锻造法兰系列
- 格式:pdf
- 大小:258.52 KB
- 文档页数:9

盲法兰目录编辑本段简介盲法兰盲法兰就是用在两法兰连接处堵死管道设备等的一块实心板,或是常用钢板。
目的是管道设备的试压、试漏、封堵管道。
产品管道尺寸范围为½"至96",法兰等级范围为150#至10,000#。
盲法兰产品采用凸面或环形舌榫接合衬垫表面。
盲法兰产品具有A (MSS SP44)或B (API 605)两个系列,符合ASME/ANSI B16.5和B16.47规范。
编辑本段生产工艺生产工艺主要分为锻造、铸造、割制、卷制这四种。
铸造法兰铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);铸件的优点在于可以搞出比较复杂的外形,成本比较低;从生产工艺流程区别铸造法兰和锻造法兰的不同,比如离心法兰就属于铸造法兰的一种。
离心法兰属于精密铸造方法生产法兰,该种铸造较普通砂型铸造组织要细很多,质量提高不少,不易出现组织疏松、气孔、沙眼等问题。
首先我们需要了解离心法兰是怎样生产制作的,离心浇铸制做平焊法兰的工艺方法及产品,其特征是该产品经过下列工艺步骤加工而成:①将所选原材料钢材放入中频电炉熔炼,使钢水温度达到1600-1700℃;②将金属模具预加热到800-900℃保持恒温;③起动离心机,将步骤①中钢水注入步骤②中预热后金属模具;④铸件自然冷却到800-900℃保持1-10分钟;⑤用水冷却至接近常温,脱模取出铸件。
锻造法兰锻造法兰一般比铸造法兰含碳低不易生锈,锻件流线型好,组织比较致密,机械性能优于铸造法兰;锻造工艺不当也会出现晶粒大或不均,硬化裂纹现象,锻造成本高于铸造法兰。
锻件比铸件能承受更高的剪切力和拉伸力。
锻件优点在于内部组织均匀,不存在铸件中的气孔,夹杂等有害缺陷;我们再来了解锻造法兰的生产工艺流程:锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。

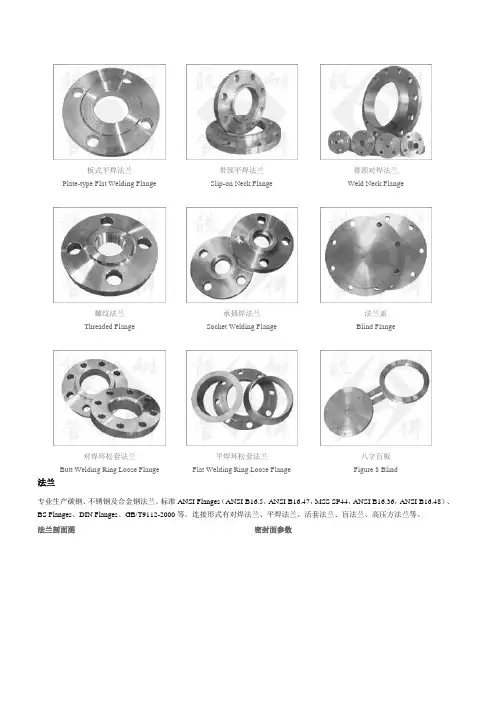
板式平焊法兰
带颈平焊法兰 带颈对焊法兰 Plate-type Flat Welding Flange
Slip-on Neck Flange
Weld Neck Flange
螺纹法兰 承插焊法兰 法兰盖 Threaded Flange
Socket Welding Flange
Blind Flange
对焊环松套法兰
平焊环松套法兰
八字盲板 Butt Welding Ring Loose Flange
Flat Welding Ring Loose Flange
Figure 8 Blind
法兰
专业生产碳钢、不锈钢及合金钢法兰。
标准ANSI Flanges (ANSI B16.5,ANSI B16.47,MSS SP44,ANSI B16.36,ANSI B16.48)、BS Flanges 、DIN Flanges 、GB/T9112-2000等。
连接形式有对焊法兰、平焊法兰、活套法兰、盲法兰、高压方法兰等。
法兰剖面图
密封面参数
法兰结构图
板式平焊法兰(PL)带颈平焊法兰(SO)带颈对焊法兰(WN)承插焊法兰(DN15-80)SW
螺纹法兰(DN15-80)TH法兰盖(BL)带颈对焊环松套法兰LF.SE平焊环松套法兰PJ.RJ
环槽面法兰及法兰盖大直径平板法兰(600-4800mm)大直径高颈法兰(600-4000mm)八字盲板BL
法兰制造标准
法兰常用材料。
304不锈钢法兰的锻造和热处理工艺流程包括以下步骤:
1. 材料准备:选择合适的304不锈钢材料,并进行表面清洁和预处理。
2. 加热:将304不锈钢材料加热至适当的温度。
通常情况下,加热温度在1000°C到1200°C之间,具体温度取决于材料的精确要求和锻造工艺。
3. 锻造:将加热后的304不锈钢材料放入锻造设备中,通过锤击或压力形成需要的形状。
锻造一般分为自由锻造、模锻和冷锻等不同形式,根据实际需要进行选择。
4. 冷却和退火:锻件完成后,将其冷却至室温。
随后,可以对锻件进行退火处理以消除内部应力,并提高材料的机械性能和耐腐蚀性。
5. 修整和加工:对锻造后的304不锈钢法兰进行修整和加工,包括切割、磨削、钻孔等工序,以达到最终的尺寸和质量要求。
6. 清洁和检查:对锻造和加工后的304不锈钢法兰进行清洁,确保其表面没有污垢和缺陷。
随后,进行质量检查,包括外观检查、尺寸测量和材料性能测试等。
7. 表面处理:根据具体要求,可以对304不锈钢法兰进行表面处理,例如抛光、电镀或喷涂等,以增加其美观性和耐腐蚀性。
8. 包装和出厂:最后,将304不锈钢法兰进行适当的包装,确保其在运输和储存过程中不受损坏。
随后,发货给客户或仓库。
这是一般的304不锈钢法兰锻造和热处理工艺流程,具体的工艺流程可能因制造商和产品要求而有所不同。
在实际生产中,应根据具体情况进行调整和优化。
法兰三级锻符号法兰三级锻符号法兰生产工艺中的一种技术,和平时我们所说的热锻是相对的。
这个阶段是为了减小模具及工件尺寸,方便下一步操作而进行的。
这个时候锻造刀口只是部分消失,刀头未发生转动,工件变形也较小。
法兰三级锻与热锻不同,它没有出现残余应力,变形很大,需要的加热量比热锻少得多,故此阶段温度均不高。
法兰三级锻变形过程十分复杂,可以划分为5个区:自由锻变形区(原始锻造的金属,处于自由状态),轻度白区,轻度白——自由锻变形区,中间区(为各种锻造开坯或成形所必须),锻造白区(最终形成的铸件或锻件)。
1.自由锻变形区自由锻变形区是法兰三级锻的主要变形区,其总变形量占整个变形总量的50%~60%,一般占60%~70%。
此区变形从简单变到复杂。
1)自由锻变形在该区变形,锻造空间将随着工件逐渐增大而增大。
2)自由锻变形的特点是,第二次循环锻造的过程是在第一次锻造的基础上进行的,因此,在该区锻造初期,一般存在较大的轴向压力。
3)在这个区域内主要发生纵向塑性变形。
4)这一区域的锻造应注意顶锻和校正。
5)由于反复塑性变形和反复镦拔,工件在该区域内会产生内应力,如果不加控制,内应力会引起各种缺陷。
2.轻度白区在自由锻变形区之后,是锻造白区,在这个区域内又包括2个小区:轻度白区(有利于进一步锻透)和中间区(消除残余应力)。
轻度白区:在工件锻造白区,通常称为工艺性轴向退让或轻度锻造。
它是锻造内应力松弛区,这时还存在一些剩余应力。
3.轻度白——自由锻变形区这是用来校正变形量较小、方向近似于锻造轴线的自由锻工序,当然也是上一道工序所达不到的。
4.锻造白区它是指第一次成形所成零件的毛坯,锻造白区的宽度为300~400mm。
5.综合锻造:经过锻造白区,再经过连续镦拔工序所形成的毛坯,称为综合锻造。
6.变形特点:一般都在中间锻造,特殊情况才能在两端完成锻造;第一次循环锻造时,金属体积将显著缩小,切应力降低,使锻件的质量提高;锻件结构强度大,表面光滑。
铝法兰铝锻件
铝法兰铝锻件是一种常用于管道连接的零部件。
由于其重量轻、
耐腐蚀性强、加工精度高等特点,越来越多的企业开始采用铝法兰铝
锻件作为管道连接配件。
首先,铝法兰铝锻件具有优良的耐腐蚀性和耐磨性。
铝合金材料
本身就具有耐腐蚀的特性,因此铝法兰铝锻件的耐腐蚀性也很好。
另外,铝法兰铝锻件的机械强度高,可以承受较大的力。
这使得它特别
适合在高压、高温或高腐蚀度环境下使用,能够保证管道连接的安全
性和稳定性。
其次,铝法兰铝锻件加工精度高,能够满足多种管道连接需求。
铝法兰铝锻件采用数控机床等高精度设备加工,保证了其加工精度和
质量。
铝法兰铝锻件具有多个各种口径和规格,能够满足不同管道连
接需求,还可以根据客户需要进行定制。
最后,使用铝法兰铝锻件要注意一些事项。
要选择适合自己的铝
法兰铝锻件规格,不要超出其承载范围。
安装时不要使用过量的扭矩,以免损坏铝法兰铝锻件和管道。
在使用前需要进行彻底的检查确认,
保证铝法兰铝锻件和管道连接处没有漏水现象。
总的来说,铝法兰铝锻件作为一种新型管道连接产品,具有许多
优点,在多个领域中得到了广泛的应用,成为管道连接的首选零配件。
使用铝法兰铝锻件需要注意相关事项,才能确保其性能,保障管道系
统的稳定性和安全性。
f22法兰锻造标准
一、材质选择
F22法兰锻造的材质应选用符合相关标准要求的钢材,如ASTM A105、15A136等。
钢材应具有足够的强度、塑性和韧性,以满足锻造过程中的要求。
二、制造工艺
1.锻造前,应对钢材进行加热处理,以增加材料的塑性。
加热温度和保温时
间应根据钢材的材质和厚度来确定。
2.锻造过程中,应采用合适的模具和锻造设备,如液压机、锻锤等。
根据产
品设计要求,将钢材加工成所需的形状和尺寸。
3.锻造完成后,应对法兰进行冷却处理,以防止变形和开裂。
三、尺寸精度
F22法兰的尺寸精度应符合相关标准要求,如ISO 286、GB/T 9119等。
在锻造过程中,应采用精确的模具和加工设备,确保法兰的尺寸精度。
四、表面质量
F22法兰的表面质量应光滑、平整,无裂纹、气孔、夹杂物等缺陷。
在锻造过程中,应采用适当的加工方法和工艺,以获得良好的表面质量。
五、机械性能
F22法兰的机械性能应符合相关标准要求,如ASTM A307等。
在锻造过程中,应通过合理的热处理工艺,确保法兰的强度、塑性和韧性达到要求。
六、无损检测
对F22法兰进行无损检测是确保其质量和安全性的重要手段。
无损检测方法包括射线探伤、超声波探伤、磁粉探伤等。
检测过程中应按照相关标准要求进行操作,以确保检测结果的准确性和可靠性。
七、标志和标签
在F22法兰上应清晰地标注产品的规格、型号、材质等信息,以便识别和使用。
同时,在产品包装上应附有相应的标签和合格证明,以方便客户了解产品的详细信息。
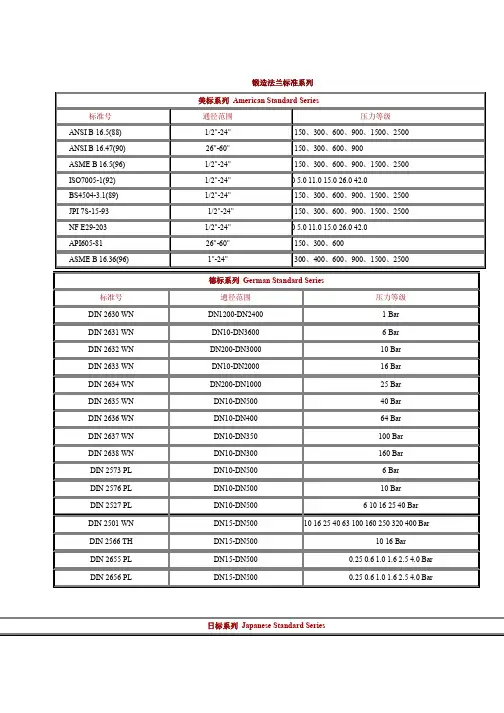
锻造法兰标准系列美标系列American Standard Series标准号通径范围压力等级ANSI B 16.5(88) 1/2"-24" ass 150、300、600、900、1500、2500ANSI B 16.47(90) 26"-60" ass 150、300、600、900ASME B 16.5(96) 1/2"-24" ass 150、300、600、900、1500、2500ISO7005-1(92) 1/2"-24" N2.0 5.0 11.0 15.0 26.0 42.0BS4504-3.1(89) 1/2"-24" ass 150、300、600、900、1500、2500JPI 7S-15-93 1/2"-24" ass 150、300、600、900、1500、2500NF E29-203 1/2"-24" N2.0 5.0 11.0 15.0 26.0 42.0API605-81 26"-60" ass 150、300、600ASME B 16.36(96) 1"-24" ass 300、400、600、900、1500、2500德标系列German Standard Series标准号通径范围压力等级DIN 2630 WN DN1200-DN2400 1 BarDIN 2631 WN DN10-DN3600 6 BarDIN 2632 WN DN200-DN3000 10 BarDIN 2633 WN DN10-DN2000 16 BarDIN 2634 WN DN200-DN1000 25 BarDIN 2635 WN DN10-DN500 40 BarDIN 2636 WN DN10-DN400 64 BarDIN 2637 WN DN10-DN350 100 BarDIN 2638 WN DN10-DN300 160 BarDIN 2573 PL DN10-DN500 6 BarDIN 2576 PL DN10-DN500 10 BarDIN 2527 PL DN10-DN500 6 10 16 25 40 Bar DIN 2501 WN DN15-DN500 10 16 25 40 63 100 160 250 320 400 Bar DIN 2566 TH DN15-DN500 10 16 BarDIN 2655 PL DN15-DN500 0.25 0.6 1.0 1.6 2.5 4.0 Bar DIN 2656 PL DN15-DN500 0.25 0.6 1.0 1.6 2.5 4.0 Bar日标系列Japanese Standard Series标准号通径范围压力等级JIS B 2220 PL DN10-DN400 5KJIS B 2220 SO DN450-DN1000 5KJIS B 2220 PL DN10-DN225 10KJIS 2220 SO DN250-DN1000 10KJIS 2220 SO DN10-DN1200 16K 20K 30KJIS 2220 WN DN15-DN400 30K国标系列National Standard Series标准号通径范围压力等级GB/T 9112-9113.4-2000 DN10-DN2000 PN 0.25/ 0.6/1.0/2.5/ 4.0/ 6.3 /10.0/ 16.0 Mpa JB/T 74-86.2-94 DN10-DN1600 PN 0.25/ 0.6/ 1.0/ 2.5/ 4.0/ 6.3/ 10.0/ 16.0/ 20.0 MpaHG 20592-20626-97 DN10-DN2000 PN 0.25 /0.6 /1.0 /2.0 /2.5 /4.0 /5.0 /6.3 /10.0/ 11.0/ 15.0/16.0/25.0/26.0/42.0 MpaSH 3406-96 DN10-DN1500 PN 1.0/ 2.0/ 5.0 /6.8 /10.0/ 15.0/ 25.0 /42.0 Mpa GB/T 17241.1-17241.7 DN10-DN4000 PN 0.25/ 0.6 /1.0/ 1.6/ 2.0/ 2.5 /4.0/ 5.0 MpaGB/T 15530.1-15530.8 DN10-DN1800 PN 0.6/ 1.0/ 1.6/ 2.0/ 2.5 /4.0 /5.0 Mpa电力部系列Power Ministry Series标准号通径范围压力等级D-GD86-0510-0537 DN15-DN2000 PN 0.25 0.6 1.0 1.6 2.5 4.0 6.4 10.0 Mpa DG0511-0541 DN15-DN1000 PN 0.25 0.6 1.0 1.6 2.5 4.0 6.4 10.0 20.0 32.0 Mpa压力容器系列Pressure Vessel Series标准号通径范围压力等级JB/T 4701-2000(甲型) DN300-DN2000 PN 0.25 0.6 1.0 1.6 10.0 MpaJB/T 4702-2000(乙型) DN300-DN3000 PN 0.25 0.6 1.0 1.6 2.5 4.0 MpaJB/T 4703-2000(长颈) DN300-DN2000 PN 0.6 1.0 1.6 2.5 4.0 6.4 Mpa船用系列Shipping Series标准号通径范围压力等级GB573-581-76 DN20-DN500 PN 0.6 1.0 1.6 2.5 4.0 6.4 Mpa GB2506-2507-89 DN10-DN2000 PN 0.25 0.6 1.0 1.6 2.5 Mpa GB4450-84 DN20-DN500 PN 0.6 1.0 1.6 Mpa GB10746-10749-89 DN10-DN600 PN 0.6 1.0 1.6 2.5 4.0 6.4 Mpa。
风电锻造法兰工艺流程一、引言风电锻造法兰是一种常见的零部件,广泛应用于风力发电机组。
本文将介绍风电锻造法兰的工艺流程,包括材料准备、加热处理、锻造成形、热处理、机加工和质检等环节。
二、材料准备风电锻造法兰的材料通常选用高强度合金钢或不锈钢。
在生产开始前,需要对材料进行质量检验,确保其符合相关标准和要求。
同时,对材料进行切割、清洗和预加热处理,以提高后续工艺的顺利进行。
三、加热处理在进行锻造之前,需要对材料进行加热处理。
加热处理的目的是提高材料的塑性和可锻性,以便更容易进行塑性变形。
通常采用电阻加热炉进行加热,根据材料的不同,加热温度也有所差异。
四、锻造成形加热后的材料进入锻造机械设备进行锻造成形。
锻造是通过施加压力使金属发生塑性变形,改变其形状和尺寸。
风电锻造法兰的成形包括两个步骤:预锻和精锻。
预锻是指将材料锻造成大致形状,精锻则是在预锻的基础上进一步锻造,使其达到设计要求的尺寸和形状。
五、热处理锻造完成后,需要对风电锻造法兰进行热处理。
热处理的目的是通过控制材料的组织结构和性能,提高其力学性能和耐磨性。
常见的热处理方法包括退火、正火、淬火和回火等。
根据具体要求,选择适当的热处理方法进行处理。
六、机加工热处理完成后,风电锻造法兰需要进行机加工,以达到设计要求的尺寸和表面精度。
机加工包括车削、铣削、钻孔等工艺,需要根据具体情况选择合适的机床和刀具进行加工。
七、质检对风电锻造法兰进行质检。
质检的目的是确保产品的质量和性能符合相关标准和要求。
常见的质检项目包括尺寸测量、力学性能测试、表面质量检验等。
只有通过质检合格的产品才能投入使用或销售。
八、总结风电锻造法兰的工艺流程包括材料准备、加热处理、锻造成形、热处理、机加工和质检等环节。
每个环节都需要严格控制和操作,以确保最终产品的质量和性能。
风电锻造法兰在风力发电领域具有重要作用,其工艺流程的完善和优化对于提高产品质量和生产效率具有重要意义。
希望本文能够对读者了解风电锻造法兰的工艺流程有所帮助。
钛合金锻造法兰的工艺流程咱先说说钛合金这材料吧。
钛合金可是个相当厉害的角色,它强度高、耐蚀性好。
在锻造法兰的时候,选对钛合金的种类就像是选对了一个超棒的伙伴,不同种类的钛合金性能有点差别呢。
那锻造的第一步呀,就是原料准备。
这可不是随便抓一把钛合金就开始的事儿。
得把钛合金的原材料按照要求切割成合适的大小块。
就像咱们做菜,得把食材切成合适的形状大小,这样才能方便后面的操作呀。
这切割得精准,要是切大了或者切小了,后面锻造出来的法兰可能就不符合规格了。
接下来就是加热这个步骤啦。
钛合金这东西可有点小脾气,加热的时候得特别小心。
温度要控制得刚刚好,就像照顾一个特别娇弱的小宝贝。
温度低了,它不好变形,锻造起来特别费劲;温度高了呢,可能就会对钛合金的性能产生不好的影响。
加热到合适的温度后,钛合金就变得软乎乎的,就等着被塑造成法兰的形状啦。
然后就是锻造的重头戏啦。
工人师傅就像一个超级魔法师,拿着各种锻造工具,对加热后的钛合金进行捶打、挤压之类的操作。
这个过程可不容易,每一下都得有经验,有力度。
要把钛合金慢慢变成法兰的形状,就像是在捏一个超级精致的艺术品。
而且在锻造过程中,还得时不时地检查形状,看看是不是按照设计来的。
要是有一点点偏差,就得赶紧调整。
锻造完了,可还没结束哦。
还得进行一些后续的处理。
比如说热处理,这就像是给锻造完的法兰来个SPA。
通过热处理,可以让法兰的性能更加稳定,强度啊、韧性啊之类的性能都能得到优化。
就像人运动完了要休息放松一下,法兰经过热处理也能变得更加完美。
还有表面处理这一步呢。
毕竟法兰在使用的时候,表面要是坑坑洼洼或者有什么缺陷可不行。
表面处理可以让法兰的表面变得光滑平整,还能提高它的耐腐蚀性。
这就像给法兰穿上了一件漂亮又耐用的衣服。
304法兰锻造热处理工艺流程304法兰是一种常用的法兰连接件,在工业生产中应用广泛。
为了保证304法兰的质量和性能,需要经过锻造和热处理工艺的加工流程。
本文将详细介绍304法兰锻造热处理工艺流程。
一、锻造工艺流程304法兰的锻造工艺是通过将金属材料加热至一定温度,然后施加压力使其变形,最终得到所需形状的工艺过程。
下面是304法兰的锻造工艺流程:1. 材料准备:选择合适的304不锈钢材料,根据需要的尺寸和形状进行切割和预加工。
2. 加热:将切割好的304不锈钢材料放入锻造炉中进行加热。
加热温度通常在1100℃到1200℃之间,以保证材料具有良好的塑性和变形性能。
3. 锻造:加热至适宜温度后,将材料放入锻造机械设备中,施加一定的压力进行锻造。
通过锻造过程,使材料发生塑性变形,从而得到所需形状的304法兰。
4. 热处理:锻造后的304法兰需要进行热处理,以消除内部应力并提高其力学性能。
常用的热处理方法包括退火、正火和淬火等。
5. 修整:经过热处理后的304法兰可能会出现一些不平整或不符合尺寸要求的问题,需要进行修整。
修整工艺包括修切、磨削、打磨等,以保证304法兰的平整度和尺寸精度。
二、热处理工艺流程热处理是通过对304法兰进行加热和冷却的过程,以改变其组织结构和性能。
下面是304法兰的热处理工艺流程:1. 加热:将304法兰放入炉中进行加热。
加热温度和时间根据具体要求进行控制,一般在800℃到1100℃之间。
加热温度和时间的选择是根据304不锈钢的相图和热处理要求来确定的。
2. 保温:将加热至设定温度的304法兰保持一段时间,以使其内部组织发生相应的变化。
保温时间根据304不锈钢的厚度和要求来确定。
3. 冷却:在保温结束后,将304法兰从炉中取出,进行冷却。
冷却方法可以有空气冷却、水冷却或油冷却等。
冷却速度的选择会对304法兰的组织和性能产生影响。
4. 检验:经过热处理的304法兰需要进行检验,以确保其满足要求。
钛合金锻造法兰的工艺流程钛合金锻造法兰,这可是个很有趣的东西呢!那它的工艺流程啊,就像是一场奇妙的旅行。
一、原材料准备。
咱得先把钛合金材料准备好呀。
钛合金可不是那种随随便便就能找到的材料,它可是经过精心挑选的呢。
就像是挑选参加一场盛大舞会的嘉宾一样,得是那些质量上乘、性能良好的钛合金。
这些原材料得有合适的纯度,杂质太多可不行哦。
就像我们交朋友,那些品行不端的人可不能让他们混进我们的小圈子。
而且啊,材料的尺寸也要符合要求,不能太大也不能太小,这就像是给每个零件都安排了一个刚刚好的“小窝”,不大不小正合适。
二、加热。
有了材料,接下来就要给它加热啦。
加热这个过程就像是给钛合金做个热身运动呢。
把钛合金放到专门的加热设备里,让它慢慢变得热乎乎的。
这个温度可不能随便定,得根据钛合金的具体成分和要锻造的法兰的规格来确定。
要是温度低了,钛合金就像没睡醒的小懒虫,不愿意变形;要是温度太高了呢,它可能就像调皮的小猴子,变得不受控制啦。
在加热的时候啊,还得时刻盯着温度表,就像妈妈盯着宝宝的体温一样,一点点的变化都不能放过呢。
三、锻造。
加热好的钛合金就可以开始锻造啦。
锻造就像是一场力量的较量。
把热乎乎的钛合金放到锻造设备里,通过压力让它变成我们想要的法兰形状。
这个过程可不容易呢,就像把一块柔软的泥巴捏成一个精致的花瓶一样。
锻造师傅得有高超的技艺,根据经验来控制压力的大小和锻造的方向。
有时候啊,钛合金可能会有点“小脾气”,不太听话,但是师傅们总是有办法让它乖乖就范。
而且在锻造过程中,还得注意锻造的速度,不能太快也不能太慢,就像我们走路一样,要有个合适的节奏。
四、加工整形。
锻造完了之后呢,法兰的形状可能还不是那么完美,这时候就需要加工整形啦。
这个过程就像是给法兰做个小美容。
用各种加工工具,把法兰表面不平整的地方修一修,把尺寸再精确一下。
就像女孩子化妆一样,一点点地把瑕疵都去掉,让法兰变得更加精致。
加工整形的时候啊,也要特别小心,不能把之前锻造好的形状给破坏了,这就需要师傅们有一双巧手,像绣花一样精细。
这12种法兰你都认全了么法兰学问大全法兰基本介绍管法兰及其垫片、紧固件统称为法兰接头。
1、应用:法兰接头是工程设计中使用极为普遍、涉及面特别广泛的一种零部件。
它是配管设计、管件阀门必不可少的零件,而且也是设备、设备零部件(如人孔、视镜液面计等)中必备的构件。
此外,其它专业如工业炉、热工、给排水、采暖通风、自控等,也常常使用法兰接头。
2、材质:锻钢、WCB碳钢、不锈钢、316L、316、304L、304、321、铬钼钢、铬钼钒钢、钼二钛、衬胶、衬氟材质。
3、分类:平焊法兰、带颈法兰、对焊法兰、环连接法兰、承插法兰及盲板等。
4、执行标准:有GB系列(国家标准)、JB系列(机械部)、HG系列(化工部)、ASMEB16.5(美标)、BS4504(英标)、DIN(德标)、JIS(日标)。
5、国际管法兰标准体系:国际上管法兰标准紧要有两个体系。
以德国DIN(包括原苏联)为代表的欧洲管法兰体系以美国ANSI管法兰为代表的美洲管法兰体系。
12种法兰类型及特点1、板式平焊法兰板式平焊法兰(化工标准HG20592、国家标准GB/T9119、机械JB/T81)。
优点:取材便利,制造简单,成本低,使用广泛。
缺点:刚性较差,因此不得用于有供需、易燃、易爆和较高真空度要求的化工工艺配管系统和高度、极度危害的场合。
密封面型式有平面和突面。
2、带颈平焊法兰带颈平焊法兰属于国标法兰标准体系,是国标法兰(又称GB法兰)的其中一种表现形式,是设备或管道上常用的法兰之一。
优点:现场安装较便利,可省略焊缝拍揉伤的工序。
缺点:带颈平焊法兰颈部高度较低,对法兰的刚度、承载本领有所提高。
与对焊法兰相比,焊接工作量大,焊条耗量高,经不起高温高压及反复弯曲和温度波动。
3、带颈对焊法兰带颈对焊法兰的密封面形式有:突面(RF)、凹面(FM),凸面(M)、榫面(T),槽面(G),全平面(FF)。
优点:连接不易变形,密封效果好,应用广泛,适用于温度或压力大幅度波动的管道或高温、高压及低温的管道,也用于输送代价昂贵介质、易燃易爆介质、有毒气体的管道上。
法兰锻件等级的区别
法兰锻件的等级是根据其质量标准和生产工艺的不同而确定的。
一般情况下,法兰锻件的等级可以分为以下几个级别:
1. 一级法兰锻件:一级法兰锻件是具有高质量标准和工艺要求
的产品。
其生产过程需要严格控制和监督,以保证产品的质量和性能
符合相关标准和规范。
一级法兰锻件通常用于对质量要求较高的场合,如化工、电力和石油行业等。
2. 二级法兰锻件:二级法兰锻件是质量和工艺要求较一级法兰
锻件稍低的产品。
虽然其制造过程相对简单,但仍需要符合一定的质
量标准和规范。
二级法兰锻件通常用于一般工程和设备上,广泛应用
于各个行业。
3. 三级法兰锻件:三级法兰锻件是质量和工艺要求较低的产品。
其制造过程相对简单,技术要求较低,但仍需符合相关标准和规范。
三级法兰锻件通常用于一些一般性场合,如建筑、城市基础设施和管
道工程等。
需要注意的是,法兰锻件的等级是根据相关标准和规范确定的,
并非任意标注。
在购买和使用法兰锻件时,应根据具体需求和使用环
境选择合适的等级,以确保产品的质量和可靠性。
5052铝合金法兰的锻造工艺5052铝合金法兰的锻造工艺铝合金法兰是一种重要的连接部件,在工业领域广泛应用。
其中,5052铝合金因其优异的性能,在航空航天、汽车制造、机械设备等领域中得到了广泛的应用。
本文将介绍5052铝合金法兰的锻造工艺,以帮助读者更好地了解和应用该工艺。
首先,5052铝合金法兰的锻造工艺需要选择适当的铝合金材料。
5052铝合金具有良好的强度、塑性和焊接性能,且耐腐蚀性能较好。
一般来说,适宜的材料可以保证锻件在使用过程中具有较好的机械性能和耐腐蚀性。
其次,在选择合适的材料后,需要对5052铝合金法兰进行预热处理。
通过预热处理,可以消除锻件内部的残余应力,提高铝合金的塑性和延展性,有利于后续的锻造过程。
预热处理的温度和时间应根据具体情况进行调整,一般情况下,温度控制在350℃左右,时间约为2小时。
接下来是锻造过程。
5052铝合金法兰的锻造可以采用单点锻造或多工位轮换锻造。
在锻造过程中,需要控制好锻件的变形温度,避免超过铝合金的软化温度范围。
同时,要注意锻造过程中的压力和速度控制,以保证锻件的均匀性和形状精度。
锻造完毕后,还需要进行退火处理。
退火处理可以帮助消除锻造过程中产生的残余应力,改善锻件的塑性和延展性。
退火温度和时间应根据具体情况进行调整,一般情况下,温度控制在200~300℃,时间约为1小时。
最后是后续的热处理。
热处理有助于进一步改善5052铝合金法兰的性能,提高其力学性能和耐蚀性。
一般可以采用时效处理,即在一定温度下保温一段时间,使铝合金材料达到最佳的硬度和抗拉强度。
综上所述,5052铝合金法兰的锻造工艺包括材料选择、预热处理、锻造、退火处理和热处理等环节。
通过合理的工艺控制,可以得到具有良好性能和耐蚀性的5052铝合金法兰。
在实际生产中,应根据具体情况进行调整和优化,以获得最佳的生产效果和产品质量。
法兰锻件标准一、材料标准法兰锻件应采用符合国家标准的碳钢、低合金钢、不锈钢等材料制造。
材料的质量应符合相关国家标准规定,并具有质量证明文件。
二、尺寸标准法兰锻件的尺寸应符合设计图纸要求,精度应符合国家相关标准规定。
锻件表面应平整,无明显的变形、裂纹、气泡等缺陷。
三、表面质量标准法兰锻件的表面应光滑、整洁,无氧化皮、锈蚀和其他杂质。
表面粗糙度应符合设计要求,一般采用Ra3.2~6.3μm 的粗糙度。
四、力学性能标准法兰锻件的力学性能应符合相关国家标准规定,包括抗拉强度、屈服点、伸长率、冲击韧性等指标。
五、耐腐蚀性能标准法兰锻件应根据使用环境选择合适的防腐处理方法,如镀锌、喷塑、涂层等。
防腐处理后的法兰锻件应具有相应的耐腐蚀性能,符合相关国家标准规定。
六、试验方法标准对法兰锻件进行各项试验时,应采用符合国家标准的试验方法,如拉伸试验、冲击试验、硬度试验等。
试验过程中应严格遵守相关操作规程,保证试验结果的准确性。
七、检验规则标准法兰锻件应按照检验规则进行检验,包括进货检验、过程检验和最终检验。
检验项目应包括材料、尺寸、表面质量、力学性能、耐腐蚀性能等指标。
对于不合格的法兰锻件,应进行相应的处理和记录。
八、包装、标志、运输和贮存标准法兰锻件在包装、标志、运输和贮存过程中应遵循以下标准:1. 包装:法兰锻件应采用合适的包装材料进行包装,确保在运输和贮存过程中不受损伤和污染。
包装上应注明产品名称、规格型号、数量、生产日期等信息。
2. 标志:法兰锻件上应标注产品名称、规格型号、材料牌号、生产厂家等信息,以便于识别和管理。
3. 运输:法兰锻件在运输过程中应防止磕碰和挤压,避免造成损坏。
运输工具应符合相关规定,确保安全可靠。
锻造法兰铸造法兰钢板法兰锻造法兰、铸造法兰和钢板法兰是常见的法兰连管件之一,在各种工业领域中广泛应用。
下面我将详细介绍这三种法兰的特点、应用领域以及制造工艺等内容。
首先,锻造法兰是使用锻造工艺制造的一种法兰。
锻造是一种通过加热和塑性变形将金属材料加工成所需形状的工艺。
锻造法兰通常由碳钢、合金钢或不锈钢等金属材料制成,具有较高的强度和耐腐蚀性能。
锻造法兰的制造工艺相对复杂,需要进行多道工序,包括加热、锻造、冷却、修整等。
由于锻造工艺的特点,锻造法兰的内部组织均匀致密,具有较好的力学性能和抗冲击性能,适用于高压、高温和高腐蚀环境下的工作条件。
锻造法兰主要有以下几种类型:板式法兰、对焊法兰、螺纹法兰和盲板法兰等。
板式法兰是一种常见的法兰连接方式,它通常由一个平面的圆形或方形承插面和与之配套的螺栓孔组成。
对焊法兰由两个法兰圆盘组成,通过对焊的方式连接在管道上。
螺纹法兰的连接方式是将法兰和管道通过螺纹连接在一起。
盲板法兰则是用于封闭管道或管道系统上的一种法兰。
锻造法兰常用于石油、化工、电力、天然气、造船等行业的管道系统中。
由于其具有较高的密封性和承受能力,可以有效防止管道系统泄漏或发生事故。
此外,锻造法兰的优点还包括抗腐蚀性能好、使用寿命长、安全可靠等。
接下来,我们来了解铸造法兰。
铸造法兰是使用铸造工艺制造的一种法兰。
铸造是一种将液态金属或半固态金属注入模具中,通过冷却凝固成型的工艺。
铸造法兰通常由铸铁、铸钢或合金材料制成,具有较高的耐磨性和强度。
铸造法兰的制造工艺相对简单,可以生产大量的标准件和非标准件。
铸造法兰的类型较多,常见的有静压法兰、盲板法兰、不锈钢转头法兰等。
静压法兰是一种通过压力将两个法兰连接在一起的法兰。
盲板法兰与锻造法兰类似,用于封闭管道或管道系统上。
不锈钢转头法兰适用于具有强腐蚀性的介质,在其内部安装不锈钢转头以提高耐腐蚀性能。
铸造法兰主要应用于建筑、机械、汽车制造等行业中的管道系统。