钎焊硬质合金类刀具必备知识分解
- 格式:ppt
- 大小:160.50 KB
- 文档页数:15
钎焊复习知识点总结一、钎焊的基本原理钎焊是一种通过使用熔点低于母材的金属作为钎料,将钎料加热至熔化状态,然后利用液态钎料润湿母材并填充接头间隙,从而实现金属连接的焊接方法。
钎焊的强度和气密性均能满足要求,且对母材的稀释率较低。
二、钎焊的种类1、硬钎焊:适用于硬质合金、硬磁合金、结构钢和高速钢等的钎焊。
其特点是钎料熔点较高,接头强度高,但需要进行复杂的加热过程。
2、软钎焊:适用于有色金属、不锈钢、耐热合金和低熔点金属等的钎焊。
其特点是钎料熔点较低,接头强度较低,但加热过程相对简单。
三、钎焊的工艺要素1、钎料:选择合适的钎料是钎焊的关键,需要考虑母材的化学成分、接头形式和工作环境等因素。
2、钎剂:用于清除母材和钎料表面的氧化物和其他杂质,提高钎料的润湿性和流动性。
3、加热方法:选择合适的加热方法可以保证钎焊的质量和效率,包括火焰加热、电阻加热和激光加热等。
4、冷却:钎焊完成后需要进行冷却,以防止母材和钎料的过度冷却导致接头开裂。
四、钎焊的质量控制1、母材和钎料的清洁:确保母材和钎料的表面无杂质和氧化物,以保证焊接质量。
2、加热过程的控制:控制加热温度和时间,以保证钎料充分熔化和润湿母材。
3、冷却过程的控制:控制冷却速度,以防止母材和钎料的过度冷却导致接头开裂。
4、焊接后的检验:对焊接接头进行外观检查和无损检测,以确保其质量和可靠性。
五、钎焊的应用范围1、航空航天:用于飞机、火箭和卫星等的高强度结构件的钎焊。
2、汽车制造:用于汽车发动机、变速器和底盘等的高强度结构件的钎焊。
3、电子封装:用于芯片、集成电路和微电子器件等的高精度连接的软钎焊。
4、医疗器械:用于医疗器械的高精度连接的软钎焊。
操作系统复习知识点总结一、操作系统的定义操作系统是一种计算机系统,它负责管理和控制计算机的硬件和软件资源,为用户和应用程序提供便利的操作界面。
二、操作系统的功能1、资源管理:操作系统负责分配和管理计算机的各种资源,包括CPU、内存、硬盘、网络等。
1.硬质合金⏹硬质合金是一种高生产率的工具材料,具有高硬度、高强度、耐磨损及良好的红硬性等优异性能。
用来制作刀具、模具、量具、采掘工具以及耐磨作为主要性能的各种零部件,在机械加工、地质勘探、矿山开采等工业领域得到广泛应用。
⏹硬质合金价格昂贵且韧性差,使其难以生产较大尺寸、形状复杂的制品。
而且许多零件在使用时并不需要整体都用硬质合金制造,所以将硬质合金与韧性较好、强度较高、加工性能优异、廉价的钢连接起来具有重要的使用价值。
⏹钎焊法是目前硬质合金与钢的主要焊接方法,近十年来,一些新的焊接方法如烧结扩散焊、钨极惰性气体保护焊、激光焊等也在积极研究探索之中,将有可能在硬质合金的焊接中得到广泛的应用。
2.钎焊性⏹Ⅰ硬质合金的钎焊性是较差的。
这是因为硬质合金的含碳量较高,未经清理的表面往往含有较多的游离碳,从而妨碍钎料的润湿。
此外,硬质合金在钎焊的温度下容易氧化形成氧化膜,也会影响钎料的润湿。
因此,钎焊前的表面清理对改善钎料在硬质合金上的润湿性是很重要的,必要时还可采取表面镀铜或镀镍等措施。
⏹Ⅱ硬质合金钎焊中的另一个问题是接头易产生裂纹。
这是因为它的线膨胀系数仅为低碳钢的一半,当硬质合金与这类钢的基体钎焊时,会在接头中产生很大的热应力,从而导致接头的开裂。
因此,硬质合金与不同材料钎焊时,应设法采取防裂措施。
3.钎焊材料硬质合金通常采用纯铜、铜锌和银铜钎料。
⏹ⅰ纯铜:纯铜对各种硬质合金均有良好的润湿性,但需在氢的还原性气氛中钎焊才能得到最佳效果。
同时,由于钎焊温度高,接头中的应力较大,导致裂纹倾向增大。
采用纯铜钎焊的接头抗剪强度约为150MPa,接头塑性也较高,但不适用于高温工作。
⏹ⅱ铜锌钎料:铜锌钎料是硬质合金最常用的钎料。
为提高钎料的润湿性和接头的强度,在钎料中常添加Mn、Ni、Fe等合金元素。
例如B-Cu58ZnMn中就加有w(Mn)4%,使硬质合金钎焊接头的抗剪强度在室温达到300~320MPa:在320°C时仍能维持220—240MPa。
硬质合金刀具的焊接第一节硬质合金的钎焊特性硬质合金具有很高的硬度、耐磨性和红硬性。
硬质合金的钎焊是将硬质合金和钢体牢固地连接在一起的有效方法之一.这项钎焊工艺,已经广泛地应用在硬质合金刀具、模具、量具和采掘工具上。
由于各种牌号的硬质合金成分不同,其用途及钎焊的特性不同。
因此,我们必须进一步了解硬质合金的性能,用途及其钎焊的特性。
一、硬质合金的强度和钎焊裂纹的关系各种牌号的硬质合金,当它的强度越高,钎焊时产生裂纹的可能性就越小,反之,钎焊裂纹就比较容易产生。
但硬质合金的硬度和耐磨性往往与强度成反比,即高硬度、高耐磨性的合金,强度较差,而高强度的合金,其硬度和耐磨性较低.一般来说:精加工或超精加工所用牌号的硬质合金,在钎焊时更容易发生裂纹,如在钎焊YT15、YT30、YG3和YG3X等牌号硬质合金时,就要采取特殊措施来防止发生裂纹。
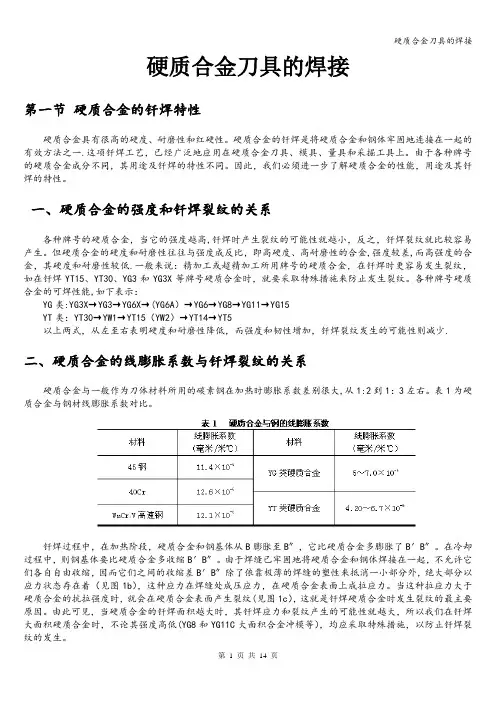
各种牌号硬质合金的可焊性能,如下表示:YG类:YG3X→YG3→YG6X→(YG6A)→YG6→YG8→YG11→YG15YT类:YT30→YW1→YT15(YW2)→YT14→YT5以上两式,从左至右表明硬度和耐磨性降低,而强度和韧性增加,钎焊裂纹发生的可能性则减少.二、硬质合金的线膨胀系数与钎焊裂纹的关系硬质合金与一般作为刀体材料所用的碳素钢在加热时膨胀系数差别很大,从1:2到1:3左右。
表1为硬质合金与钢材线膨胀系数对比。
钎焊过程中,在加热阶段,硬质合金和钢基体从B膨胀至B″,它比硬质合金多膨胀了B′B″。
在冷却过程中,则钢基体要比硬质合金多收缩B′B″。
由于焊缝已牢固地将硬质合金和钢体焊接在一起,不允许它们各自自由收缩,因而它们之间的收缩差B′B″除了依靠极薄的焊缝的塑性来抵消一小部分外,绝大部分以应力状态存在着(见图1b),这种应力在焊缝处成压应力,在硬质合金表面上成拉应力。
当这种拉应力大于硬质合金的抗拉强度时,就会在硬质合金表面产生裂纹(见图1c),这就是钎焊硬质合金时发生裂纹的最主要原因。
硬质合金刀具材料基础知硬质合金刀具材料是一种曾经被广泛使用的工具材料,以其优良的力学性能和耐磨性能而深受青睐。
它由金属材料和金属间化合物相组成,通常有较高的硬度、强度和热稳定性。
在本文中,将介绍硬质合金刀具材料的基本知识。
硬质合金刀具材料一般由钨、钛、钽、钴等金属作为基体组成,添加少量的碳、氮、铬等元素以及其他微量添加剂进行合金化。
其中,主要的金属间化合物是钨碳化物(WC)和钨钛碳化物(WT)。
这两种化合物具有极高的硬度和抗磨擦性,从而使硬质合金刀具材料具有出色的切削性能。
硬质合金刀具材料的制备主要通过粉末冶金工艺进行。
首先,将金属粉末和碳化物粉末按照一定的比例混合均匀,然后通过压制成型,最后进行高温烧结得到硬质合金材料。
这一制备方法能够保证材料的均匀性和致密性,从而提高了刀具的性能。
硬质合金刀具材料的主要性能包括硬度、抗弯强度、抗磨擦性和热稳定性。
其中,硬度是硬质合金刀具材料的最重要的性能指标,一般在HRA 或HRB的硬度等级中进行表示。
硬质合金刀具材料的硬度通常在60-90HRA之间,比普通钢材高出数倍。
抗弯强度是指硬质合金刀具材料在受到外力作用时不发生弯曲的能力,一般在1500-3000MPa之间。
抗磨擦性是指硬质合金刀具材料在切削过程中能够保持较好的切削性能,从而延长其使用寿命。
热稳定性是指在高温环境下硬质合金刀具材料的稳定性能,一般通过热膨胀系数和热导率来进行评估。
硬质合金刀具材料具有广泛的应用领域,主要用于金属切削加工、石油钻探、煤矿采掘等。
在金属切削加工中,硬质合金刀具材料能够在高速和重负荷下保持切削效果,更高效地完成切削任务。
在石油钻探领域,硬质合金刀具材料具有优异的耐磨性和抗热稳定性,能够适应复杂的地质环境。
在煤矿采掘中,硬质合金刀具材料能够在高硬度的岩石中进行切削,提高采掘效率并减少能量消耗。
总之,硬质合金刀具材料是一种重要的工具材料,具有优异的力学性能和耐磨性能,能够满足各种切削加工和采矿应用的要求。
硬质合金刀具常识及使用方法
嘿,朋友们!今天咱来唠唠硬质合金刀具常识及使用方法,这可真是个超有意思的话题呢!
你想想看,这硬质合金刀具就像是咱们厨房里的一把好刀,但它可不是用来切菜的哦!它是专门用来对付各种坚硬材料的利器。
比如说,在工厂里加工那些金属零件啥的,这刀具可就派上大用场啦!
咱先说说这常识哈。
硬质合金刀具为啥这么牛呢?那是因为它的材质超强啊!就像钢铁侠的盔甲一样,坚固无比!你可别小瞧它,它能在各种恶劣环境下发挥出色呢。
再来说说使用方法,这可得小心点哦!就像你走路得看路一样,用这刀具也得讲究方法。
你得根据要加工的材料选择合适的刀具角度,不然咋能切得好呢?比如说切铁和切铝,那能一样吗?对吧!
我记得有一次啊,我亲眼看到一个师傅在用硬质合金刀具,那手法,简直绝了!就像一个武林高手在耍剑一样,唰唰几下,就把一块坚硬的金属给搞定了,哇塞,太厉害了!这时候我就在想,我啥时候也能这么熟练呀。
还有哦,用这刀具的时候可得注意安全,别一不小心伤到自己。
这可不是开玩笑的,就像你跑步不注意会摔跤一样。
所以啊,得戴个手套啥的,保护好自己。
总之呢,硬质合金刀具是个非常重要的工具,咱得好好了解它,才能让它更好地为我们服务呀!它就像是我们工作中的好伙伴,只要我们善待它,它就会给我们带来意想不到的惊喜!大家说是不是呀!。

内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.刀具是机械制造中用于切削加工的工具,又称切削工具。
广义的切削工具既包括刀具,还包括磨具。
绝大多数的刀具是机用的,但也有手用的。
由于机械制造中使用的刀具基本上都用于切削金属材料,所以"刀具"一词一般就理解为金属切削刀具。
切削木材用的刀具则称为木工刀具。
刀具的发展在人类进步的历史上占有重要的地位。
中国早在公元前28~前20世纪,就已出现黄铜锥和紫铜的锥、钻、刀等铜质刀具。
战国后期(公元前三世纪),由于掌握了渗碳技术,制成了铜质刀具。
当时的钻头和锯,与现代的扁钻和锯已有些相似之处。
然而,刀具的快速发展是在18世纪后期,伴随蒸汽机等机器的发展而来的。
1783年,法国的勒内首先制出铣刀。
1792年,英国的莫兹利制出丝锥和板牙。
有关麻花钻的发明早文献记载是在1822年,但直到1864年才作为商品生产。
那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为5米/分。
1868年,英国的穆舍特制成含钨的合金工具钢。
1898年,美国的泰勒和.怀特发明高速钢。
1923年,德国的施勒特尔发明硬质合金。
在采用合金工具钢时,刀具的切削速度提高到约8米/分,采用高速钢时,又提高两倍以上,到采用硬质合金时,又比用高速钢提高两倍以上,切削加工出的工件表面质量和尺寸精度也大大提高。
由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。
1949~1950年间,美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。
1938年,德国德古萨公司取得关于陶瓷刀具的专利。
1972年,美国通用电气公司生产了聚晶人造金刚石和聚晶立方氮化硼刀片。
这些非金属刀具材料可使刀具以更高的速度切削。