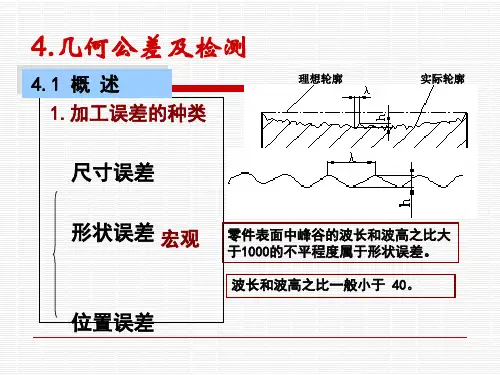
几何量公差与测量技术
- 格式:ppt
- 大小:1.34 MB
- 文档页数:27

几何量公差与测量技术第四版教学设计一、课程背景随着现代制造业的不断发展,精度对于制造业的重要性越来越突出。
而几何量公差与测量技术是制造业中必不可少的重要基础知识。
其关系到工件质量、机器性能、生产效率等众多方面。
几何量公差与测量技术的不断发展和完善,不仅提高了工件质量,而且使整个制造过程更加合理化、规范化、高效化。
因此,开设几何量公差与测量技术课程,有助于培养学生面对现代制造业的挑战,并提高其就业能力。
二、课程目标本课程的主要目标是:1.让学生掌握基础几何量公差及其表示方法;2.让学生了解常用测量工具的测量原理及使用方法;3.让学生掌握基本测量误差的计算方法;4.让学生掌握测量数据处理及质量控制方法。
三、教学内容基础几何量公差1.基本概念和定义2.公差的表示3.公差运算基础4.公差要求规定(国家标准)常用测量工具1.千分尺、游标卡尺、外径千分尺、内径千分尺及摆线直观仪的使用2.测头使用基本测量误差1.误差的类型2.误差的来源及其特征3.误差评定标准4.误差计算方法测量数据处理与质量控制1.数据处理2.控制图的绘制四、教学策略1.理论与实践相结合。
通过理论教学,深入浅出地讲解几何量公差及其表示方法,以及常用测量工具的测量原理和使用方法,为实践教学做好铺垫。
在实践教学中,让学生亲身体验,掌握测量工具的使用方法及误差的计算方法,增强实践能力。
2.因材施教。
根据学生的不同水平和需求,采用多种教学方法,如讲解、授课、实验、小组讨论等,让学生主动思考、积极参与,提高学习效果。
3.强化任务。
在教学过程中,为学生设计多样化的任务,如测量实验、误差计算、质量控制等,让学生充分运用所学知识和技能,提高实际操作能力和综合应用能力。
五、教学评估1.考试。
通过闭卷考试,考核学生对几何量公差及其表示方法、常用测量工具的测量原理、误差的计算方法和测量数据处理与质量控制方面的掌握程度。
2.实验报告。
通过实验操作,让学生自主选择实验项目,收集数据、进行误差计算、撰写实验报告,评估学生对所学知识的实际运用能力。
《互换性原理与技术测量》试题一一、填空题 (共20分,每空1分)1.一个孔或轴允许尺寸的两个极端称为极限尺寸。
2.一零件表面切削加工要求轮廓的算术平均偏差Ra为6.3μm,在零件图上标注为6.3____________。
3.配合基准制分_基轴制和__基孔制两种。
一般情况下优先选用____基孔制_。
4.滚动轴承内圈与轴的配合采用基基孔制制,而外圈与箱体孔的配合采用基基轴制制。
5. 现代工业对齿轮传动的使用要求归纳起来有四项,分别为____准确性_____、__平稳性______ 、_____载荷分布的均匀性____、___此侧间隙_____________ 。
6. 普通螺纹结合的基本要求为____开环___、___闭环_______。
7. 零件的尺寸合格,其___加工误差_____ 应在上偏差和下偏差之间。
8.公差原则分__独立原则____和相关要求,相关要求包括__包容要求__________、 ___最大实体要求____ 、__最小实体要求_____、__可逆要求______ 四种。
9. 在同一尺寸段内,从IT01~IT18,公差等级逐渐降低,公差数值逐渐增大。
二、选择题(共10分,每题1分)1.当孔与轴的公差带相互交叠时,其配合性质为( B )。
A. 间隙配合B. 过渡配合C. 过盈配合2.公差带的大小由( C)确定。
A.实际偏差 B. 基本偏差 C. 标准公差3.下列孔与基准轴配合,组成间隙配合的孔是(A)。
A.孔两个极限尺寸都大于基本尺寸B.孔两个极限尺寸都小于基本尺寸C.孔最大极限尺寸大于基本尺寸,最小极限尺寸小于基本尺寸4.基本偏差是( D)。
A.上偏差 B .下偏差 C. 上偏差和下偏差 D. 上偏差或下偏差5.标准规定形状和位置公差共有(C)个项目。
A.8B.12C.14D.166.垂直度公差属于(C)。
A.形状公差 B. 定位公差 C. 定向公差 D. 跳动公差7.如被测要素为轴线,标注形位公差时,指引线箭头应( B )。
几何量公差与检测实验指导书几何量公差几何量公差与检测实验指导书班级:___________________ 学号:___________________ 姓名:___________________一、实验目的实验〔一〕简单零件的尺寸测量与表达1.掌握常见测量工具的使用方法; 2.理解绝对测量和相对测量的区别; 3.掌握简单零件的表示方法; 4.理解工程图及标注方法。
二、实验器具的工作原理游标卡尺游标卡尺是一种常用的量具,具有构造简单、使用方便、精度中等和测量的尺寸范围大等特点,可以用它来测量零件的外径、内径、长度、宽度、厚度、深度和孔距等,应用范围很广。
游标卡尺的构造1.三用游标卡尺,其测量范围一般有〔0~125〕mm 和〔0~150〕mm 两种。
制成带有刀口形的上下量爪和带有深度尺的型式, 如下图。
其下量爪用来测量工件的外径及长度,上量爪用来测量孔径及槽宽,深度尺可用来测量工件的深度及长度。
1-尺身;2-上量爪;3-尺框;4-紧固螺钉;5-深度尺;6-游标;7-下量爪。
三用游标卡尺2.双面游标卡尺,其测量范围一般有〔0~200〕mm 和〔0~300〕mm 两种。
如下图,其上量爪用来测量沟槽或孔距,下量爪用来测量工件的外径或孔径。
双面游标卡尺3. 单面游标卡尺,与双面游标卡尺比拟,单面游标卡尺没有上量爪,下量爪可测内外尺寸。
其测量范围有〔0~200〕mm ,〔0~300〕,〔0~500〕mm 直至1000mm ,适用于较大尺寸的测量,单面游标卡尺游标卡尺的读数原理和读数方法游标卡尺的读数机构,是由主尺和游标(如上图中的6和8) 两局部组成。
当活动量爪与固定量爪贴合时,游标上的“0”刻线(简称游标零线) 对准主尺上的“0”刻线,此时量爪间的间隔为“0”。
当尺框向右挪动到某一位置时,固定量爪与活动量爪之间的间隔,就是零件的测量尺寸。
此时零件尺寸的整数局部,可在游标零线左边的主尺刻线上读出来,而比1mm 小的小数局部,可借助游标读数机构来读出。