=G锻件+G飞边B、G坯料=G锻件+C烧损C、G坯料=G锻件+G飞边+C烧损D、G坯料=G锻件+G烧损+G料头正确答案:D20、各种铸造方法中,最基本的方法是A、压力铸造B、金属型铸造C、砂型铸造D、熔模铸造正确答案:C21、影响焊接热影响区大小的主要因素是A、焊缝尺寸B、焊接方法C、接头形式D、焊接规范正确答案:D22、由于母材淬硬倾向大,会使焊缝产生A、夹杂B、气孔C、冷裂纹D、未焊透正确答案:C23、对于由几个零件组合成的复杂部件,可以一次铸出的铸造方法是A、压力铸造B、熔模铸造C、离心铸造D、挤压铸造正确答案:B24、表现为铸件的外形尺寸减小的是A、固态收缩B、合并收缩C、液态收缩D、凝固收缩正确答案:A25、焊接热影响区中,对焊接接头性能不利的区域是A、部分相变区B、正火区C、焊缝金属D、熔合区正确答案:D26、下列哪一项不是热裂纹的特征A、缝隙较宽B、形状曲折C、尺寸较短D、金属光泽正确答案:D27、CO2气体保护焊适于哪类材料的焊接A、高合金钢B、非铁合金C、高碳钢D、低合金结构钢正确答案:D28、下列零件不属于轴类零件的是___A、丝杠B、螺栓C、拔叉D、垫圈正确答案:D29、铸件定向凝固的主要目的是A、防止夹砂B、消除缩孔C、减少应力D、消除缩松正确答案:B30、电渣焊主要用于A、平焊位置B、中,薄板焊件C、立焊位置D、铝及其合金焊件正确答案:C二、判断题(共70题,每题1分,共70分)1、铸件内常见缺陷有缩孔、缩松、气孔等。
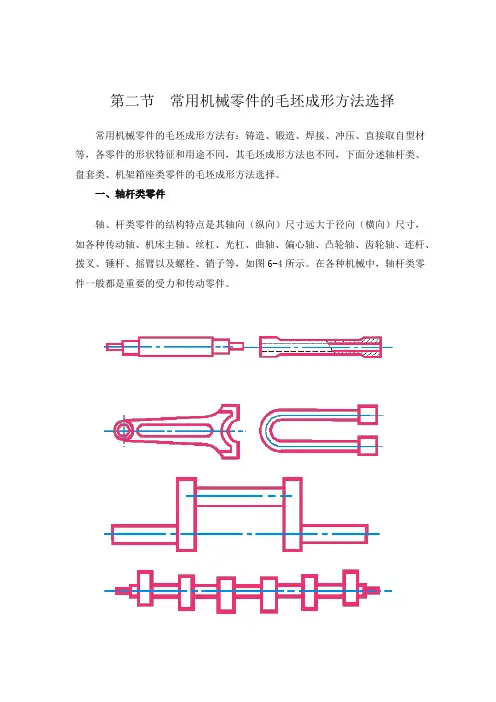
第二节常用机械零件的毛坯成形方法选择常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
一、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。

机械零件毛坯的选择机械零件的制造包含毛坯成形与切削加工两个阶段,毛坯成形不仅对后续的切削加工产生很大的影响,而且对零件乃至机械产品的质量、使用性能、生产周期与成本等都有影响。
因此,正确选择毛坯的类型与生产方法关于机械制造具有重要意义。
本章将着重介绍毛坯选择的原则及典型机械零件毛坯的选择。
5.1 毛坯选择的原则机械零件常用的毛坯类型有铸件、锻件、轧制型材、挤压件、冲压件、焊接件、粉末冶金件与注射成型件等,每种类型的毛坯都能够有多种成形方法,在选择时我们遵循的原则是:在保证毛坯质量的前提下,力求选用高效、低成本、制造周期短的毛坯生产方法。
通常毛坯选择步骤是:首先由设计人员提出毛坯材料与加工后要达到的质量要求,然后再由工艺人员根据零件图、生产批量,并综合考虑交货期限及现有可利用的设备、人员与技术水平等选定合适的毛坯生产方法。
具体要考虑的因素有下列几方面:5.1.1 满足材料的工艺性能要求金属是制造机械零件的要紧材料,一旦材料确定后,其材料的工艺性能就是影响毛坯成形的重要因素,表5.1.1给出了常用金属材料所适用的毛坯生产方法。
注:表中“⊙”表示材料适宜或者能够使用的毛坯生产方法。
5.1.2 满足零件的使用要求零件的使用要求要紧包含零件的结构形状与尺寸要求、零件的工作条件(通常指零件的受力情况、工作环境与接触介质等)与对零件性能的要求等。
1. 结构形状与尺寸的要求机械零件由于使用功能不一致,其结构形状与尺寸往往差异较大,各类毛坯生产方法对零件结构形状与尺寸的习惯能力也不相同,因此选择毛坯时,应认真分析零件的结构形状与尺寸特点,选择与之相习惯的毛坯制造方法。
关于结构形状复杂的中小型零件,为了使毛坯形状与零件较为接近,应先确定以铸件作为毛坯,然后再根据使用性能要求等选择砂型铸造、金属型铸造或者熔模铸造。
关于结构形状很复杂且轮廓尺寸不大的零件,宜选择熔模铸造;关于结构形状较为复杂,且抗冲击能力、抗疲劳强度要求较高的中小型零件,宜选择模锻件毛坯;关于那些结构形状相当复杂且轮廓尺寸又较大的零件,宜选择组合毛坯。
第十八章零件毛坯的选择第一节毛坯的种类用于零件成形的金属材料,一般先要制成与成品零件的形状、尺寸相近的毛坯件,通过切削加工完成最终的成形,把这个毛坯件称为零件的毛坯。
不同的加工方法,选用具有适宜的结构工艺性的材料。
不同的用途,需要一定的毛坯形状和毛坯的质量等要求。
因此,常用机器零件的毛坯,可以根据材制造方法、形状特征及用途等进行分类。
按制造方法不同,常用的毛坯有铸件、锻造和冲压件、型材件和焊接件四种。
按形状特征和用途不同,常可分为轴类零件、套类零件、轮盘类零件、箱座类零件四类。
一、按制造方法分类1、铸件毛坯铸铁、非铁金属以及碳的质量分数为0.45~0.5 %的钢,由于具有良好的铸造工艺性能,均可用铸造方法获得铸件毛坯。
铸造生产,一次成型,工艺灵活性大,不受零件尺寸形状和重量的限制,应用十分广泛。
铸铁件主要用于受力不大或以承压为主的零件,以及要求减振、耐磨零件等。
如机床床身、立柱,大型水压机机身、底座等零件,采用铸铁件毛坯主要是因为其具有良好的承压能力和减振性,而煤粉锅炉的粉煤制造设备——球式磨煤机中所用的铸铁球,则是利用了铸铁件具有良好的耐磨性。
非铁金属铸件应用,如照相机壳体、发动机壳体、阀体等,受力不大但形状相对复杂。
铸钢件则是应用在工作环境恶劣、承受载荷类型复杂的场合,如在选矿机上应用的铸钢链条。
2、锻造和冲压件毛坯适宜于锻造方法加工的材料包括非合金钢、合金钢和非铁金属合金。
非合金钢因为化学成分与组织结构都比较简单,塑性好、变形抗力小、锻造温度范围较宽,被广泛应用。
而合金钢因导热性差、热应力过大,因在晶界处存在的较多低熔点杂质,加热时易过烧,以及碳化物偏析等因素,应用受到限制。
非铁金属及合金导热性好,但锻造温度范围很狭窄,并且韧性较差,锻造时易产生折叠和裂纹。
用作制造冲压件的材料主要是塑性较好薄板件。
如低碳钢、压力加工铝合金、压力加工黄铜、青铜等材料。
锻件所用的原材料,除大型锻件直接用钢锭外,其余均用型材作锻件的原材料。
〖任务描述〗机械零件材料及毛坯的选择车床主轴是指机床上带开工件或刀具旋转的轴,它是打算机床的加工质量和切削效率的重要部件。
下面以图 6-1 所示的C616 型车床主轴为例来分析其选材及热处理方法。
明确任务,在任务的驱动下学习。
图 6-1 C616 型车床主轴〖任务分析〗该车床主轴受交变弯曲和扭转复合应力作用,载荷不大,转速中等,冲击载荷也不大,所以具有一般综合力学性能即可满足要求。
但大的内锥孔、外锥体与卡盘、顶尖之间有摩擦,花键处与齿轮有相对滑动。
为防止划伤和磨损,这些部位要求有较高的硬度和耐磨性。
轴颈与滚动轴承协作硬度要求不高。
C616 型车床主轴选用 45 钢。
热处理技术条件为整体硬度 220~250 HBW;内锥孔和外锥体 45~50 HRC;花键局部 48~53 HRC。
其加工工艺路线为锻造—正火—粗加工—调质—半精加工—淬火、低温回火—粗磨(外圆、锥孔、外锥体)—铣花键—花键淬火、回火—精磨。
〖相关学问〗学习情境一零部件的失效一、零部件失效的概念及形式一般机器零件常见的失效形式有过量变形、断裂和外表损伤三种。
1.过量变形把握零部件失效(1)过量弹性变形。
机械零件在使用过程中只要受力必定会发生弹性变形,但是弹性变的概念。
形量过大会使零件失效。
引起弹性变形失效的缘由主要是零部件的刚度缺乏。
要预防过量弹性变形,则应选用弹性模量大的材料。
(2)过量塑性变形。
零部件承受的静载荷超过材料的屈服强度时,将产生塑性变形。
过量塑性变形是机械零件失效的重要形式,轻则使机器工作状况变坏,重则使机器无法连续运行,甚至破坏。
(3)蠕变。
在恒定载荷和高温下,蠕变一般是不行避开的,通常是以金属在肯定温度和应力下经过肯定时间所引起的变形量来衡量。
2.断裂1)韧性断裂韧性断裂时,零件承受的载荷大于零件材料的屈服强度,断裂前零件有明显的塑性变形,尺寸发生明显的变化。
一般断面缩小,且断口呈纤维状。
零件的韧性断裂往往是由于受到很大的载荷或过载引起的。
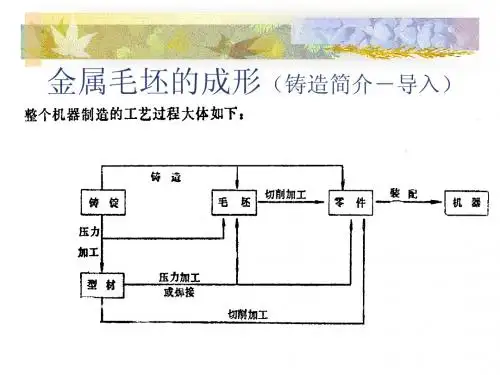
机械制造基础机器生产过程热处理原材料毛坯机器零件热处理铸造锻压焊接装配切削加工汽车通常是由发动机、底盘、车身、电气设备四部分组成:摩托车发动机减速器模型常用材料铸铁、铸钢、中碳钢及合碳钢、有碳钢、低钢、合金铸铁、铸钢、中低低碳毛坯的选择实际上就是原材料的选择。
原材料的选择是在机械零件的技术准备阶段完成的,机械零件的设计不应是一个单纯的结构设计,还应包括选择材料及相关工艺的设计。
有时候原材料确定下来后,毛坯制造方法就确定下来了。
有时候原材料确定下来后,还要选择毛坯制造方法。
先来看几张零件图。
材料相对价格材料相对价格1、铸件的生产成本的比较主要包括铸件的设计(铸件原材料的选择)、铸造方法的选择、铸造工艺的选择和生产管理等。
2、锻件生产成本的比较主要包括原材料的消耗、工模具费消耗、锻造方法、生产率及生产管理等。
3、冲压件生产成本的比较主要包括材料消耗费、加工费和模具费等。
第二节毛坯生产方法的选择原则一、满足材料的工艺性能要求工艺性能主要指加工的难易程度,主要包括铸造性能、锻压性能焊接性能。
二、满足零件的使用要求使用要求包括根据零件的功能对零件的形状、尺寸、精度和表面等和使用寿命的要求以及根据工作条件和失效形式对零件提出的性能要求,使用性能主要有以下几方面。
1、结构形状和尺寸的要求2、力学性能要求3、表面质量的要求4、其他方面的要求三、满足降低生产成本的要求在满足使用要求、有较好工艺性能的前提下,必须全面考虑生产过程的总成本。
1、生产批量较小时的毛坯选择2、生产批量较大时的毛坯选择四、符合生产条件选择毛坯必须与本企业具体生产条件相结合,有时可外委。
第三节典型零件毛坯的选择常用零件按其形状和用途可分为轴杆类零件、盘套类零件、箱体支架类零件等,如下图所示。
轴类零件最常用的毛坯是型材和锻件,对于某些大型的、结构形状复杂的轴也可用铸件或焊接结构。
轴二、盘套类零件的毛坯选择指直径尺寸较大而长度尺寸较小回转体零件,盘类零件由于其用途不同,所用材料也不同,毛坯生产方法也多。
第二节常用机械零件的毛坯成形方法选择
常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
一、轴杆类零件
轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的
轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件
盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。
在单件或小批量生产的条件下,直径100mm以下的小齿轮也可用圆钢棒为毛坯,如图6-8b所示。
直径大于400~500mm的大型齿轮,锻造比较困难,可用铸钢或球墨铸铁件为毛坯,铸造齿轮一般以幅条结构代替模锻齿轮的幅板结构,如图6-8c所示。
在单件生产的条件下,也可采用焊接方式制造大型齿轮的毛坯,如图6-8d所示。
在低速运转且受力不大或者在多粉尘的环境下开式运转的齿轮,也可用灰铸铁铸造成形。
受力小的仪器仪表齿轮在大量生产时,可采用板材冲压或非铁合金压力铸造成形,也可用塑料(如尼龙)注塑成形。
2. 带轮、飞轮、手轮和垫块等这些零件受力不大、结构复杂或以承压为主的零件,通常采用灰铸铁件,单件生产时也可采用低碳钢焊接件。
3. 法兰、垫圈、套环、联轴节等根据受力情况及形状、尺寸等不同,此类零件可分别采用铸铁件、锻钢件或圆钢棒为毛坯。
厚度较小、单件或小批量生产时,也可用钢板为坯料。
垫圈一般采用板材冲压成形。
4. 钻套、导向套、滑动轴承、液压缸、螺母等这些套类零件,在工作中承受径向力或轴向力和摩擦力,通常采用钢、铸铁、非铁合金材料的圆棒材、铸件或锻件制造,有的可直接采用无缝管下料。
尺寸较小、大批量生产时,还可采用冷挤压和粉末冶金等方法制坯。
5. 模具毛坯,一般采用合金钢锻造成形。
三、机架、箱座类零件
机架、箱座类零件包括各种机械的机身、底座、支架、横梁、工作台,以及齿轮箱、轴承座、缸体、阀体、泵体、导轨等,如图6-9所示。
其特点是结构通常比较复杂,有不规则的外形和内腔。
重量从几千克至数十吨,工作条件也相差很大。
其中,如机身、底座等一般的基
础零件,主要起支承和连接机械各部件的作用,而非运动的零件,以承受压力和静弯曲应力为主,为保证工作的稳定性,要求有较好的刚度和减振性;但有些机械的机身、支架还往往同时承受压、拉和弯曲应力的联合作用,或者还有冲击载荷;工作台和导轨等零件,则要求有较好的耐磨性;箱体零件一般受力不大,但要求有良好的刚度和密封性。
鉴于这类零件的结构特点和使用要求,通常都以铸件为毛坯,且以铸造性良好,价格便宜,并有良好耐压、减磨和减振性能的灰铸铁为主;少数受力复杂或受较大冲击载荷的机架类零件,如轧钢机、大型锻压机等重型机械的机架,可选用铸钢件毛坯,不易整体成形的特大型机架可采用连接成形结构;在单件生产或工期要求急迫的情况下,也可采用型钢—焊接结构。
航空发动机中的箱体零件,为减轻重量,通常采用铝合金铸件。