选择公差等级的方法
- 格式:ppt
- 大小:122.00 KB
- 文档页数:15
第四节常用尺寸公差与配合的选用一、配合制的选用选用配合制时,应从零件的结构、工艺、经济几方面来综合考虑,权衡利弊。
一般情况下,设计时应优先选用基孔制配合。
因为孔通常用定值刀具(如钻头、铰刀、拉刀等)加工,用极限量规检验,所以采用基孔制配合可减少孔公差带的数量,大大减少用定值刀具和极限量规的规格与数量,显然是经济合理的。
但是,在有些情况下采用基轴制配合比较合理。
例如:1)在农业机械,建筑机械等制造中,又是采用具有一定公差等级的冷拉钢材,外径不需要加工,可直接做轴。
在此情况下,应选用基轴制配合。
2)在同一基本尺寸的轴上需要装配几个具有不同配合性质的零件时,应选用基轴制配合。
3)与标准件相配合的孔或轴,应以标准件来确定配合制。
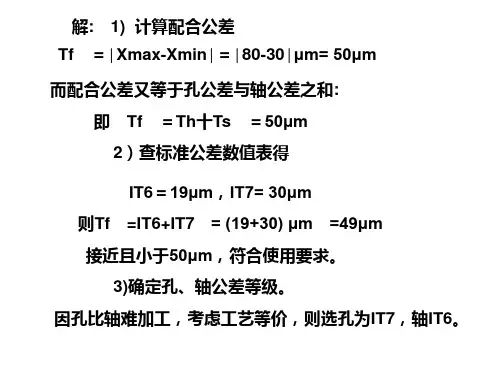
二、公差等级的选用选用公差等级时,要正确处理使用要求、制造工艺和成本之间的关系。
因此,选用公差等级的基本原则是:在满足使用要求的前提下,尽量选取低的公差等级。
另外在确定孔和轴的公差等级关系时,要考虑孔和轴的工艺等价性,即对基本尺寸≤500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差≤IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差>IT8级或基本尺寸>500mm的配合,由于孔的测量精度比轴容易保证,因而推荐采用同级孔、轴配合。
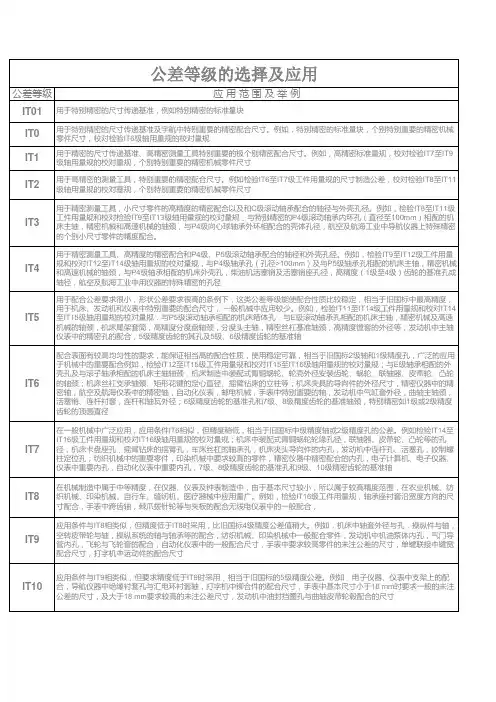
国家标准推荐的各公差等级的应用范围如下:1)IT01、IT0、IT1级一般用于高精度量块和其他精密尺寸标准块的公差,他们大致相当于量块的1、2、3级精度的公差。
2)IT2~IT5级用于特别精密零件的配合。
3)IT5~IT12级用于配合尺寸公差。
其中IT5(孔到IT6)级用于高精度和重要的配合处。
例如精密机床主轴的轴颈、主轴箱体孔与精密滚动轴承的配合等。
4)IT6(孔到IT7)级用于要求精密配合的情况。
例如机床中一般传动轴和轴承的配合,齿轮、带轮和轴的配合。
5)IT7~IT8级用于一般精度要求的配合。
例如一般机械中速度不高的轴和轴承的配合,在重型机械中用于精度要求较高的配合,在农业机械中则用于较重要的配合。

《GBT18011999极限与配合公差带和配合的选择》一、极限与配合的基本概念极限与配合是机械设计中的重要概念,它涉及到零件的尺寸精度、形状精度和位置精度。
GBT18011999是我国关于极限与配合的国家标准,旨在规范零件加工和检验过程中的尺寸公差、形状公差和位置公差。
1. 极限极限是指零件尺寸允许的最大和最小值。
在实际生产中,由于各种因素的影响,零件尺寸很难达到理想状态。
因此,设定极限值是为了保证零件在一定的尺寸范围内满足使用要求。
2. 配合二、公差带的选择公差带是指在极限尺寸范围内,允许零件尺寸波动的区域。
合理选择公差带,有助于提高零件的加工质量和使用性能。
1. 公差等级的选择(1)零件的功能要求:功能要求高的零件,应选择较高的公差等级;(2)加工工艺:加工难度大、成本高的零件,可选择较低的公差等级;(3)经济性:在满足使用要求的前提下,尽量选择较低的公差等级,以降低生产成本。
2. 配合类型的选择(1)间隙配合:适用于温度变化较大、装配方便、对磨损有一定要求的场合;(2)过渡配合:适用于要求具有一定紧密性和拆卸方便的场合;(3)过盈配合:适用于承受较大载荷、要求较高精度和防松动的场合。
三、公差带和配合的选择方法1. 分析零件的使用要求:了解零件在设备中的功能、工作条件、装配关系等;2. 确定公差等级:根据零件的使用要求,选择合适的公差等级;3. 选择配合类型:根据零件的使用环境和功能要求,选择合适的配合类型;4. 校核:对所选公差带和配合类型进行校核,确保满足使用要求。
《GBT18011999极限与配合公差带和配合的选择》四、公差带和配合的调整与优化在选择公差带和配合的过程中,可能需要对初步方案进行调整和优化,以确保零件的可靠性和经济性。
1. 调整公差带宽度(1)加工能力:若加工设备精度提高,可适当缩小公差带宽度;(2)装配需求:若装配过程中出现困难,可适当增大公差带宽度;(3)成本控制:在满足使用要求的前提下,适当调整公差带宽度,以降低生产成本。

尺寸公差的设定方法
以下是 6 条关于尺寸公差的设定方法:
1. 哇塞,你知道吗?尺寸公差的设定可以先从了解产品的功能需求开始呀!就像给一辆汽车设计零件,你得明白每个零件要起到啥作用,才能确定公差范围呀!比如发动机活塞的尺寸公差就要很严格,不然车怎么能跑得顺畅呢?
2. 嘿呀,选取合适的公差等级也超重要呢!这就好比给衣服选尺码,太大或太小都不行。
像一些高精度的仪器,公差等级就必须选得高高的,这样才能保证精度呀,可不是随便乱来的哟!
3. 哎呀呀,别忘了考虑制造工艺啊!不同的制造工艺能达到的公差精度可不一样呢。
好比做蛋糕,用不同的方法做出来的形状和大小可能就有差别。
如果制造工艺比较粗糙,那公差就得放宽松些,不然很难实现呀!
4. 哇哦,一定要结合成本因素来设定尺寸公差呀!总不能为了追求极小的公差,让成本飙升吧,那不是得不偿失吗?就像你买东西,太贵了你也不乐意呀,对吧?
5. 嘿,和相关人员充分沟通也很关键呢!设计人员、制造人员都得一起商量,不然设计出来的公差制造不出来,那不就傻眼了嘛!大家一起讨论,才能找出最合适的方案呀!
6. 哇,一定要根据实际使用情况来调整呀!比如一个玩具,尺寸公差要求可能就没那么严格,但如果是航天设备,那公差就得精确到发丝啦!这可不能马虎哟!
我的观点结论就是:尺寸公差的设定是个很细致很重要的活儿,需要综合考虑各种因素,才能做到恰到好处!。


公差等级h8摘要:一、公差等级概述二、公差等级H8的含义三、公差等级H8的应用领域四、公差等级H8的选用原则五、公差等级H8的加工工艺六、公差等级H8的测量与检验七、提高公差等级H8产品性能的方法八、总结正文:一、公差等级概述公差等级是机械零件加工中一个重要的概念,它反映了零件加工过程中尺寸精度和形位公差的要求。
在我国,公差等级分为20级,从IT01到IT18,其中IT表示英寸制,数字越大,公差等级越高,加工精度越低。
二、公差等级H8的含义公差等级H8属于中等精度等级,其含义是:在零件加工过程中,尺寸公差为0.01mm,形状和位置公差为0.02mm。
H8等级适用于一般机械零件的加工,如轴、齿轮、螺纹等。
三、公差等级H8的应用领域公差等级H8广泛应用于各类机械设备、仪器仪表、汽车、航空航天、电子等领域。
在这些领域中,H8等级的公差要求可以满足大部分零件的加工需求。
四、公差等级H8的选用原则选用公差等级H8时,需考虑以下原则:1.满足零件功能要求:根据零件的功能和性能要求,选择合适的公差等级。
2.兼顾加工工艺:选择公差等级时要考虑加工工艺的适应性,确保能达到所需的加工精度。
3.经济性:在满足功能和工艺要求的前提下,选择经济性好的公差等级。
五、公差等级H8的加工工艺针对公差等级H8的加工,常用的加工工艺有:车削、铣削、磨削、拉削等。
在加工过程中,需严格控制刀具磨损、机床振动、温度变化等因素,以保证加工精度。
六、公差等级H8的测量与检验公差等级H8的测量与检验主要包括:尺寸公差测量、形状公差测量和位置公差测量。
常用的测量工具包括:卡尺、微米计、光学投影仪等。
检验过程中,要确保测量工具的精度和测量方法的准确性。
七、提高公差等级H8产品性能的方法1.选用高精度刀具和机床;2.优化加工工艺参数;3.控制环境因素,如温度、湿度等;4.加强过程控制,及时调整加工参数;5.提高操作人员的技能水平。
八、总结公差等级H8在机械零件加工中具有广泛的应用,选用合适的公差等级能满足大部分零件的加工需求。

研磨加工方法的公差等级it范围研磨加工,听起来是不是有点高深?其实,它就像我们生活中的“打磨”,把粗糙的东西变得光滑,简直是个艺术活儿。
今天,我们就来聊聊研磨加工中的公差等级it范围,带你一起轻松入门,顺便还可以装装逼哦!1. 研磨加工是什么?首先,研磨加工是个啥呢?简单来说,它就是通过磨料和工件的相互作用,把材料的表面精细化处理。
就像你在修指甲时用磨刀把边边角角磨得平滑一样!研磨加工的结果通常是光滑的表面和高精度的尺寸,听起来是不是很酷?这可不仅仅是为了好看,更是为了机器的运行更顺畅,减少磨损,延长使用寿命。
2. 公差等级it的意义说到公差,这可是个关键的概念。
公差就像是你考试的分数线,太高了有点压力,太低了又不够合格。
而“it”是指公差的等级,像是分数的具体划分。
根据研磨加工的不同需求,公差等级it可以分成几个档次,像是从“及格”到“满分”那么简单。
2.1 不同等级的公差咱们来细说说,这些公差等级it到底分了几个档次。
通常来说,it等级从IT01到IT18,数字越小,公差就越小,精度就越高,听起来是不是有点像减肥,越努力,效果越明显?比如IT5和IT7,IT5的精度就比IT7高,适用于更高要求的产品。
2.2 选择合适的公差当然,选择公差等级可不是随便的,要根据具体的加工要求和用途来决定。
如果你做的是高精密设备,那当然要选择低等级的公差,反之则可以放宽一点。
就像你穿衣服一样,场合不一样,风格也得变变,是吧?3. 影响公差等级的因素那么,什么因素会影响到公差等级呢?这里有几个大头。
首先是磨料的选择。
好的磨料就像是好厨师的调料,能让最终的“作品”更出色。
其次,加工设备的精度也很重要,设备性能越好,公差就越容易控制,就像你开车,车子稳了,路况自然也顺畅。
3.1 操作人员的技术水平还有,操作人员的技术水平也不能忽视。
一个技术娴熟的师傅,就能在磨床上施展魔法,把公差控制得恰到好处。
这就像是做饭,谁不会按个食谱,但能做出色香味俱全的佳肴,那可得是功夫下足了。

公差标准分类及等级一、公差标准概述公差标准是工业领域中用于规定产品零件的尺寸、形状、位置等参数的允许偏差的一系列标准。
它是保证产品性能、互换性和精度的重要依据。
公差标准的目的在于使生产过程中的各种参数保持在一个合理的范围内,以满足设计要求和使用需求。
二、公差标准分类公差标准可以根据不同的分类方式进行划分,其中最常见的是根据其用途和性质进行分类。
根据用途,公差标准可以分为尺寸公差和形位公差两大类。
尺寸公差主要关注的是产品零件的长度、直径等线性尺寸的允许偏差,而形位公差关注的是产品零件的形状、位置、方向等非线性特征的允许偏差。
此外,根据性质,公差标准可以分为独立性和相关性两类。
独立性公差标准是指各参数的公差要求相互独立,互不影响;而相关性公差标准则是指某些参数的公差要求是相互关联的,一个参数的公差变动会影响到其他参数的公差。
三、公差等级公差等级是用来表示公差大小的一个标准,它反映了产品零件加工精度的高低。
一般来说,公差等级越高,表示零件的加工精度要求越高,其性能和使用寿命也相对较好,但制造成本也相应增加。
常见的公差等级有IT0、IT1、IT2、IT3、IT4、IT5、IT6等,其中IT表示国际公差标准,数字越大,公差等级越高。
四、选用原则在选用公差标准时,应遵循以下原则:1.根据产品使用要求确定公差等级,保证产品的性能和稳定性;2.考虑加工制造的经济性,避免过高或过低的公差等级,造成制造成本的浪费或无法满足使用要求;3.针对不同的零件和用途,选择适当的尺寸公差和形位公差标准;4.考虑相关性和协调性,确保各参数之间的公差要求能够相互协调,满足整体性能要求;5.在可能的情况下,尽量采用高精度的加工设备和测量器具,提高产品质量和一致性。
五、发展趋势与展望随着科技的进步和制造业的发展,公差标准也在不断更新和完善。
未来,公差标准的发展将呈现出以下趋势:1.国际化趋势:随着全球经济一体化进程的加速,各国之间的技术交流和合作越来越频繁。
①当轴承内径公差带与轴公差带构成配合时,在一般基孔制中原属过渡配合的公差代号将变为过赢配合,如k5、k6、m5、m6、n6等,但过赢量不大;当轴承内径公差代与h5、h6、g5、g6等构成配合时,不在是间隙而成为过赢配合。
②轴承外径公差带由于公差值不同于一般基准轴,也是一种特殊公差带,大多情况下,外圈安装在外壳孔中是固定的,有些轴承部件结构要求又需要调整,其配合不宜太紧,常与H6、H7、J6、J7、Js6、Js7等配合。
附:一般情况下,轴一般标0~+0。
005 如果是不常拆的话,就是+0。
005~+0。
01的过盈配合就可以了,如果要常常的拆装就是过渡配合就可以了。
我们还要考虑到轴材料本身在转动时候的热胀,所以轴承越大的话,最好是-0。
005~0的间隙配合,最大也不要超过0。
01的间隙配合还有一条就是动圈过盈,静圈间隙CLN--相当于ISO公差等级6X,用于公制圆锥滚子轴承(宽度公差有降低)。
/CL0--相当于ISO0级公差,用于英制圆锥滚子轴承。
/CL3--相当于ISO3级公差,用于英制圆锥滚子轴承。
/CL7A--符合差速器轴承配置标准的圆锥滚子轴承。
/CL7C--符合差速器轴承配置特殊标准的圆锥滚子轴承。
/P4--尺寸及旋转精度符合ISO4级公差(比P5精度)。
/P4A--尺寸精度符合ISO4级公差,旋转精度相当于AFBMA标准ABEC9级。
/P5--尺寸旋转精度符合ISO5级公差(精度高于P6)。
/PA9A--尺寸及旋转精度相当于AFBMA标准ABEC9级。
/PA9B--尺寸精度相当于AFBMA标准ABEC9级,旋转精度比PA9A高。
/SP--尺寸精度约为P5,旋转精度约为P4。
/UP--尺寸精度约为P4,旋转精度高于P4。
、1 公差等级的选择与轴承配合的轴或轴承座孔的公差等级与轴承精度有关。
与P0级精度轴承配合的轴,其公差等级一般为IT6,轴承座孔一般为IT7。
对旋转精度和运转的平稳性有较高要求的场合(如电动机等),应选择轴为IT5,轴承座孔为IT6。
前角后角选择标准公差摘要:1.公差的定义与重要性2.前角后角的定义与作用3.标准公差的选择原则4.前角后角选择标准公差的方法5.应用实例与效果分析正文:一、公差的定义与重要性公差是指机械零件制造中,实际尺寸与理想尺寸之间的差值。
公差是衡量零件加工精度的重要指标,直接影响零件的互换性和使用性能。
因此,在零件加工过程中,合理选择公差是非常重要的。
二、前角后角的定义与作用前角和后角是刀具在切削过程中形成的两个角度,前角位于刀尖前方,后角位于刀尖后方。
前角和后角的大小影响刀具的切削性能、切削力、刀具耐用度等方面。
因此,合理选择前角和后角对提高零件加工质量具有重要意义。
三、标准公差的选择原则选择标准公差应遵循以下原则:1.确保零件的使用性能。
选择公差时要充分考虑零件的使用要求,保证零件的互换性和功能性能。
2.考虑加工工艺性。
选择公差时要充分考虑加工工艺的实际情况,确保加工过程的稳定性和可操作性。
3.兼顾经济性。
选择公差时要考虑生产成本,尽量选择合理的公差,以降低生产成本。
四、前角后角选择标准公差的方法选择前角后角标准公差的方法如下:1.根据零件的使用要求,查阅相关标准或设计手册,确定合适的前角和后角数值。
2.结合加工工艺实际情况,如刀具材料、加工设备等,选取合适的公差等级。
3.根据实际加工情况,对前角和后角进行调整,以达到最佳的切削性能和加工质量。
五、应用实例与效果分析在某汽车零部件的加工过程中,采用上述方法选择前角后角标准公差,通过合理调整前角和后角,降低了切削力,提高了刀具耐用度,最终实现了零件加工质量的显著提升。
通过应用此方法,不仅提高了生产效率,降低了生产成本,还为产品质量提供了有力保障。