钢制锻造法兰制造许可证
- 格式:docx
- 大小:17.48 KB
- 文档页数:2
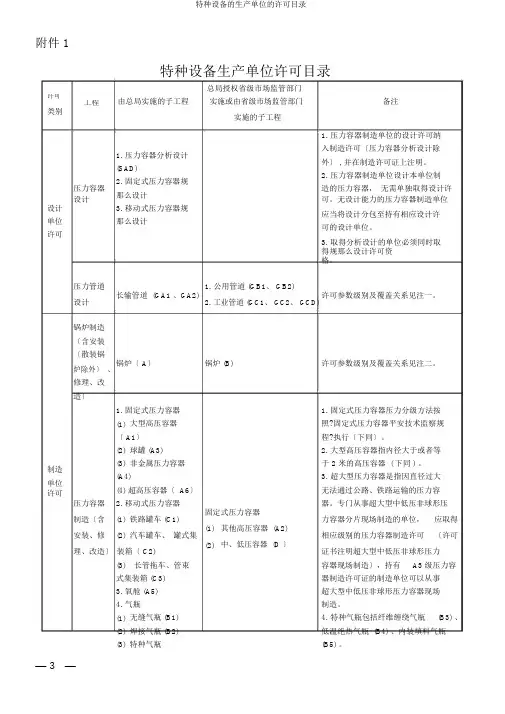
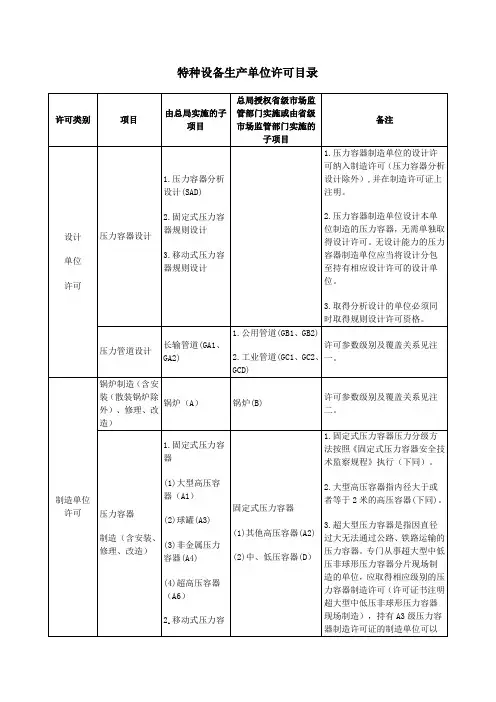
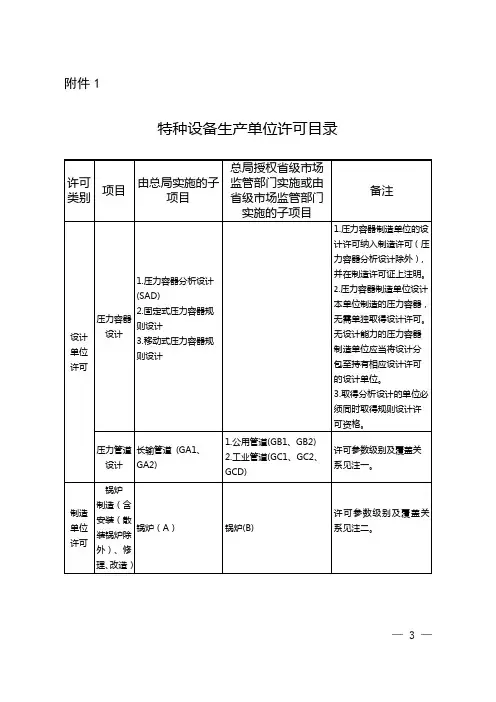
附件 1特种设备生产单位许可目录总局授权省级市场监管部门许可由总局实施的子工程实施或由省级市场监管部门备注工程类别实施的子工程1. 压力容器制造单位的设计许可纳1. 压力容器分析设计入制造许可〔压力容器分析设计除外〕 , 并在制造许可证上注明。
(SAD)2. 压力容器制造单位设计本单位制2. 固定式压力容器规压力容器造的压力容器,无需单独取得设计许那么设计设计可。
无设计能力的压力容器制造单位3. 移动式压力容器规设计应当将设计分包至持有相应设计许单位那么设计可的设计单位。
许可3. 取得分析设计的单位必须同时取得规那么设计许可资格。
压力管道长输管道 (GA1 、GA2) 1. 公用管道 (GB1、 GB2)许可参数级别及覆盖关系见注一。
设计 2. 工业管道 (GC1、 GC2、 GCD)锅炉制造〔含安装〔散装锅锅炉〔 A〕锅炉 (B) 许可参数级别及覆盖关系见注二。
炉除外〕、修理、改造〕1. 固定式压力容器 1. 固定式压力容器压力分级方法按(1) 大型高压容器照?固定式压力容器平安技术监察规〔 A1〕程?执行〔下同〕。
(2) 球罐 (A3) 2. 大型高压容器指内径大于或者等制造(3) 非金属压力容器于 2 米的高压容器 ( 下同 ) 。
(A4) 3. 超大型压力容器是指因直径过大单位(4) 超高压容器〔 A6〕无法通过公路、铁路运输的压力容许可2. 移动式压力容器器。
专门从事超大型中低压非球形压压力容器固定式压力容器制造〔含(1) 铁路罐车 (C1) 力容器分片现场制造的单位,应取得(1) 其他高压容器 (A2)安装、修(2) 汽车罐车、罐式集相应级别的压力容器制造许可〔许可(2) 中、低压容器 (D 〕理、改造〕装箱〔 C2) 证书注明超大型中低压非球形压力(3) 长管拖车、管束容器现场制造〕,持有A3 级压力容式集装箱 (C3) 器制造许可证的制造单位可以从事3. 氧舱 (A5) 超大型中低压非球形压力容器现场4. 气瓶制造。
gbt912412024法兰标准GB/T9124-2024法兰标准,是中国国家标准化管理委员会发布的标准,全称为《钢制法兰》。
该标准规定了钢制法兰的分类、尺寸、技术要求、试验方法、检验规则和标志、包装、运输和贮存以及质量证明文件的要求。
一、标准的适用范围GB/T9124-2024法兰标准适用于用于管道系统和设备连接的钢制法兰。
该标准规定了法兰的设计、制造和检验要求,适用于工业、政府、商业和非商业领域的法兰连接。
标准中提及的法兰包括板式法兰、轴套法兰、焊颈法兰、盲板法兰、悬臂法兰等。
二、标准的主要内容1.分类和尺寸:标准对钢制法兰按照法兰连接方法进行了分类,包括法兰连接面类型、螺栓连接法兰和焊接连接法兰,并规定了各类法兰的连接尺寸。
对于螺栓连接法兰还包括螺栓尺寸和螺栓孔尺寸的要求。
2.技术要求:标准对法兰连接的材料、制造工艺和产品的技术要求进行了详细规定。
包括材料的化学成分、机械性能、几何尺寸和表面质量的要求;制造工艺的要求,包括铸造、锻造和加工工艺的要求;产品的检验要求,包括外观检查、尺寸检查、可靠性检验、压力试验等。
3.试验方法:标准对法兰产品的试验方法进行了详细描述,包括化学成分分析、机械性能测试、几何尺寸测量和表面质量检查的方法,以及法兰的压力试验和泄漏试验。
4.检验规则和标志:标准规定了法兰产品的检验规则,包括批量检验和单个法兰检验的要求。
标准还对合格产品的标志进行了规定,包括标志位置、标志内容和标志方法等。
5.包装、运输和贮存:标准对法兰产品的包装、运输和贮存进行了规定,以确保产品在运输和贮存过程中不受损坏和污染。
6.质量证明文件:标准要求法兰制造商提供质量证明文件,包括产品合格证明和产品检验报告等。
质量证明文件可以作为用户验收产品的依据。
三、标准的意义和应用GB/T9124-2024法兰标准的发布对于规范钢制法兰产品的设计、制造和应用具有重要的意义。
遵循该标准可以确保法兰产品的质量可靠,并保障其在使用过程中的安全性和可靠性。
![HG-T 20615-2009 钢制法兰(Class系列)[2]](https://uimg.taocdn.com/f48f9733591b6bd97f192279168884868762b8f1.webp)
HG-T 20615-2009 钢制法兰(Class系列)1. 前言本标准是根据国家标准化管理委员会(SAC)《关于发布2009年第1号行业标准计划的通知》(SAC[2009]2号)的要求,由中国石油和化学工业联合会组织起草,经化工行业标准化技术委员会审查批准,由中华人民共和国工业和信息化部发布的。
本标准代替了HG 20615~20622—1997、HG 20624~20626—1997《钢制管法兰(Class系列)》七项标准。
本标准与HG 20615~20622—1997、HG 20624~20626—1997相比,主要变化如下:将原七项标准合并为一项标准,共分为八个部分:第一部分:总则;第二部分:突面带颈平焊钢制管法兰;第三部分:突面带颈对焊钢制管法兰;第四部分:平面板式平焊钢制管法兰;第五部分:平面板式对焊钢制管法兰;第六部分:环形接头对焊钢制管法兰;第七部分:环形接头平焊钢制管法兰;第八部分:盲法兰。
增加了公称压力Class900、Class1500和Class2500的法兰尺寸。
修改了公称压力Class150和Class300的突面带颈平焊钢制管法兰的尺寸。
修改了公称压力Class150、Class300和Class600的突面带颈对焊钢制管法兰的尺寸。
修改了公称压力Class150、Class300和Class600的平面板式平焊钢制管法兰的尺寸。
修改了公称压力Class150、Class300和Class600的平面板式对焊钢制管法兰的尺寸。
修改了公称压力Class150、Class300和Class600的环形接头对焊钢制管法兰的尺寸。
修改了公称压力Class150、Class300和Class600的环形接头平焊钢制管法兰的尺寸。
修改了公称压力Class150、Class300和Class600的盲法兰的尺寸。
增加了公称直径DN10~DN50的法兰尺寸。
增加了密封面类型R、RX和BX的规定。
锻件法兰的钢印锻件法兰是一种常用于连接管道、阀门、设备等的零件,它承受着管道系统的压力和温度。
钢印是锻件法兰上必备的标识,它能够提供关键的信息,帮助用户正确选择和使用锻件法兰。
本文将重点介绍锻件法兰的钢印,包括其含义、标识要求以及常见的钢印内容。
我们来了解一下锻件法兰的钢印含义。
钢印是指在锻件法兰上刻印或冲压的标识,用以表明锻件法兰的材质、规格、压力等级和制造标准等重要信息。
钢印的存在可以帮助用户正确选择和使用锻件法兰,避免因选型错误而造成的安全事故或设备损坏。
接下来,我们将介绍一些常见的钢印内容。
首先是材质标识,通常用字母或数字表示,如A、B、C等,分别代表不同的材质,如碳钢、不锈钢等。
其次是规格标识,一般用数字表示,如DN50、DN100等,代表着锻件法兰的公称直径,也就是连接的管道口径大小。
再次是压力等级标识,常用字母或数字表示,如PN16、PN25等,代表着锻件法兰所能承受的最大压力。
此外,还有制造标准标识,常用字母或数字表示,如GB、ANSI等,代表着锻件法兰的制造标准。
钢印的标识要求是非常严格的,它必须清晰、准确地表达出锻件法兰的重要信息。
首先,钢印的字体要清晰可辨,不模糊、不断线,以免给用户带来误解。
其次,钢印的位置要规范统一,通常位于锻件法兰的侧面或法兰盘上,易于用户查找和识别。
最后,钢印的深度和尺寸要符合标准要求,不能过浅或过深,以免影响钢印的可读性。
在使用锻件法兰时,钢印能够提供重要的参考信息。
首先,通过材质标识,用户可以了解锻件法兰所采用的材质,从而判断其耐腐蚀性能和适用环境。
其次,通过规格标识,用户可以确认锻件法兰的大小,以便正确选择与其连接的管道或设备。
再次,通过压力等级标识,用户可以了解锻件法兰所能承受的最大压力,以保证系统的安全运行。
此外,制造标准标识也是一个重要的参考因素,它能够帮助用户判断锻件法兰的质量和符合的标准要求。
总结起来,锻件法兰的钢印是一种重要的标识,它能够提供关键的信息,帮助用户正确选择和使用锻件法兰。
9124.1-2019法兰标准一、概述9124.1-2019法兰标准是由中国国家标准化管理委员会发布的一项标准,该标准旨在规定法兰的尺寸、公差、材料、制造和检验等方面的要求,以确保法兰的设计、制造和安装的一致性和互换性。
该标准适用于工业管道系统中使用的钢制法兰,包括平焊、对焊、承插焊、螺纹连接和法兰盖等类型。
二、标准内容9124.1-2019法兰标准主要包括以下内容:1. 法兰的分类和标记:标准将法兰分为A型、B型和C型三种类型,每种类型都有不同的尺寸和公差要求。
同时,标准还规定了法兰的标记方法,包括型号、尺寸、压力等级等信息的标识要求。
2. 法兰的材料要求:标准规定了法兰的材料应符合相关标准和设计要求,并对其力学性能、化学成分、金相组织等方面进行了规定。
3. 法兰的制造要求:标准规定了法兰的制造工艺流程和检验要求,包括锻造、机加工、焊接、热处理、无损检测等方面。
同时,标准还对法兰的表面处理、涂层等提出了要求。
4. 法兰的检验要求:标准规定了法兰的检验项目和验收标准,包括尺寸检查、压力试验、泄漏试验等方面。
同时,标准还规定了法兰的合格判定原则和方法。
5. 法兰的包装和运输要求:标准规定了法兰的包装方式、标识和运输要求,以确保法兰在运输过程中不受损坏。
三、与旧标准的差异与旧的法兰标准相比,9124.1-2019法兰标准具有以下差异:1. 增加了平焊和对焊两种类型的法兰;2. 对法兰的尺寸和公差要求更加严格;3. 对法兰的材料要求更加具体;4. 增加了对法兰的表面处理和涂层的要求;5. 对法兰的检验项目和验收标准进行了完善;6. 对法兰的合格判定原则和方法进行了改进;7. 对法兰的包装和运输要求进行了明确规定。
四、应用建议为了更好地应用9124.1-2019法兰标准,建议:1. 加强宣传和培训:加强对该标准的宣传和培训力度,提高企业和相关人员的理解和应用能力。
可以通过举办培训班、研讨会、讲座等方式进行宣传和培训。
f22法兰锻造标准
一、材质选择
F22法兰锻造的材质应选用符合相关标准要求的钢材,如ASTM A105、15A136等。
钢材应具有足够的强度、塑性和韧性,以满足锻造过程中的要求。
二、制造工艺
1.锻造前,应对钢材进行加热处理,以增加材料的塑性。
加热温度和保温时
间应根据钢材的材质和厚度来确定。
2.锻造过程中,应采用合适的模具和锻造设备,如液压机、锻锤等。
根据产
品设计要求,将钢材加工成所需的形状和尺寸。
3.锻造完成后,应对法兰进行冷却处理,以防止变形和开裂。
三、尺寸精度
F22法兰的尺寸精度应符合相关标准要求,如ISO 286、GB/T 9119等。
在锻造过程中,应采用精确的模具和加工设备,确保法兰的尺寸精度。
四、表面质量
F22法兰的表面质量应光滑、平整,无裂纹、气孔、夹杂物等缺陷。
在锻造过程中,应采用适当的加工方法和工艺,以获得良好的表面质量。
五、机械性能
F22法兰的机械性能应符合相关标准要求,如ASTM A307等。
在锻造过程中,应通过合理的热处理工艺,确保法兰的强度、塑性和韧性达到要求。
六、无损检测
对F22法兰进行无损检测是确保其质量和安全性的重要手段。
无损检测方法包括射线探伤、超声波探伤、磁粉探伤等。
检测过程中应按照相关标准要求进行操作,以确保检测结果的准确性和可靠性。
七、标志和标签
在F22法兰上应清晰地标注产品的规格、型号、材质等信息,以便识别和使用。
同时,在产品包装上应附有相应的标签和合格证明,以方便客户了解产品的详细信息。
压力管道元件制造许可级别是如何划分的?答:压力管道元件制造许可按照产品类别、品种、许可级别和产品范围确定许可范围,许可项目共分为13个类别、26个品种(产品),并细分品种(产品)为35项,具体划分方法如下:(1)金属管子:无缝钢管,分为A1、A2、B级;焊接钢管(包括螺旋缝埋弧焊钢管,分为A1、A2、B级;直缝埋弧焊钢管,分为A1、A2级;直缝高频焊管,分为A1、A2、B级;其他焊接钢管,B级);有色金属管(铝、铜、钛、铅、镍、锆等有色金属管及其合金管,A级);铸铁管,B级。
(2)金属管件:钢制无缝管件(包括工厂预制弯管、有缝管坯制管件),分为A、B级;钢制有缝管件(钢板制对焊管件),分为B1、B2级;有色金属及有色金属合金制管件,A级;锻制管件(限机械加工),B级;铸造管件,B级。
(3)阀门:分为A1、A2、B级。
(4)法兰:锻制法兰及管接头(限机械加工),B级。
(5)补偿器:金属波纹膨胀节,分为A、B级;其他型式补偿器(不含聚四氟乙烯波纹管膨胀节),B级;金属软管,B级。
(6)弹簧支吊架:B级。
(7)密封件:金属垫片、非金属垫片、金属非金属复合垫片、密封填料,A X级。
(8)紧固件:合金钢制M14以上螺柱、螺母,B级。
(9)元件组合装置:井口装置和采油树、节流压井管汇,分为A、B级;燃气调压装置、减温减压装置,分为A 、B级;其他组合装置,B级。
(10)防腐蚀或者保温元件:防腐蚀压力管道用管子、管件、阀门、法兰(涂敷防腐层、内衬防腐蚀材料、内搪玻璃等),A X级;低温绝热管、直埋夹套管,A X级。
(11)非金属压力管道元件:聚乙烯及聚乙烯复合管材、管件(包括聚乙烯管材,分为A1、A2、A3级;聚乙烯管件,分为A1、A2级;带金属骨架的聚乙烯复合管材、管件,A级);其他非金属及非金属复合压力管道元件(管材、管件、阀门、波纹管膨胀节),A级。
(12)坯件:阀门铸件(包括铸铜件,B级;铸铁件,B级;铸钢件,分为B1、B2级);锻制法兰、锻制管件、阀体锻件的锻坯,分为A、B级。
国标钢制法兰系列1和2的区别国标钢制法兰系列1和2作为两种常见的法兰连接件,在工程领域中广泛应用。
它们在设计、制造和使用过程中存在诸多不同之处,这些差异直接影响着其适用范围、性能特点以及使用环境。
本文将从材料选择、制造工艺、结构形式等方面深入探讨国标钢制法兰系列1和2之间的区别,旨在帮助读者更好地理解这两种法兰的特点和应用场景。
首先,在材料选择方面,国标钢制法兰系列1和2的区别主要体现在选用材料的不同。
系列1法兰通常采用碳素钢或不锈钢等金属材料制造,具有较高的强度和耐腐蚀性能,适用于一般工业场合和高温高压工况下的使用。
而系列2法兰则常采用合金钢或耐磨合金钢等特殊材料生产,具有更高的耐磨、耐腐蚀和耐高温性能,适用于一些特殊的工程环境,如化工、石油、电力等行业。
其次,在制造工艺方面,国标钢制法兰系列1和2的区别主要表现在生产工艺的差异。
系列1法兰常采用冷、热锻造工艺进行制造,生产效率较高,成本相对较低。
而系列2法兰则常采用锻造、铸造等特殊工艺,制造工艺复杂,成本较高,但在保证产品性能和质量方面具有一定优势。
此外,在结构形式方面,国标钢制法兰系列1和2的区别主要体现在连接方式和密封结构上。
系列1法兰常采用对焊、螺栓连接等方式进行连接,密封结构通常为平面密封或凸缘密封;而系列2法兰则采用法兰盘、法面、法兰环等特殊结构形式,密封结构更加复杂,密封性能更加稳定可靠。
让我们总结一下本文的重点,我们可以发现,国标钢制法兰系列1和2在材料选择、制造工艺和结构形式等方面存在诸多差异。
根据具体的工程需求和使用环境,选择适合的法兰系列对于确保工程安全和性能稳定具有重要意义。
希望本文对读者了解国标钢制法兰系列1和2的区别有所帮助,进一步推动工程领域的发展与创新。
压力管道元件制造许可级别是如何划分的?答:压力管道元件制造许可按照产品类别、品种、许可级别和产品范围确定许可范围,许可项目共分为13个类别、26个品种(产品),并细分品种(产品)为35项,具体划分方法如下:(1)金属管子:无缝钢管,分为A1、A2、B级;焊接钢管(包括螺旋缝埋弧焊钢管,分为A1、A2、B级;直缝埋弧焊钢管,分为A1、A2级;直缝高频焊管,分为A1、A2、B级;其他焊接钢管,B级);有色金属管(铝、铜、钛、铅、镍、锆等有色金属管及其合金管,A级);铸铁管,B级。
(2)金属管件:钢制无缝管件(包括工厂预制弯管、有缝管坯制管件),分为A、B级;钢制有缝管件(钢板制对焊管件),分为B1、B2级;有色金属及有色金属合金制管件,A级;锻制管件(限机械加工),B级;铸造管件,B级。
(3)阀门:分为A1、A2、B级。
(4)法兰:锻制法兰及管接头(限机械加工),B级。
(5)补偿器:金属波纹膨胀节,分为A、B级;其他型式补偿器(不含聚四氟乙烯波纹管膨胀节),B 级;金属软管,B级。
(6)弹簧支吊架:B级。
(7)密封件:金属垫片、非金属垫片、金属非金属复合垫片、密封填料,AX级。
(8)紧固件:合金钢制M14以上螺柱、螺母,B级。
(9)元件组合装置:井口装置和采油树、节流压井管汇,分为A、B级;燃气调压装置、减温减压装置,分为A 、B级;其他组合装置,B级。
(10)防腐蚀或者保温元件:防腐蚀压力管道用管子、管件、阀门、法兰(涂敷防腐层、内衬防腐蚀材料、内搪玻璃等),AX级;低温绝热管、直埋夹套管,AX级。
(11)非金属压力管道元件:聚乙烯及聚乙烯复合管材、管件(包括聚乙烯管材,分为A1、A2、A3级;聚乙烯管件,分为A1、A2级;带金属骨架的聚乙烯复合管材、管件,A级);其他非金属及非金属复合压力管道元件(管材、管件、阀门、波纹管膨胀节),A级。
(12)坯件:阀门铸件(包括铸铜件,B级;铸铁件,B级;铸钢件,分为B1、B2级);锻制法兰、锻制管件、阀体锻件的锻坯,分为A、B级。
钢制法兰标准钢制法兰是一种常见的管道连接部件,用于连接管道、阀门、泵和其他设备。
钢制法兰标准是指钢制法兰产品必须符合的一系列规范和要求,以确保其质量和可靠性。
在工业领域,钢制法兰的使用非常广泛,因此对其标准化和规范化显得尤为重要。
首先,钢制法兰标准涉及到产品的材质和制造工艺。
钢制法兰通常采用碳钢、不锈钢等材质制成,而其制造工艺包括锻造、铸造、焊接等多种方式。
标准规定了钢制法兰的材质应符合特定的化学成分和力学性能要求,制造工艺应符合特定的工艺标准,以确保产品的强度、耐久性和安全性。
其次,钢制法兰标准还涉及到产品的尺寸和形状。
标准规定了钢制法兰的公称直径、厚度、孔距、孔径等尺寸参数,以及产品的连接形式、密封面形状等形状要求。
这些尺寸和形状的要求旨在确保钢制法兰与管道、阀门等设备的连接和密封性能,以及在使用过程中的互换性和通用性。
此外,钢制法兰标准还包括产品的表面处理和涂装要求。
由于钢制法兰常常处于潮湿、腐蚀等恶劣环境中工作,因此其表面处理和涂装对于产品的防腐蚀性能至关重要。
标准规定了钢制法兰的表面处理方法、防腐蚀涂层的种类和厚度要求,以确保产品在使用过程中能够具有良好的耐腐蚀性能。
最后,钢制法兰标准还包括产品的检验和验收要求。
标准规定了钢制法兰在出厂前应进行的各项检验项目,包括化学成分分析、力学性能测试、尺寸检测、外观质量检查等,以及验收标准和方法。
这些检验和验收的要求旨在确保产品符合标准规定的质量要求,能够满足用户的需求。
总之,钢制法兰标准是钢制法兰产品质量和性能的保障,对于确保工业设备的安全运行和管道系统的正常运转具有重要意义。
只有严格遵守标准规定,才能生产出质量可靠、性能优良的钢制法兰产品,为工业生产提供坚实的保障。
该制造许可证资质办理需要的生产设备:
制造单位应当按照所设置的生产工序,配备相应的设备及工装,如切割设备、铸造设备、锻
造设备、机加工设备(加工中心、数控车床、车床、铣床、刨床、磨床、钻床、镗床、螺纹加工
专用设备等)、焊接设备(埋弧焊机、手弧焊机、氩弧焊机、等离子喷涂设备、热熔焊机等)、压
力加工设备、成型设备(冷热成型、塑料成型等)、热处理设备、深冷设备、表面处理设备(酸
洗设备、抛丸设备)、干燥设备等,设备的数量、精度等级及加工能力应当满足许可产品需要及
符合相应级别许可条件的要求。
产品有铸造或者锻造工序不分包而设有铸造、锻造工序的,其铸造、锻造的条件应当能够达
到单项许可条件的要求。
钢制锻造法兰的工艺流程:
自由锻的基本工序:自由锻造时锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自
由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
1. 镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常
用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
2. 拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车
床主轴、连杆等。
3. 冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
4. 弯曲 使坯料弯曲成一定角度或形状的锻造工序。
5. 扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
6. 切割 分割坯料或切除料头的锻造工序。
南京顺杰企业管理咨询有限公司主要是从事特种设备行政许可证代办咨询机构中心,及具
体承接代办全国工业生产许可证、各类压力管道元件产品制造许可证、压力容器制造及安装改造
维修许可证,有需要的可以进行信息咨询。