互换性与技术测量(第三章 几何公差及检测)
- 格式:ppt
- 大小:32.82 MB
- 文档页数:100
互换性与技术测量知识点第1章绪言互换性是指在同一规格的一批零、部件中任取一件,在装配时不需经过任何选择、修配或调整,就能装配在整机上,并能满足使用性能要求的特性。
互换性应具备的条件:①装配前不换②装配时不调整或修配③装配后满足使用要求按互换性程度可分完全互换(绝对互换)与不完全互换(有限互换)。
按标准零部件和机构分外互换与内互换。
互换性在机械制造中的作用1.从使用方面看:节省装配、维修时间,保证工作的连续性和持久性,提高了机器的使用寿命。
2.从制造方面看:便于实现自动化流水线生产。
装配时,由于零部件具有互换性,不需辅助加工和修配,可以减轻装配工的劳动量,缩短装配周期。
3.从设计方面看:大大减轻设计人员的计算、绘图的工作量,简化设计程序和缩短设计周期。
标准与标准化是实现互换性的基础。
标准分类(1)按一般分:技术标准、管理标准和工作标准。
(2)按作用范围分:国际标准、国家标准、专业标准、地方标准和企业标准。
(3)按标准的法律属性分:强制性标准和推荐性标准。
国家强制性标准用代号“GB”表示。
国家推荐性标准用代号“GB/T”表示。
优先数系的种类(1)基本系列 R5、R10、R20、R40(2)补充系列 R80(3)派生系列选用优先数系的原则按“先疏后密”的顺序。
第2章测量技术基础测量过程的四要素:测量对象、计量单位、测量方法和测量精度。
测量仪器和测量工具统称为计量器具。
计量器具分类按其原理、结构和用途分为:(1)基准量具 (2) 通用计量器具(3)极限量规类(4)检验夹具按测量值获得方式的的不同,测量方法可分为:1.绝对测量和相对(比较)测量法2.直接测量和间接测量法测量误差:测得值与被测量真值之差。
基本尺寸相同用∆评定比较测量精度高低基本尺寸不相同用ε评定(1)绝对误差Δ——测得值与被测量真值之差。
0x x -=∆(2)相对误差ε——测量的绝对误差的绝对值与被测量真值之比。
%100||||||000⨯∆≈∆=-=xx x x x ε (3)极限误差——测量的绝对误差的变化范围。
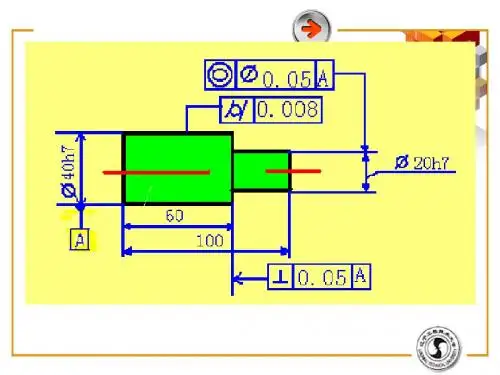

第3章几何精度设计3.2 几何公差的标注主讲教师:马惠萍021.0025+Φ3.2.1 标注内容——零件图021.0050+Φ公差框格指引箭头基准符号基准符号字母公差特征符号:19个公差值:mm0.1,φ0.1,Sφ0.1几何公差带限制实际被测要素变动的区域,有形状、大小、方向和位置四个要素表3-32. 基准符号1) 大写的英文字母,不许用: E,I,J,M,O,P,L,R,F2) 用角标满足多个3) 字母必须水平书写基准符号用细实线与一个涂黑(或空白)的三角形相连而组成。
(1) 被测要素为组成要素时(2) 被测要素指向实际表面时(3) 被测要素为导出要素时被测要素为线素的标注(4)需要指明被测要素的形式(是线而不是面)时,应在公差框格附近用符号“LE”注明。
(5) 基准要素为组成要素(6) 基准要素为导出要素几何公差的附加符号(如表3-2所示)1. 全周符号的标注适用横截面的整周轮廓或由该轮廓所示的整周表面3.2.2 附加规定的标注方法2. 螺纹和齿轮轴线的标注以螺纹轴线为被测要素或基准要素时,默认为螺纹中径。
用“MD”表示大径,用“LD”表示小径。
图3-14 (a)大径轴线的标注图3-15 (a)小径轴线的标注齿轮:用“PD”表示节径,用“MD”表示大径(齿顶圆3. 限定性规定的标注4. 理论正确尺寸(理论正确角度)的标注对要素的位置度、轮廓度和倾斜度,其尺寸用不带公差的理论正确尺寸来确定其理论正确位置、轮廓和角度(TED),理论正确尺寸没有公差,并标注在一个方框中。
B A5. 延伸公差带 公差带延伸到工件实体之外,以保证能顺利装入延伸公差带用规范的附加符号 表示,并注出其延伸的范围。
P P轴承盖5. 延伸公差带P21图 3-19 延伸公差带的标注B A5. 延伸公差带 公差带延伸到工件实体之外,以保证能顺利装入延伸公差带用规范的附加符号 表示,并注出其延伸的范围。
P P6.简化标注图 3-25 公共公差带的标注相同公差带公共公差带7. 自由状态的标注F最大实体要求用规范的附加符号表示。