零件的毛坯选择和成形方法比较
- 格式:pdf
- 大小:726.53 KB
- 文档页数:34
一、毛坯的种类毛坯的种类很多,同一种毛坯又有多种制造方法。
1.铸件铸件适用于形状复杂的零件毛坯。
根据铸造方法的不同,铸件又分为:⑴砂型铸造的铸件这是应用最为广泛的一种铸件。
它又有木模手工造型和金属模机器造型之分。
木模手工造型铸件精度低,加工表面需留较大的加工余量;木模手工造型生产效率低,适用于单件小批生产或大型零件的铸造。
金属模机器造型生产效率高,铸件精度也高,但设备费用高,铸件的重量也受限制,适用于大批量生产的中小型铸件。
⑵金属型铸造铸件将熔融的金属浇注到金属模具中,依靠金属自重充满金属铸型腔而获得的铸件。
这种铸件比砂型铸造铸件精度高、表面质量和力学性能好,生产效率也较高,但需专用的金属型腔模,适用于大批量生产中的尺寸不大的有色金属铸件。
⑶离心铸造铸件将熔融金属注入高速旋转的铸型内,在离心力的作用下,金属液充满型腔而形成的铸件。
这种铸件晶粒细,金属组织致密,零件的力学性能好,外圆精度及表面质量高,但内孔精度差,且需要专门的离心浇注机,适用于批量较大的黑色金属和有色金属的旋转体铸件。
⑷压力铸造铸件将熔融的金属在一定的压力作用下,以较高的速度注入金属型腔内而获得的铸件。
这种铸件精度高,可达IT11~IT13;表面粗糙度值小,可达R a3.2~0.4μm;铸件力学性能好。
可铸造各种结构较复杂的零件,铸件上各种孔眼、螺纹、文字及花纹图案均可铸出。
但需要一套昂贵的设备和型腔模。
适用于批量较大的形状复杂、尺寸较小的有色金属铸件。
⑸精密铸造铸件将石蜡通过型腔模压制成与工件一样的腊制件,再在腊制工件周围粘上特殊型砂,凝固后将其烘干焙烧,腊被蒸化而放出,留下工件形状的模壳,用来浇铸。
精密铸造铸件精度高,表面质量好。
一般用来铸造形状复杂的铸钢件,可节省材料,降低成本,是一项先进的毛坯制造工艺。
2.锻件锻件适用于强度要求高、形状比较简单的零件毛坯,其锻造方法有自由锻和模锻两种。
自由锻造锻件是在锻锤或压力机上用手工操作而成形的锻件。
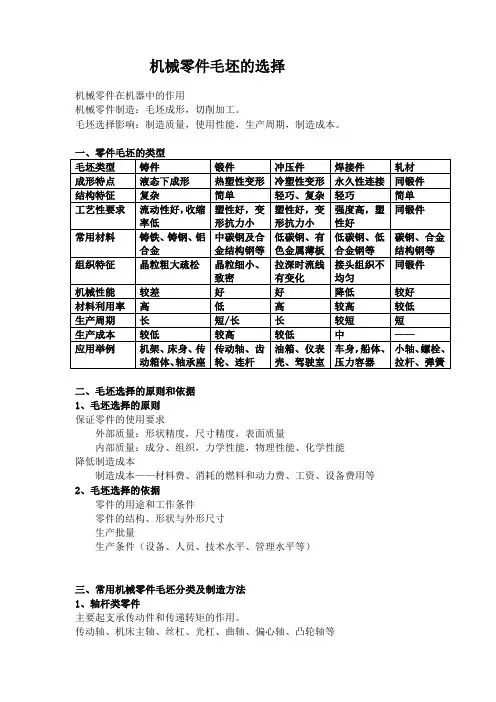
机械零件毛坯的选择
机械零件在机器中的作用
机械零件制造:毛坯成形,切削加工。
毛坯选择影响:制造质量,使用性能,生产周期,制造成本。
二、毛坯选择的原则和依据
1、毛坯选择的原则
保证零件的使用要求
外部质量:形状精度,尺寸精度,表面质量
内部质量:成分、组织,力学性能,物理性能、化学性能
降低制造成本
制造成本——材料费、消耗的燃料和动力费、工资、设备费用等2、毛坯选择的依据
零件的用途和工作条件
零件的结构、形状与外形尺寸
生产批量
生产条件(设备、人员、技术水平、管理水平等)
三、常用机械零件毛坯分类及制造方法
1、轴杆类零件
主要起支承传动件和传递转矩的作用。
传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴等
3、机架、箱体类零件
减速器装配图
减速器主要零件的材料和毛坯选择
汽车发动机零件的材料和毛坯选择
台钳装配图
台钳零件的材料和毛坯选择。
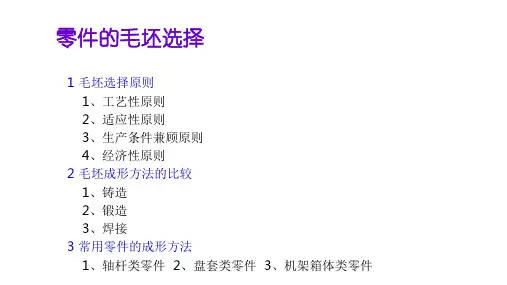

机械零件毛坯选择
机械零件毛坯是机械制造加工领域的基础材料之一。
选择适合的毛坯对于保证零件质量、提高加工效率具有十分重要的意义。
毛坯是指在加工前需要加工成形的原始材料,例如铸造、锻造、压制等。
在选择毛坯时,需要考虑工作条件、要求、材料特性等因素。
首先,需要考虑到加工零件的形状。
选择毛坯时需要考虑到加工成品的形状和尺寸,以及所需加工的特殊形状要求。
例如,圆形、方形、长条形零件等通常选择圆钢、方钢、宽板等毛坯进行加工;而一些复杂的几何形状零件则需要选择浇铸或锻造的毛坯进行加工。
其次,需要考虑到零件的材质。
选择毛坯时需要考虑到零件的材质要求,毛坯材质应与零件材质相似,以避免在加工过程中因为材料不同导致的差异,影响零件的质量。
同样,材料的物理性质、化学性质以及热处理性能等都是需要考虑到的。
另外,还需要考虑到工艺要求。
在选择毛坯时需要考虑到工艺工作的特殊要求。
例如,冲压件、弯曲件等需要选择塑性好的材料毛坯进行加工,而一些装配件则需要选择尺寸精度较高的毛坯进行加工。
最后,还需要综合考虑零件的加工成本。
选择毛坯时要综合考虑零件的加工成本。
一些复杂的工艺加工需要选择结构简单、毛坯尺寸比较大的毛坯进行加工,减少材料的损耗。
总之,选择适合的机械零件毛坯不仅可以提高生产效率,保证零件的质量,而且可以最大限度地降低成本。
因此,在选择毛坯时,需要充分考虑零件的形状、材质、工艺要求以及加工成本等因素,并结合实际情况进行选择。
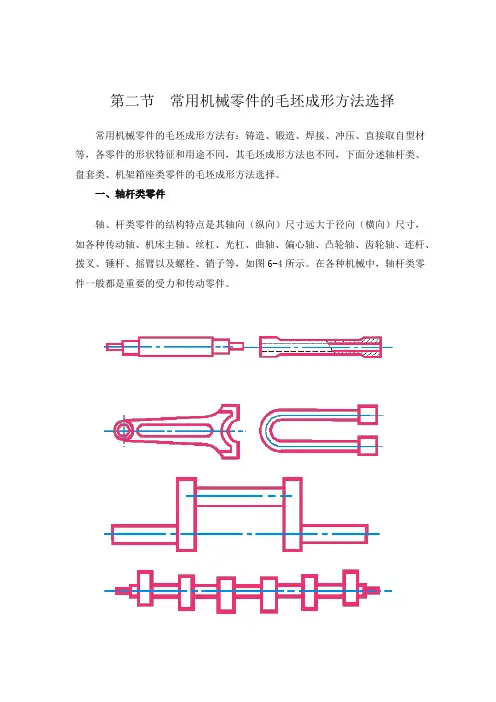
第二节常用机械零件的毛坯成形方法选择常用机械零件的毛坯成形方法有:铸造、锻造、焊接、冲压、直接取自型材等,各零件的形状特征和用途不同,其毛坯成形方法也不同,下面分述轴杆类、盘套类、机架箱座类零件的毛坯成形方法选择。
一、轴杆类零件轴、杆类零件的结构特点是其轴向(纵向)尺寸远大于径向(横向)尺寸,如各种传动轴、机床主轴、丝杠、光杠、曲轴、偏心轴、凸轮轴、齿轮轴、连杆、拨叉、锤杆、摇臂以及螺栓、销子等,如图6-4所示。
在各种机械中,轴杆类零件一般都是重要的受力和传动零件。
轴杆类零件材料大都为钢。
其中,除光滑轴、直径变化较小的轴、力学性能要求不高的轴,其毛坯一般采用轧制圆钢制造外,几乎都采用锻钢件为毛坯。
阶梯轴的各直径相差越大,采用锻件越有利。
对某些具有异形断面或弯曲轴线的轴,如凸轮轴、曲轴等,在满足使用要求的前提下,可采用球墨铸铁的铸造毛坯,以降低制造成本。
在有些情况下,还可以采用锻-焊或铸-焊结合的方法来制造轴、杆类零件的毛坯。
图6-5所示的汽车排气阀,将锻造的耐热合金钢阀帽与轧制的碳素结构钢阀杆焊成一体,节约了合金钢材料。
图6-6所示的我国60年代初期制造的12000t水压机立柱,长18m,净重80t,采用ZG270-500,分成6段铸造,粗加工后采用电渣焊焊成整体毛坯。
二、盘套类零件盘套类零件中,除套类零件的轴向尺寸有部分大于径向尺寸外,其余零件的轴向尺寸一般小于径向尺寸、或两个方向尺寸相差不大。
属于这一类的零件有齿轮、带轮、飞轮、模具、法兰盘、联轴节、套环、轴承环以及螺母、垫圈等,如图6-7所示。
这类零件在机械中的使用要求和工作条件有很大差异,因此所用材料和毛坯各不相同。
1.齿轮这是各类机械中的重要传动零件,运转时齿面承受接触应力和摩擦力,齿根要承受弯曲应力,有时还要承受冲击力。
故要求齿轮具有良好的综合力学性能,一般选用锻钢毛坯,如图6-8a所示。
大批量生产时还可采用热轧齿轮或精密模锻齿轮,以提高力学性能。
机械零件毛坯的选择机械零件的制造包含毛坯成形与切削加工两个阶段,毛坯成形不仅对后续的切削加工产生很大的影响,而且对零件乃至机械产品的质量、使用性能、生产周期与成本等都有影响。
因此,正确选择毛坯的类型与生产方法关于机械制造具有重要意义。
本章将着重介绍毛坯选择的原则及典型机械零件毛坯的选择。
5.1 毛坯选择的原则机械零件常用的毛坯类型有铸件、锻件、轧制型材、挤压件、冲压件、焊接件、粉末冶金件与注射成型件等,每种类型的毛坯都能够有多种成形方法,在选择时我们遵循的原则是:在保证毛坯质量的前提下,力求选用高效、低成本、制造周期短的毛坯生产方法。
通常毛坯选择步骤是:首先由设计人员提出毛坯材料与加工后要达到的质量要求,然后再由工艺人员根据零件图、生产批量,并综合考虑交货期限及现有可利用的设备、人员与技术水平等选定合适的毛坯生产方法。
具体要考虑的因素有下列几方面:5.1.1 满足材料的工艺性能要求金属是制造机械零件的要紧材料,一旦材料确定后,其材料的工艺性能就是影响毛坯成形的重要因素,表5.1.1给出了常用金属材料所适用的毛坯生产方法。
注:表中“⊙”表示材料适宜或者能够使用的毛坯生产方法。
5.1.2 满足零件的使用要求零件的使用要求要紧包含零件的结构形状与尺寸要求、零件的工作条件(通常指零件的受力情况、工作环境与接触介质等)与对零件性能的要求等。
1. 结构形状与尺寸的要求机械零件由于使用功能不一致,其结构形状与尺寸往往差异较大,各类毛坯生产方法对零件结构形状与尺寸的习惯能力也不相同,因此选择毛坯时,应认真分析零件的结构形状与尺寸特点,选择与之相习惯的毛坯制造方法。
关于结构形状复杂的中小型零件,为了使毛坯形状与零件较为接近,应先确定以铸件作为毛坯,然后再根据使用性能要求等选择砂型铸造、金属型铸造或者熔模铸造。
关于结构形状很复杂且轮廓尺寸不大的零件,宜选择熔模铸造;关于结构形状较为复杂,且抗冲击能力、抗疲劳强度要求较高的中小型零件,宜选择模锻件毛坯;关于那些结构形状相当复杂且轮廓尺寸又较大的零件,宜选择组合毛坯。
第十八章零件毛坯的选择第一节毛坯的种类用于零件成形的金属材料,一般先要制成与成品零件的形状、尺寸相近的毛坯件,通过切削加工完成最终的成形,把这个毛坯件称为零件的毛坯。
不同的加工方法,选用具有适宜的结构工艺性的材料。
不同的用途,需要一定的毛坯形状和毛坯的质量等要求。
因此,常用机器零件的毛坯,可以根据材制造方法、形状特征及用途等进行分类。
按制造方法不同,常用的毛坯有铸件、锻造和冲压件、型材件和焊接件四种。
按形状特征和用途不同,常可分为轴类零件、套类零件、轮盘类零件、箱座类零件四类。
一、按制造方法分类1、铸件毛坯铸铁、非铁金属以及碳的质量分数为0.45~0.5 %的钢,由于具有良好的铸造工艺性能,均可用铸造方法获得铸件毛坯。
铸造生产,一次成型,工艺灵活性大,不受零件尺寸形状和重量的限制,应用十分广泛。
铸铁件主要用于受力不大或以承压为主的零件,以及要求减振、耐磨零件等。
如机床床身、立柱,大型水压机机身、底座等零件,采用铸铁件毛坯主要是因为其具有良好的承压能力和减振性,而煤粉锅炉的粉煤制造设备——球式磨煤机中所用的铸铁球,则是利用了铸铁件具有良好的耐磨性。
非铁金属铸件应用,如照相机壳体、发动机壳体、阀体等,受力不大但形状相对复杂。
铸钢件则是应用在工作环境恶劣、承受载荷类型复杂的场合,如在选矿机上应用的铸钢链条。
2、锻造和冲压件毛坯适宜于锻造方法加工的材料包括非合金钢、合金钢和非铁金属合金。
非合金钢因为化学成分与组织结构都比较简单,塑性好、变形抗力小、锻造温度范围较宽,被广泛应用。
而合金钢因导热性差、热应力过大,因在晶界处存在的较多低熔点杂质,加热时易过烧,以及碳化物偏析等因素,应用受到限制。
非铁金属及合金导热性好,但锻造温度范围很狭窄,并且韧性较差,锻造时易产生折叠和裂纹。
用作制造冲压件的材料主要是塑性较好薄板件。
如低碳钢、压力加工铝合金、压力加工黄铜、青铜等材料。
锻件所用的原材料,除大型锻件直接用钢锭外,其余均用型材作锻件的原材料。
〖任务描述〗机械零件材料及毛坯的选择车床主轴是指机床上带开工件或刀具旋转的轴,它是打算机床的加工质量和切削效率的重要部件。
下面以图 6-1 所示的C616 型车床主轴为例来分析其选材及热处理方法。
明确任务,在任务的驱动下学习。
图 6-1 C616 型车床主轴〖任务分析〗该车床主轴受交变弯曲和扭转复合应力作用,载荷不大,转速中等,冲击载荷也不大,所以具有一般综合力学性能即可满足要求。
但大的内锥孔、外锥体与卡盘、顶尖之间有摩擦,花键处与齿轮有相对滑动。
为防止划伤和磨损,这些部位要求有较高的硬度和耐磨性。
轴颈与滚动轴承协作硬度要求不高。
C616 型车床主轴选用 45 钢。
热处理技术条件为整体硬度 220~250 HBW;内锥孔和外锥体 45~50 HRC;花键局部 48~53 HRC。
其加工工艺路线为锻造—正火—粗加工—调质—半精加工—淬火、低温回火—粗磨(外圆、锥孔、外锥体)—铣花键—花键淬火、回火—精磨。
〖相关学问〗学习情境一零部件的失效一、零部件失效的概念及形式一般机器零件常见的失效形式有过量变形、断裂和外表损伤三种。
1.过量变形把握零部件失效(1)过量弹性变形。
机械零件在使用过程中只要受力必定会发生弹性变形,但是弹性变的概念。
形量过大会使零件失效。
引起弹性变形失效的缘由主要是零部件的刚度缺乏。
要预防过量弹性变形,则应选用弹性模量大的材料。
(2)过量塑性变形。
零部件承受的静载荷超过材料的屈服强度时,将产生塑性变形。
过量塑性变形是机械零件失效的重要形式,轻则使机器工作状况变坏,重则使机器无法连续运行,甚至破坏。
(3)蠕变。
在恒定载荷和高温下,蠕变一般是不行避开的,通常是以金属在肯定温度和应力下经过肯定时间所引起的变形量来衡量。
2.断裂1)韧性断裂韧性断裂时,零件承受的载荷大于零件材料的屈服强度,断裂前零件有明显的塑性变形,尺寸发生明显的变化。
一般断面缩小,且断口呈纤维状。
零件的韧性断裂往往是由于受到很大的载荷或过载引起的。