硬质合金焊接刀片标准
- 格式:docx
- 大小:62.38 KB
- 文档页数:3

硬质合金精车刀片的执行标准可以根据不同的地区和行业有所差异。
以下是一些常见的执行标准和规范:
ISO标准:国际标准化组织(ISO)发布了一系列与硬质合金刀具相关的标准,其中包括针对精车刀片的标准。
例如,ISO 513:2012标准规定了硬质合金刀片的命名系统、几何特征和安装尺寸。
ANSI标准:美国国家标准学会(ANSI)也发布了一些与硬质合金刀具相关的标准,如ANSI B94.11M标准规定了刀具的几何特征、尺寸和公差。
DIN标准:德国工业标准(DIN)是硬质合金刀具领域的重要标准制定组织。
例如,DIN 6527标准规定了硬质合金铣刀的几何特征和尺寸。
此外,各个刀具制造商和行业协会也可能制定了自己的执行标准和规范,以确保硬质合金精车刀片的质量和性能符合要求。
在选择和使用硬质合金精车刀片时,建议参考相关的国际、国家或行业标准,并咨询专业的刀具供应商或生产厂家,以获得更详细和准确的执行标准信息。
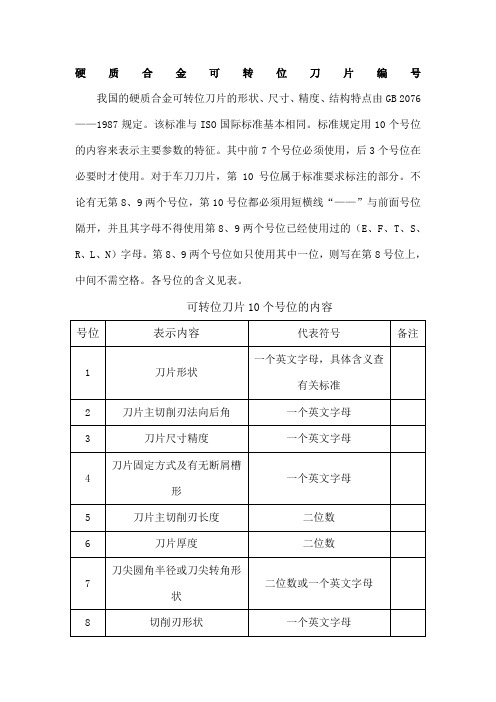
硬质合金可转位刀片编号我国的硬质合金可转位刀片的形状、尺寸、精度、结构特点由GB 2076——1987规定。
该标准与ISO国际标准基本相同。
标准规定用10个号位的内容来表示主要参数的特征。
其中前7个号位必须使用,后3个号位在必要时才使用。
对于车刀刀片,第10号位属于标准要求标注的部分。
不论有无第8、9两个号位,第10号位都必须用短横线“——”与前面号位隔开,并且其字母不得使用第8、9两个号位已经使用过的(E、F、T、S、R、L、N)字母。
第8、9两个号位如只使用其中一位,则写在第8号位上,中间不需空格。
各号位的含义见表。
可转位刀片10个号位的内容1.刀片形状2.刀片主切削刃法向后角O:其他的后角注:刀片的后角不一样,即所配的刀杆也不一样。
有后角的刀片即刀片的上表面跟下表面不一样大。
3. 刀片尺寸精度(公差)注:表中s 为刀片厚度,d 为刀片内切圆直径,m 为刀片尺寸参数 4.刀片固定方式及有无断屑槽型 X :需要图形或文字准确描述 5.刀片主切削刃长度(1) 取理论长度的整数部分表示。
(2) 如舍去小数部分后,则必须在数字前面加工个“0”,例如切削刃长度为9.525mm ,表示法为09,6.刀片厚度——主切削刃到刀片定位底面的距离7.刀尖圆角半径或刀尖转角半径为数字时,表示可转位刀片刀尖圆弧半径?注:1、圆形刀片圆弧半径为00,即可省略不写。
?2、车刀片,刀尖转角为圆角,则用两位阿拉伯数字表示刀尖圆角半径,且用放大?10?倍的数字表示刀尖的大小。
?为字母时,分别表示可转位刀片主偏角及修光刃后角?若刀片为铣刀片,刀尖转角具有修光刃,则用两个英文字母分别表示?主偏角?Kr?大小和修光刃法向后角?αn?的大小Mo 圆形刀片(R)8.切削刃形状(1)表示刀片切削刃形状,刀片的槽形每个品牌都不一样,它主要决定刀片的精、半精、粗加工用的。
用一个英文字母代表。
(2)符号及说明E-倒圆切削刃 F-尖锐切削刃 T-负倒棱切削刃 S-负倒棱加倒圆切削刃使用下列两点规则来选取适用的排屑槽:a当如下情况时无须排屑槽:?-断屑切削?-切削脆的材质,如铸铁?b会有排屑槽需求如下材质:切削坚硬材质、高韧性材质如钢、铝和非铁金属?9.刀片切削方向R-右切 L-左切 N-左右切10.刀片断屑槽形式及槽宽国家标准中表示刀片断屑槽形式及槽宽,分别用一个英文字母及一个阿拉伯数字代表。

yg15硬质合金标准
YG15硬质合金是一种具有较高硬度、良好耐磨性和一定抗腐蚀性的材料,通常用作刀具、模具等耐磨件。
其标准可能因不同的生产厂家、应用领域和国家标准而有所差异。
以下是一些常见的YG15硬质合金标准:
1. GB/T 14268-2008:该标准规定了YG15硬质合金的化学成分、物理性能、力学性能、耐腐蚀性能等方面的要求和测试方法。
2. YS/T 522-2007:该标准主要对YG15硬质合金的化学成分进行了规定,同时对其物理性能、力学性能等也进行了描述。
3. JB/T 7993-1999:该标准主要对YG15硬质合金的物理性能和力学性能进行了规定,包括密度、硬度、抗弯强度等指标。
4. ISO 1335-1996:该国际标准对YG15硬质合金的化学成分、物理性能、力学性能等进行了规定,与我国的相关标准类似。
需要注意的是,以上标准仅是常见的YG15硬质合金标准,实际应用中可能存在其他特定的标准或要求。
因此,在使用YG15硬质合金时,需要根据具体的应用领域和要求选择合适的标准进行参考和使用。


GB/T2078-XXXX《带圆孔的硬质合金可转位刀片》编制说明1、任务来源全国有色金属标准化技术委员会以有色标委[2005]01号下达了“关于编制2005年有色金属国家、行业标准项目计划的通知”确定了国家标准《带圆孔的硬质合金可转位刀片》GB/T 2078-1987由株洲硬质合金集团有限公司、株洲钻石切削刀具股份有限公司负责修订,项目要求2006年度完成。
2、主要工作过程2.1 国家标准GB/T 2078-1987《带圆孔的硬质合金可转位刀片》自1987年发布实施至今已有十八年了,原国家标准GB/T 2078-1987《带圆孔的硬质合金可转位刀片》等效采用的国际标准ISO 3364-1985也已在1997年进行了重新修订,并于1997年发布了最新版本的ISO 3364-1997。
为了适应进入WTO的需要,有利与国际惯例接轨,进行一步落实采标方针,提高标准水平,有必要对GB/T2078-1987《带圆孔的硬质合金可转位刀片》进行修订。
2.2 2006年2月,向自贡硬质合金股份有限公司、长春一汽工艺装备有限公司、东风康明斯发动机有限公司等7家单位发出了标准草案征求意见,截止到9月1日止,共收到自贡硬质合金股份有限公司、长春一汽工艺装备有限公司等2家单位的反馈意见,并根据反馈意见编制了《带圆孔的硬质合金可转位刀片》(讨论稿)。
2.3 2006年9月13日~16日,全国有色金属标准化技术委员会在山东青岛市主持召开了国家标准GB/T 2078《带圆孔的硬质合金可转位刀片》讨论会,共有13个单位的17位代表参加了会议,与会代表对标准讨论稿进行了认真细致的讨论,提出了修改意见,现根据修改意见编制了《带圆孔的硬质合金可转位刀片》(送审稿)。
3、编制原则3.1 标准的格式严格按照GB/T 1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》的规定进行。
3.2 修订后的标准充分反映了当前国内各生产企业的先进技术水平,便于生产,宜于应用。

硬质合金常用牌号及用途介绍牌号/相当标准ISO/ 物理机械性能(min):抗弯强度N/mm2;硬度HRA/用途。
1、YG3x/ K01/ 1420;92.5/适于铸铁、有色金属及合金、淬火钢合金钢小切削断面高速精加工。
2、YG6/ K20 /1900;90.5/适于铸铁、有色金属及合金、非金属材料中等到切削速度下半精加工和精加工。
3、YG6x /K15/ 1800;92.0/ 适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金钢的中小切削断面高速精加工、半精加工。
4、YG6A/ K10/ 1800;92.0 /适于冷硬铸铁、球墨铸铁、灰铸铁、耐热合金的中小切削断面高速精加工。
5、YG8/ K30/ 2200;90.0/ 适于铸铁、有色金属及合金、非金属材料低速粗加工。
6、YG8N/ K30/ 2100;90.5/适于铸铁、白口铸铁、球墨铸铁以及铬镍不锈钢等合金材料的高速切削。
7、YG15/ K40/ 2500;87.0 /适于镶制油井、煤炭开采钻头、地质勘探钻头。
8、YG4C/ 1600;89.5/ 适于镶制油井、煤炭开采钻头、地质勘探钻头。
9、YG8C/ 1800;88.5/适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
10、YG11C/ 2200;87.0 /适于镶制油井、矿山开采钻头一字、十字钻头、牙轮钻齿、潜孔钻齿。
11、YW1/ M10/ 1400;92.0 /适于钢、耐热钢、高锰钢和铸铁的中速半精加工。
12、YW2/ M20/ 1600;91.0 /适于耐热钢、高锰钢、不锈钢等难加工钢材中、低速粗加工和半精加工。
13、GE1/ M30/ 2000;91.0 /适于非金属材料的低速粗加工和钟表齿轮耐磨损零件。
14、GE2 /2500;90.0 /硬质合金顶锤专用牌号。
15、GE3/ M40/ 2600;90.0 /适于制造细径微钻、立铣刀、旋转挫刀等。
16、GE4/ 2600;88.0/ 适于打印针、压缸及特殊用途的管、棒、带等。
硬质合金可转位刀片技术要求1带圆孔的、无孔和沉孔硬质合金可转位刀片的技术要求⑴、刀片后面平直度,向内凹不大于0.05mm,向外凸不大于0.03mm。
⑵、刀片基面平直度,带圆孔的和无孔刀片只允许向内凹,其值不大于0.05mm;沉孔刀片只允许向内凹,其值不大于0.03mm。
⑶、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
⑷、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。
⑸、刀片断面组织应均匀一致,不得有对使用有害的缺陷。
⑹、凡新开发的或引进的新材料应高于YB849-75标准,符合企业推荐值。
2硬质合金可转位铣刀片的技术要求⑴、可转位铣刀片表面粗糙度应符合下表要求:允许偏差等级前面及后面(Ra) 修光刃后面(Ra)A 0.4 0.4C 0.8 0.8K 1.6 0.8E 1.6 0.8⑵、铣刀片常用精度等级A、C、E、K的d、m和s的允差,见下表。
d d的允许偏差 m的允许偏差 s的允许偏差偏差等级偏差等级偏差等级A、C、E K A C、K E A、C、E、K6.35 ±0.025 ±0.05 ±0.005 ±0.013 ±0.025 ±0.0259.525 ±0.0512.70 ±0.0815.875 ±0.1019.05 ±0.10⑶、刀片基面平直度,只允许向内凹,A级不大于0.005mm;C级不大于0.01mm;K级和E级不大于0.02mm。
⑷、刀片表面不得有对使用有害的缺陷,刃口部分不得有掉边掉角;非工作部位掉边掉角不大于0.3mm。
⑸、刀片的主要性能及组织结构应符合YB849-75《硬质合金牌号》或相关标准的规定。
⑹、刀片断面组织应均匀一致,不得有对使用有害的缺陷。
3硬质合金可转位刀片其他共性技术要术⑴、凡进行表面化学涂层(CVD)的刀片,包括车刀片、铣刀片或其他硬质合金刀片,涂层前刀片刃口皆须进行倒圆处理,刃口圆弧半径γε≤5μm。
硬质合金刀具的焊接第一节硬质合金的钎焊特性硬质合金具有很高的硬度、耐磨性和红硬性。
硬质合金的钎焊是将硬质合金和钢体牢固地连接在一起的有效方法之一.这项钎焊工艺,已经广泛地应用在硬质合金刀具、模具、量具和采掘工具上。
由于各种牌号的硬质合金成分不同,其用途及钎焊的特性不同。
因此,我们必须进一步了解硬质合金的性能,用途及其钎焊的特性。
一、硬质合金的强度和钎焊裂纹的关系各种牌号的硬质合金,当它的强度越高,钎焊时产生裂纹的可能性就越小,反之,钎焊裂纹就比较容易产生。
但硬质合金的硬度和耐磨性往往与强度成反比,即高硬度、高耐磨性的合金,强度较差,而高强度的合金,其硬度和耐磨性较低.一般来说:精加工或超精加工所用牌号的硬质合金,在钎焊时更容易发生裂纹,如在钎焊YT15、YT30、YG3和YG3X等牌号硬质合金时,就要采取特殊措施来防止发生裂纹。
各种牌号硬质合金的可焊性能,如下表示:YG类:YG3X→YG3→YG6X→(YG6A)→YG6→YG8→YG11→YG15YT类:YT30→YW1→YT15(YW2)→YT14→YT5以上两式,从左至右表明硬度和耐磨性降低,而强度和韧性增加,钎焊裂纹发生的可能性则减少.二、硬质合金的线膨胀系数与钎焊裂纹的关系硬质合金与一般作为刀体材料所用的碳素钢在加热时膨胀系数差别很大,从1:2到1:3左右。
表1为硬质合金与钢材线膨胀系数对比。
钎焊过程中,在加热阶段,硬质合金和钢基体从B膨胀至B″,它比硬质合金多膨胀了B′B″。
在冷却过程中,则钢基体要比硬质合金多收缩B′B″。
由于焊缝已牢固地将硬质合金和钢体焊接在一起,不允许它们各自自由收缩,因而它们之间的收缩差B′B″除了依靠极薄的焊缝的塑性来抵消一小部分外,绝大部分以应力状态存在着(见图1b),这种应力在焊缝处成压应力,在硬质合金表面上成拉应力。
当这种拉应力大于硬质合金的抗拉强度时,就会在硬质合金表面产生裂纹(见图1c),这就是钎焊硬质合金时发生裂纹的最主要原因。
硬质合金焊接刀片标准
硬质合金焊接刀片是一种常见的工具,广泛应用于金属加工行业。
为了确保硬质合金焊接刀片的质量和性能,制定了一系列的标准。
本文将介绍硬质合金焊接刀片的标准,包括材料要求、尺寸要求、表面质量要求等内容。
一、材料要求
硬质合金焊接刀片的材料主要包括刀片基体和焊接层。
刀片基体一般采用优质的硬质合金材料,具有高硬度、高强度和良好的耐磨性。
焊接层一般采用高强度的焊接材料,确保刀片基体与焊接层之间具有良好的结合性能。
二、尺寸要求
硬质合金焊接刀片的尺寸要求主要包括刀片长度、刀片宽度和刀片厚度。
刀片长度应符合设计要求,确保刀片在使用过程中能够满足加工需求。
刀片宽度和刀片厚度应符合标准规定的公差范围,以保证刀片的稳定性和可靠性。
三、表面质量要求
硬质合金焊接刀片的表面质量要求主要包括表面光洁度和表面无裂纹、气泡等缺陷。
刀片表面应光洁平整,不得有明显的划痕和凹凸不平现象。
同时,刀片表面不得有裂纹、气泡等缺陷,以确保刀片在使用过程中不易断裂或损坏。
四、性能要求
硬质合金焊接刀片的性能要求主要包括硬度、强度和耐磨性。
刀片应具有一定的硬度,以保证在加工过程中不易变形或磨损。
同时,刀片应具有足够的强度,以承受加工过程中的冲击和载荷。
此外,刀片还应具有良好的耐磨性,以延长使用寿命。
五、试验方法
为了确保硬质合金焊接刀片符合标准要求,需要进行一系列的试验。
常见的试验方法包括硬度试验、拉伸试验、冲击试验和耐磨试验等。
通过这些试验可以评估硬质合金焊接刀片的材料性能和使用性能,确保其质量和可靠性。
六、包装和运输
硬质合金焊接刀片在包装和运输过程中需要注意防止损坏和污染。
一般采用适当的包装材料,如塑料袋、纸箱等,将刀片进行包装,并在包装上标明相关信息,如产品名称、规格型号、生产日期等。
在运输过程中应注意轻拿轻放,避免与其他物品摩擦或碰撞。
总结:
硬质合金焊接刀片标准主要包括材料要求、尺寸要求、表面质量要求、性能要求、试验方法以及包装和运输等内容。
通过遵
循这些标准,可以确保硬质合金焊接刀片具有良好的质量和性能,在金属加工行业中发挥重要作用。