板效率及回流比
- 格式:ppt
- 大小:3.16 MB
- 文档页数:7
实验七精馏塔塔板效率测定实验一、实验目的1、熟悉精馏单元操作过程的设备与流程;2、了解板式塔结构与流体力学性能;3、掌握精馏塔的操作方法与原理;4、学习精馏塔效率的测定方法。
二、实验原理蒸馏原理是利用混合物中组分间挥发度的不同来分离组分,经多次平衡分离的蒸馏过程称为精馏。
常见的精馏单元过程由精馏塔、冷凝器、再沸器、加料系统、回流系统、产品贮槽、料液贮槽及测量仪表等组成。
精馏塔本身又分为板式精馏塔和填料精馏塔,本产品为板式精馏塔。
可进行连续或间歇精馏操作,回流比可任意调节,也可以进行全回流操作。
在板式精馏塔中,混合液的蒸气逐板上升,在塔顶冷凝后回流液逐板下降。
气液两相在塔板上接触实现热质传递,从而达到分离的目的。
如果在每层塔板上,下降液体与上升蒸气处于平衡状态,则该塔板称为理论板。
然而在实际操作的精馏塔中,由于气液两相在塔板上接触的时间有限,气液两相不可能完全达到平衡,亦即实际塔板的分离效果达不到理论板的作用,因此精馏塔所需要的实际板数总是比理论板数要多。
对于二元物系,如已知其气液平衡数据,则根据精馏塔的原料液组成、进料热状况、操作回流比及塔顶馏出液组成、塔底釜液组成,即可以求出该塔的理论板数N t。
1、精馏塔的正常与稳定操作精馏塔从开车到正常稳定操作是一个从不稳定到稳定、不正常到正常的渐进过程。
因为刚开车时,塔板上均没有液体,蒸汽可直接穿过干板到达冷凝器,被冷凝成液体后再返回塔内第一块塔板,并与上升的蒸汽接触;而后,逐板溢流至塔釜。
首先返回塔釜的液体经过的塔板数最多,达到的气液平衡次数也最多,所以其轻组分的含量必然最高;而第一块塔板上的液体轻组分含量反而会比它下面的塔板上的液体轻组分含量低一些,这就是“逆行分馏”现象。
从“逆行分馏”到正常精馏,需要较长的转换时间。
对实验室的精馏装臵,这一转换时间至少需30分钟以上。
而对于实际生产装臵,转换时间有可能超过2小时。
所以精馏塔从开车到稳定、正常操作的时间也必须保证在30 分钟以上。
化工原理基本概念和原理蒸馏––––基本概念和基本原理利用各组分挥发度不同将液体混合物部分汽化而使混合物得到分离的单元操作称为蒸馏。
这种分离操作是通过液相和气相之间的质量传递过程来实现的。
对于均相物系,必须造成一个两相物系才能将均相混合物分离。
蒸馏操作采用改变状态参数的办法(如加热和冷却)使混合物系内部产生出第二个物相(气相);吸收操作中则采用从外界引入另一相物质(吸收剂)的办法形成两相系统。
一、两组分溶液的气液平衡1.拉乌尔定律理想溶液的气液平衡关系遵循拉乌尔定律:p A=p A0x A p B=p B0x B=p B0(1—x A)根据道尔顿分压定律:p A=Py A而P=p A+p B则两组分理想物系的气液相平衡关系:x A=(P—p B0)/(p A0—p B0)———泡点方程y A=p A0x A/P———露点方程对于任一理想溶液,利用一定温度下纯组分饱和蒸汽压数据可求得平衡的气液相组成;反之,已知一相组成,可求得与之平衡的另一相组成和温度(试差法)。
2.用相对挥发度表示气液平衡关系溶液中各组分的挥发度v可用它在蒸汽中的分压和与之平衡的液相中的摩尔分率来表示,即v A=p A/x A v B=p B/x B溶液中易挥发组分的挥发度对难挥发组分的挥发度之比为相对挥发度。
其表达式有:α=v A/v B=(p A/x A)/(p B/x B)=y A x B/y B x A对于理想溶液:α=p A0/p B0气液平衡方程:y=αx/[1+(α—1)x]Α值的大小可用来判断蒸馏分离的难易程度。
α愈大,挥发度差异愈大,分离愈易;α=1时不能用普通精馏方法分离。
3.气液平衡相图(1)温度—组成(t-x-y)图该图由饱和蒸汽线(露点线)、饱和液体线(泡点线)组成,饱和液体线以下区域为液相区,饱和蒸汽线上方区域为过热蒸汽区,两曲线之间区域为气液共存区。
气液两相呈平衡状态时,气液两相温度相同,但气相组成大于液相组成;若气液两相组成相同,则气相露点温度大于液相泡点温度。
回流比回流比实质上就是增加气液分离的次数,增强分离效果而以,是提纯工序中增加产品纯度最有效的方法回流比越大,分离效果越好,产品质量越高,生产能力就越小,能耗越高。
回流比:精馏段内液体回流量与采出量之比,通常用R来表示。
R=L/DR:回流比L:单位时间内从精馏段内某一塔板下降的液体,单位:Kmol/h。
D:单位时间内从精馏塔顶采出的馏出液(产品),单位:Kmol/h。
回流比越大,分离效果越好,产品质量越高,生产能力就越小,能耗越高对某一种需要分离的介质,根据其物料和选用塔型特性,有一个回流比下限,即叫做最小回流比。
在规定的要求下,最小回流比时所需要的理论塔板数将无限大。
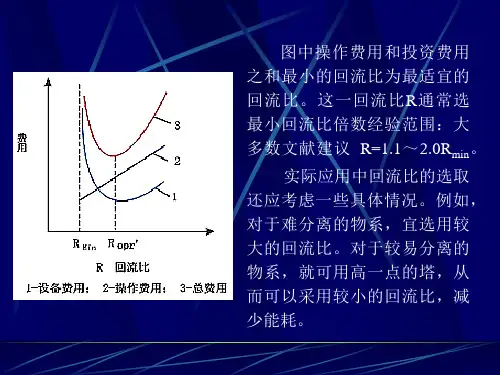
对固定分离要求过程,最适宜的回流比确定依据为:回流比减少,生产操作费用减少,但所需的塔板数增加,投资费用增加,反之,增加回流比,减少塔板数,却增加运行费用。
最适宜的回流比是以投资费用和经常运行费用之和在特定的经济条件下为最小。
通常实际生产操作中回流比取最小回流比的1.3—2倍回流:通过整个精馏过程,最终由塔顶得到高纯度,易挥发的组分,由塔顶馏出,塔釜得到基本是难挥发的组分。
精馏六区别于一次蒸馏在于回流,包括塔顶的液相回流及塔底的部分气化造成的液相回流。
回流是构成气液相接触传质传热的必要条件。
没有气液两相的接触也就无从进行质的交换。
当然组分挥发度的差异仍然是精馏过程的基础。
精馏过程中混和液加热所产生的蒸汽由塔顶馏出,进入塔顶分离器,冷凝成液体将其一部分冷凝液返回塔顶,沿塔板下流,这部分液体称为回流液。
将一部分冷凝从塔顶采出作为产品,回流比就是精馏段内液体回流与采出液量之比。
回流比大,分离效果好,产品质量高,回流比过大,生产能力下降,能耗增加,回流比对精馏操作影响很大,直接关系到塔内各层塔板上的物料浓度的改变和温度的分布,最终反映在它的分离效率上。
回流比的调节:主精馏塔的回流比为:2.0-2.5调节的依据是:根据塔的负荷和精甲醇质量,当塔的负荷较轻时,这时塔板比较富余,可以取较低的回流比,比较经济,为了保证精甲醇的质量,精馏段灵敏板的温度可控制略低,反之,则增大回流比,在照顾精甲醇的质量的同时,为保持塔釜温度、灵敏板的温度可控制略高。

化工原理实验报告学院:专业:班级:如图8-2所示,从全凝器出来的温度为Rt、流量为L的液体回流进入塔顶第一块板,由于回流温度低于第一块塔板上的液相温度,离开第一块塔板的一部分上升蒸汽将被冷凝成液体,这样,塔的实际流量将大于塔外回流量。
图8-2塔顶回流示意图对第一块板作物料、热量衡算:112V L V L+=+(8-9)111122V L V LV I L I V I LI+=+(8-10)对式(8-9)、式(8-10)整理、化简后,近似可得:11()[1]p L Rc t tL Lr-≈+(8-11)即实际回流比:11LRD=(8-12)R11()[1]p L Rc t tLrD-+=(8-13)式中,1V、2V-离开第1、2块板的气相摩尔流量,kmol/s;1L-塔实际液流量,kmol/s;1VI、2VI、1LI、LI-指对应1V、2V、1L、L下的焓值,kJ/kmol;r-回流液组成下的汽化潜热,kJ/kmol;pc -回流液在1Lt 与Rt 平均温度下的平均比热容,kJ/(kmol ℃)。
(1) 全回流操作在精馏全回流操作时,操作线在y -x 图上为对角线,如图8-3所示,根据塔顶、塔釜 的组成在操作线和平衡线间作梯级,即可得到理论塔板数。
图8-3 全回流时理论板数的确定(2) 部分回流操作部分回流操作时,如图8-4,图解法的主要步骤为:A. 根据物系和操作压力在y -x 图上作出相平衡曲线,并画出对角线作为辅助线;B. 在x 轴上定出x =x D 、x F 、x W 三点,依次通过这三点作垂线分别交对角线于点a 、f 、b ;C. 在y 轴上定出y C =x D /(R+1)的点c ,连接a 、c 作出精馏段操作线;D. 由进料热状况求出q 线的斜率q/(q-1),过点f 作出q 线交精馏段操作线于点d ;E. 连接点d 、b 作出提馏段操作线;F. 从点a 开始在平衡线和精馏段操作线之间画阶梯,当梯级跨过点d 时,就改在平衡线和提馏段操作线之间画阶梯,直至梯级跨过点b 为止;G. 所画的总阶梯数就是全塔所需的理论踏板数(包含再沸器),跨过点d 的那块板就是加料板,其上的阶梯数为精馏段的理论塔板数。
目录1、符号说明 (2)2.主要物性数据 (4)2.1苯、乙苯的物理性质 (4)2.2苯、乙苯在某些温度下的表面张力 (4)2.3苯、乙苯在某些温度下的粘度 (4)2.4苯、乙苯的液相密度 (4)2.5不同塔径的板间距 (4)3.工艺计算 (5)3.1精馏塔的物料衡算 (5)3.2塔板数的确定 (5)3.3实际塔板数的求取 (6)3.4相关物性参数的计算 (7)3.4.1操作压强 (7)3.4.2平均温度 (8)3.4.3平均摩尔质量 (8)3.4.4平均密度 (9)3.4.5液体平均表面张力 (11)3.4.6气液相负荷 (11)3.5塔和塔板的主要工艺尺寸计算 (13)3.5.1塔径 (13)3.5.2溢流装置 (16)3.5.3弓形降液管宽度 (16)3.5.4降液管底隙高度 (17)3.5.5塔板布置 (17)3.5.6筛孔计算及其排列 (18)3.6筛板的流体力学计算 (18)3.6.1液面落差 (20)3.6.2液沫夹带 (20)3.6.3漏液 (20)3.6.4液泛 (21)3.7塔板负荷性能图 (21)3.7.1漏液线 (21)3.7.2雾沫夹带线 (22)3.7.3液相负荷下限线 (22)3.7.4液相负荷上限线 (23)3.7.5液泛线 (23)6.参考文献 (27)1、符号说明1.1英文字母∆P——气体通过每层筛板的压降,kPa——塔的截面积,m2ATC——负荷因子,无因次t——筛孔的中心距,m——表面张力为20mN/m的C20u——空塔气速,m/s——筛孔直径,mdo——塔板开孔区面积,m2Aan——筛孔数目——降液管截面积,m2AfP——操作压力,kPa——筛孔区面积,m2Aou——漏液点气速,m/sominD——塔径,m'——液体通过降液体系的速度,m/suoe——液沫夹带量,kg液/kg气vV——气体体积流量,m/snR——回流比——气体体积流量,m/sVs——最小回流比Rmin——边缘无效区宽度,mWcM——平均摩尔质量,kg/kmolW——弓形降液管高度,md——平均温度,℃Tm——破沫区宽度,mWsg——重力加速度,m/s2Z——板式塔有效高度,mF——筛孔气相动触因子o——出口堰与沉降管距离,mhl——与平板压强相当的液柱高度,mhcτ——液体在降液管内停留时——与液体流过降液管压强降hd相当的液柱高度,mh——板上清液高度,m f——堰上液层高度,mhowH——出口堰高度,mwH'——进口堰高度,mwhσ——与克服表面张力压强降相当的液柱高度,mL——液相H——板式塔高度,mV——气相H——降液管内清夜层高度,m dL——液体体积流量,m3/hsHF——进料处塔板间距,m HP——人孔处塔板间距,mT——理论板层数δ——筛板厚度,mμ——粘度,mPa·sρ——密度,kg/m3α——质量分率,无因次φ——开孔率,无因次——降液管的底隙高度,mhoσ——表面张力,mN/mmax——最大min——最小2.主要物性数据2.1苯、乙苯的物理性质2.2苯、乙苯在某些温度下的表面张力2.3苯、乙苯在某些温度下的粘度2.4苯、乙苯的液相密度2.5不同塔径的板间距3.工艺计算3.1精馏塔的物料衡算W D F +=W D F Wx Dx Fx +=苯的摩尔质量: 78/A M kg kmol = 乙苯的摩尔质量: 106/B M kg kmol = 原料液及塔顶,塔底产品的平均摩尔质量:()150%7850%10692/F M kg kmol =-⨯+⨯=因为5%F D W x x x ==50%、=98%、分别为原料、塔顶、产品中的苯的摩尔分数所以:5000500054.35/92F F kmol h M === ()54.35(0.50.05)26.30/0.980.05F W D W F X X D kmol h X X ⨯-⨯-===--54.3526.3028.05/W F D kmol h =-=-=3.2塔板数的确定查化工手册得苯和乙苯的t-x-y 关系T/℃ x y - 1 1 84 0.86 0.974 88 0.74 0.939 92 0.635 0.906 96 0.541 0.864 100 0.485 0.816 104 0.4 0.8 108 0.318 0.7 110.6 0.278 0.654 115 0.217 0.571 120 0.156 0.463 125 0.103 0.344 130 0.055 0.205 135 0.01 0.042 136.2 0 0由上图可得q 线与平衡线的交点坐标q q x y (,)为(0.5,0.82)则最小回流比为:min 0.980.820.50.820.5D q q qx y R y x --===--取回流比:min 1.8 1.80.50.9R R ==⨯= 则精馏塔的气液负荷: 精馏段:(1)(0.81)26.3047.34kmol/h V R D =+=+⨯=0.826.3021.04kmol/h L RD ==⨯= 提馏段:'47.34kmol/h V V =='21.0454.3575.39kmol/h L L F =+=+= 求取操作线方程精馏段操作线方程:10.440.5411D n n n x Ry x x R R +=+=+++提馏段操作线方程:1' 1.490.002''m m W m L Wy x x x V V +=-=-由x-y 图,画梯级可得理论板数为7(不包含塔釜),进料板为第4块板。
第9章 精馏 典型例题例1:逐板法求理论板的基本思想有一常压连续操作的精馏塔用来分离苯-甲苯混合液,塔顶设有一平衡分凝器,自塔顶逸出的蒸汽经分凝器后,液相摩尔数为汽相摩尔数的二倍,所得液相全部在泡点下回流于塔,所得汽相经全凝器冷凝后作为产品。
已知产品中含苯0.95(摩尔分率),苯对甲苯的相对挥发度可取为2.5 。
试计算从塔顶向下数第二块理论板的上升蒸汽组成。
解: 884.095.05.15.295.05.115.20000=⨯-=→=+=x x x x y DR=L/D=2905.03/95.0884.0323/95.032:11=+⨯=+=+y x y n n 精馏段方程845.03/95.0793.032793.0905.05.15.2905.05.15.22111=+⨯==⨯-=-=y y y x例2:板数较少塔的操作型计算拟用一 3 块理论板的(含塔釜)的精馏塔分离含苯50%(摩尔分率,下同)的苯-氯苯混合物。
处理量F=100 Kmol/h ,要求 D=45 Kmol/h 且 x D >84%。
若精馏条件为:回流比R=1 ,泡点进料,加料位置在第二块理论板,α=4.10 ,问能否完成上述分离任务? 解:W=55kmol/h精馏段操作线方程:y n+1=0.5x n +0.42提馏段的操作线方程:Fq D R Wx x F q D R qFRD y w )1()1()1()1(--+---++=将相关数据代入得提馏段操作线方程:134.061.1-=x y 逐板计算:y 1=x D =0.84y 2=0.5×0.56+0.42=0.7057.0134.036.061.13=-⨯=y.22.05584.04550=⨯-=-=WDx Fx x Df w ()56.084.01.31.484.01111=⨯-=--=y y x αα36.07.01.31.470.02=⨯-=x22.024.057.01.31.457.03≥=⨯-=x所以不能完成任务。
筛板精馏塔的操作及塔板效率的测定一、实验目的1.了解板式塔的结构与流程,掌握其操作方法。
2.测定筛板塔在全回流和部分回流时的全塔效率。
3.改变操作条件(回流比、加热功率等),观察塔内温度变化,从而了解回流的作用和操作条件对精馏分离效果的影响。
二、实验原理在板式精馏塔中,混合液在塔板上传质、传热,汽相逐板上升,液相逐板下降,层层接触,多次部分冷凝、部分汽化,在塔顶得到较纯的轻组分,塔釜得到较纯的重组分,从而实现分离。
当离开塔板的汽液两相组成平衡、温度相同时,则此塔板称为理论板。
然而在实际操作中,由于塔板上汽液两相接触时间有限及相间返混等因素影响,使汽液两相尚未达到平衡即离开塔板,即一块实际塔板的分离效果达不到一块理论板的作用,因此精馏塔所需的实际板数比理论板数多。
精馏塔之所以能使液相混合物得到较完全的分离,关键在于回流的运用。
从塔顶回流入塔的液体量与塔顶产品量之比称为回流比,它是精馏操作的一个重要控制参数。
回流比数值的大小影响着精馏操作的分离效果与能耗,回流比可分为全回流、最小回流比和实际操作时采用的适宜回流比。
全回流是一种极限情况,它不加料也不出产品。
塔顶冷凝液全部回到塔内,在生产上没有意义。
但是这种操作容易达到稳定,故在装置开工和科学研究中常常采用。
对于一定的分离要求,减少回流比,所需理论塔板数增加,当减到某一回流比时,需要无穷多个理论板才能达到分离要求,这一回流比称为最小回流比。
实际选用的适宜回流比应为最小回流比的1.2 ~ 2倍。
板效率是反映塔板性能及操作好坏的重要指标。
精馏塔塔板数的计算利用图解的方法最简便。
对于二元物系,若已知汽液平衡数据,则根据馏出液的组成x D、料液组成x F、釜残液组成x W及回流比R,很容易求出理论板数N T。
1.全回流操作时的全塔效率E T和单板效率E mV(n)的测定在全回流操作时,操作线在x-y图上为对角线,根据实验中所测定的塔顶、塔底组成和在操作线和平衡线间作梯级,即可得到理论板数,然后根据装置实际板数,由式(1)可求取全塔效率。
化工原理各章问答题-新第9章吸收1.吸收分离的依据是什么?如何分类?吸收操作在生产中有哪些应用?依据:组分在溶剂中的溶解度差异。
分类:a.按过程有无化学反应:分为物理吸收、化学吸收b.按被吸收组分数:分为单组分吸收、多组分吸收c.按过程有无温度变化:分为等温吸收、非等温吸收d.按溶质组成高低:分为低组成吸收、高组成吸收应用:分离混合气体以回收所需组分,如用洗油处理焦炉气以回收其中的芳炷等。
净化或精制气体,如用水或碱液脱除合成氨原料气中的二氧化碳等。
制备液相产品,如用水吸收氯化氢以制备盐酸等。
工业废气的治理,如工业生产中排放废气中含有NO SO等有毒气体,则需用吸收法除去,以保护大气环境2.如何表达吸收中的气液平衡关系?相平衡关系是与体系的温度、压力以及本身物性相关的,较准确描述平衡关系是较复杂的,但对采用稀溶液吸收混合气中低浓度溶质组分时,其溶解度曲线通过原点,并为一直线。
这样相平衡关系除用溶解度曲线表示外,多用亨利定律描述。
3.何谓分子扩散?何谓Fick定律?借助分子微观运动,使组分从浓度高处向浓度低处传递。
分子扩散发生在静止流或作层流流动的流体中。
扩散通量(单位时间通过垂直于扩散方向的单位截面积的扩散物质流量)与浓度梯度成正比o J=—D (dc/dz)扩散通量方向与浓度梯度方向相反,J:扩散通量;D:扩散系数;(dc/dz):浓度梯度4.吸收传质中的双膜理论的基本点是什么?a.气液相间有稳定的相界面b.相界面两侧各有一停滞膜,膜内的传质以分子扩散方式进行(虚拟膜或者有效膜)c.传质阻力全部集中在虚拟膜内,膜外的主体中高度湍流传质阻力为05.吸收推动力是什么?有哪些表示方法?吸收推动力就是组分在气相主体的分压与组分在液相的分压之差。
表示方法有:分压差浓度差,还有气相和液相比摩尔分率差,气相和液相摩尔分率差,6.物理吸收与化学吸收的主要区别在哪里?气相侧的传递过程与物理吸收完全相同,液相侧-溶质在液相中以部分物理溶解态和部分化学态存在;化学态的存在增大溶解度,增加容量,降低了气相的平衡分压,增加气相传质推动力。
第9章 精馏 典型例题例1:逐板法求理论板的基本思想有一常压连续操作的精馏塔用来分离苯-甲苯混合液,塔顶设有一平衡分凝器,自塔顶逸出的蒸汽经分凝器后,液相摩尔数为汽相摩尔数的二倍,所得液相全部在泡点下回流于塔,所得汽相经全凝器冷凝后作为产品。
已知产品中含苯0.95(摩尔分率),苯对甲苯的相对挥发度可取为2.5 。
试计算从塔顶向下数第二块理论板的上升蒸汽组成。
解: 884.095.05.15.295.05.115.20000=⨯-=→=+=x x x x y DR=L/D=2905.03/95.0884.0323/95.032:11=+⨯=+=+y x y n n 精馏段方程845.03/95.0793.032793.0905.05.15.2905.05.15.22111=+⨯==⨯-=-=y y y x例2:板数较少塔的操作型计算拟用一 3 块理论板的(含塔釜)的精馏塔分离含苯50%(摩尔分率,下同)的苯-氯苯混合物。
处理量F=100 Kmol/h ,要求 D=45 Kmol/h 且 x D >84%。
若精馏条件为:回流比R=1 ,泡点进料,加料位置在第二块理论板,α=4.10 ,问能否完成上述分离任务? 解:W=55kmol/h精馏段操作线方程:y n+1=0.5x n +0.42提馏段的操作线方程:Fq D R Wx x F q D R qFRD y w )1()1()1()1(--+---++=将相关数据代入得提馏段操作线方程:134.061.1-=x y 逐板计算:y 1=x D =0.84y 2=0.5×0.56+0.42=0.7057.0134.036.061.13=-⨯=y.22.05584.04550=⨯-=-=WDx Fx x Df w ()56.084.01.31.484.01111=⨯-=--=y y x αα36.07.01.31.470.02=⨯-=x22.024.057.01.31.457.03≥=⨯-=x所以不能完成任务。
精馏塔的操作及塔效率的测定实验一. 实验目的1. 了解筛板精馏塔及其附属设备的基本结构,掌握精馏过程的基本操作方法。
2. 学会判断系统达到稳定的方法,掌握测定塔顶、塔釜溶液浓度的实验方法。
3. 学习测定精馏塔全塔效率和单板效率的实验方法,研究回流比对精馏塔分离效率的影响。
二.基本原理1.全塔效率T E全塔效率又称总板效率,是指达到指定分离效果所需理论板数与实际板数的比值,即1T T PN E N -= 式中,T N -完成一定分离任务所需的理论塔板数,包括蒸馏釜;P N -完成一定分离任务所需的实际塔板数,本装置P N =10。
全塔效率简单地反映了整个塔内塔板的平均效率,说明了塔板结构、物性系数、操作状况对塔分离能力的影响。
对于塔内所需理论塔板数T N ,可由已知的双组分物系平衡关系,以及实验中测得的塔顶、塔釜出液的组成,回流比R 和热状况q 等,用图解法求得。
2.单板效率M E单板效率又称莫弗里板效率,如图1所示,是指气相 或液相经过一层实际塔板前后的组成变化值与经过一层理论塔 板前后的组成变化值之比。
1n x +图1 塔板气液流向示意按气相组成变化表示的单板效率为1*1n n MV n n y y E y y ++-=- 按液相组成变化表示的单板效率为1*1n n ML n nx x E x x ---=- 式中,n y 、1n y +-离开第n 、n+1块塔板的气相组成,摩尔分数;1n x -、n x -离开第n-1、n 块塔板的液相组成,摩尔分数;*n y -与n x 成平衡的气相组成,摩尔分数;*n x -与n y 成平衡的液相组成,摩尔分数。
3. 图解法求理论塔板数T N图解法又称麦卡勃-蒂列(McCabe -Thiele )法,简称M -T 法,其原理与逐板计算法完全相同,只是将逐板计算过程在y -x 图上直观地表示出来。
精馏段的操作线方程为:111D n n x R y x R R +=+++ 式中, 1n y +-精馏段第n+1块塔板上升的蒸汽组成,摩尔分数;n x -精馏段第n 块塔板下流的液体组成,摩尔分数;D x -塔顶溜出液的液体组成,摩尔分数;R -泡点回流下的回流比。
1.回流比:在精馏过程中,混合液加热后所产生的蒸汽由塔顶蒸出,进入塔顶冷凝器。
蒸汽在此冷凝(或部分冷凝)成液体,将其一部分冷凝液返回塔顶沿塔板下流,这部分液体叫做回流液;将另一部分冷凝液(或未凝蒸汽)从塔顶采出,作为产品。
回流比就是回流液量与采出量的重量比,通常以通常以R来表示,即R=L/D 式中R-回流比L-单位时间内塔顶回流液体量,公斤/小时。
D-单位时间内塔顶采储量,公斤/小时。
2.最小回流比:在规定的分离精度要求下,即塔顶、塔釜采出的组成一定时,逐渐减少回流比,此时所谓的理论板数逐渐增加。
当回流比减少到某一数值时,所需的理论板数增加至无数多,这个回流比的数值,成为完成该项预定分离任务的最小回流比。
通常操作时的实际回流比取为最小回流比的1.3~2倍。
3.全回流:在精馏操作中,把停止塔进料,塔釜出料和塔顶出料,将塔顶冷凝液全部作为回流液的操作叫全回流。
全回流的操作一般用在精馏塔开车初期,或用在生产不正常时精馏塔的自身循环操作中。
4.最适宜回流比是怎样确定:对固定分离要求的过程来说,当减少回流比时,运转费用(主要表现在塔釜加热量和塔顶冷量)将减少,所需塔板数将增加,塔的投资费用增大;反之,当增加回流比时,可减少塔板数,却增加了运转费用。
因此,在设计时应选择一个最适宜的回流比,以使投资费用和经常运转的操作费用之和在特定的经济条件下最小,此时的回流比称之为最适宜回流比。
5.回流比的控制方式:1.分凝器:适用于通过调节循环水进水量控制冷凝器有效冷凝面积和气相采出量,适用于连续精馏。
2.全回流:适用于高凝高沸的工艺物料连续精馏和间歇精馏。
3.靠重力回流形式:通过调节采出量的多少控制回流量,采出的阀门可为手动调节或电动调节,适应于冷凝器在高位的连续精馏。
4. 适用于冷凝器高位的间歇精馏:通过回流比控制器控制回流和采出,阀门装在采出侧,根据手动或电动调节采出量。
5.靠重力回流的连续精馏:通过流量计测量回流量或者采出量调节采出和回流的多少。
简答(制药3题共15分,高材4题共20分)1.简述双膜理论的原理?P15气液界面两侧各存在一层静止的气膜和液膜,其厚度为δg和δL,全部传质阻力集中于该两层静止膜中,膜中的传质是定态的分子扩散。
2.回流比的概念、对精馏塔理论板数的影响及适宜回流比的选择方法。
回流比的概念:回流量的相对大小,塔顶回流量L与塔顶产品量D之比。
影响:回流比越大,所需的理论板数减少。
回流比越小,所需理论板数越多。
适宜回流比的选择方法:尽可能使设备费用与操作费用总和为最小,通常取R opt=(1.2~2)R min 3.求取最小液气比有何意义?适宜液气比如何选择?增大液气比对操作线有何影响?意义:求得最小液气比就求得了吸收液理论上的最高组成,实际不可达到,有利于选择适宜液气比。
适宜液气比的选择:适宜液气比要从操作费和设备费两方面考虑,结合经济效应,选择合适液气比,适宜液气比是在最小液气比的1.1-1. 5倍范围内。
影响:增大液气比,操作线更远离平衡线,推动力增大,越加有利于吸收4.吸收中,什么时候是气膜阻力控制?此时如何提高吸收总系数?P18传质阻力主要集中于气相的吸收过程。
(易溶气体平衡线m小)其吸收过程通常为气膜阻力控制。
方法:增加湍流程度,降低温度,增加气体流率。
5.简述在定压条件下,苯-甲苯混和液的t-x-y图中的两条曲线和三个区域的名称。
6.何谓干燥速率?干燥过程分为哪几个阶段?各受什么控制?干燥速率是单位时间单位干燥面积.上所汽化的水分量。
干燥分为恒速干燥阶段和降速干燥阶段。
恒速干燥阶段受表面汽化速率控制,降速干燥阶段受内部扩散控制。
7.什么是理论板?默弗里板效率有何含义?理论板是气、液两相皆充分混合而且传质与传热过程的阻力皆为零的理想化塔板。
默弗里板效率表示离开同一塔板两相的平均组成之间的关系,可以适应实际板数的计算需要,表示了实际提浓度和理论提浓度之间的关系。
8.怎样简洁地在y-x图上画出精馏段和提馏段操作线?见P709.恒速干燥阶段的湿物料表面温度是什么温度?为什么?湿球温度原因:物料中的非结合水无论其数量多少,所表现的性质均与液态纯水相同。