公差等级的选择和自由公差标准2015-513
- 格式:docx
- 大小:23.38 KB
- 文档页数:3
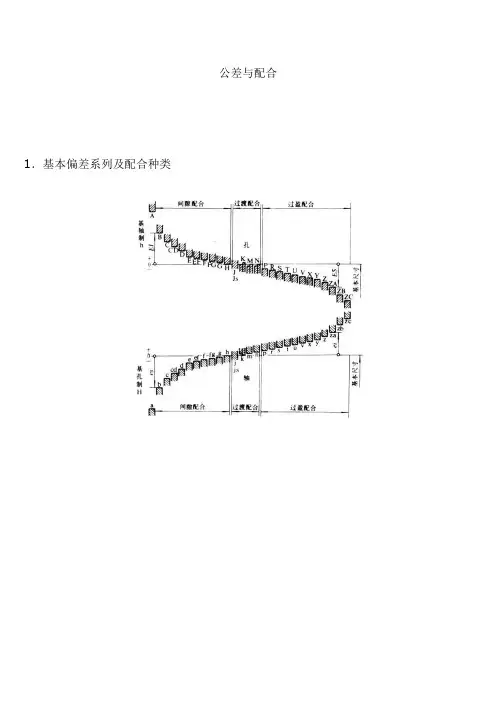
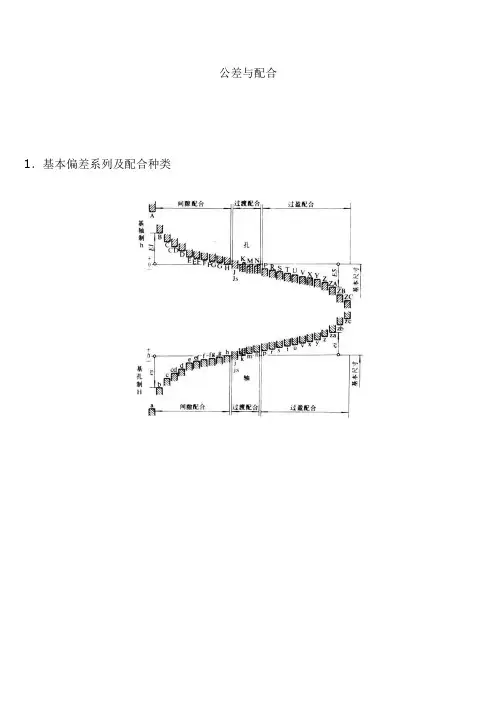
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级.取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造.修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18.IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804—79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(—);长度用(±)? IT(即Js 或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表.这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。
公差等级介绍公差等级知识公差等级介绍公差等级知识今天是2008年8月17日了,我,我们来了解一下进口轴承的公差等级我们都知道轴承是有公差等级,公差代号的,还有型号的,这个也许你会认为的专业的知识,我感觉也确实有点专业,不接触过轴承的朋友也许知道公差等级的了.要是没有接触过轴承的朋友也许就不会了解公差等级的了.其实公差等级与公差代号.可以买本轴承的书就可以了解的很清楚了,不过买书看很是麻烦,我们就在这里来介绍一下轴承的公差等级.一,确定公差的两个基本要素公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
1)标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。
公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT(International Tolerance)表示标准公差。
当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。
基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。
为了使用方便,国家标准把≤500的基本尺寸范围分为 13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。
2)基本偏差;国家标排规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基水偏差。
当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如图2 所示。
二,公差等级表(GB/T1804-2000)线形尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8(GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙c ±0.4 ±1 ±2 ±4最粗v注:倒圆半径和倒角高度的含义参见GB/T6403.4(GB/1804-2000)角度尺寸的极限偏差数值公差等级长度分段~10 >10~50 >50~120 >120~400 >400精密 f ±1° ±30′ ±20′ ±10′ ±5′中等m粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′最粗v ±3° ±2° ±1° ±30′ ±20′(GB/T1184-1996)直线度和平面度的未注公差值公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6(GB/T1184-1996)垂直度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)对称度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)圆跳动的未注公差值公差等级圆跳动公差值H 0.1K 0.2L 0.5三,轴承滚子的公差等级圆柱和圆锥滚子公差分为四级:0、Ⅰ、Ⅱ、Ⅲ级,公差等级依次降低。
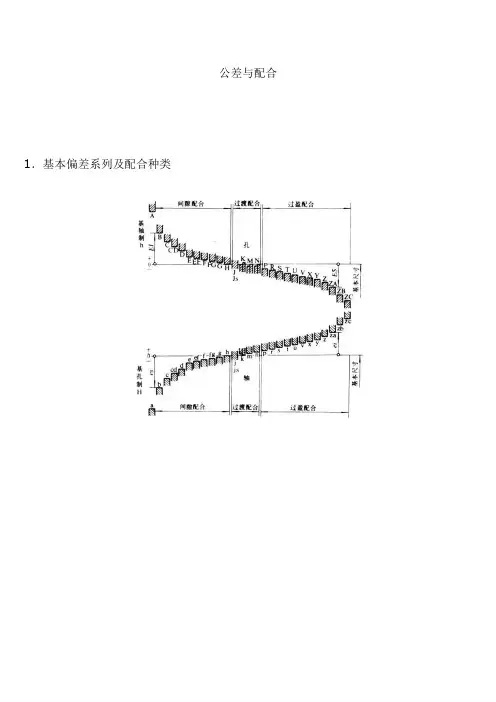
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159—59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(—)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面.②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(—)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800—79中,标准公差分20级.即;IT01、IT0、IT1至IT18.IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低.并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js).必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。
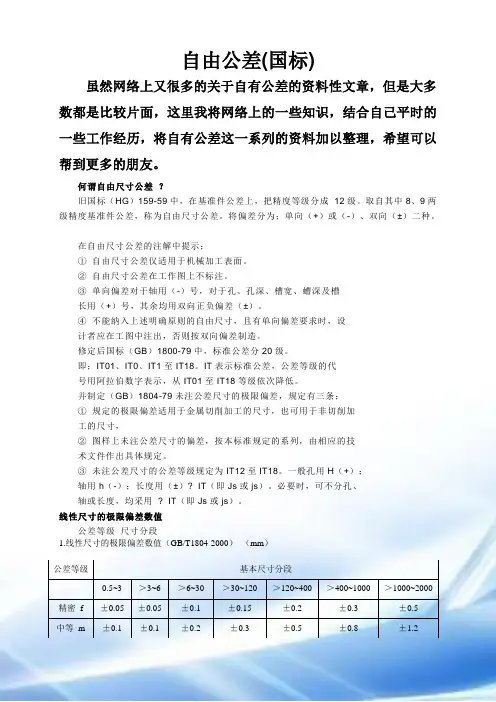
自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级.取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(—)、双向(±)二种.在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注.③单向偏差对于轴用(—)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±).④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级.即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低.并制定(GB)1804—79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18.一般孔用H(+);轴用h(—);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用?IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804—2000)(mm)2。
倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3。
角度尺寸的极限偏差数值(GB/T1804-2000)4。
未注形位公差按GB/T1184—K4。
1直线度和平面度未注公差值(GB/T1184-1996)(mm)4。
2垂直度未注公差值(GB/T1184-1996)(mm)4。
自由公差表国标 LELE was finally revised on the morning of December 16, 2020自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±) IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000) mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K直线度和平面度未注公差值(GB/T1184-1996)(mm)垂直度未注公差值(GB/T1184-1996)(mm)对称度未注公差值(GB/T1184-1996)(mm)圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
自由公差标准# 《自由公差标准》## 一、前言嘿,朋友们!在机械制造、工程设计这些领域啊,你有没有发现一个很神奇的东西叫自由公差呢?其实啊,自由公差标准就像是一把隐藏的尺子,在很多时候默默地发挥着大作用。
这个标准制定出来呢,主要就是为了在没有特别注明公差要求的情况下,给零件的尺寸、形状等规定一个合理的误差范围。
你想啊,如果没有这么个标准,那大家在制造东西的时候,对于那些没有明确公差的部分可就乱套了,零件之间的配合可能就会出现各种各样的问题。
所以啊,这个自由公差标准还是非常重要的呢。
## 二、适用范围1. 机械制造在机械制造这个大领域里,自由公差标准可是无处不在。
比如说,咱们制造一个简单的螺栓和螺母。
对于螺栓的一些非关键尺寸,像螺栓头部的一些小倒角啊,在图纸没有特别标明公差的时候,就可以按照自由公差标准来执行。
因为这些尺寸即使有一点小的偏差,对螺栓和螺母的整体配合影响也不是特别大。
只要在自由公差范围内,螺栓就能顺利地拧进螺母里,不会出现拧不进去或者太松的情况。
2. 汽车制造汽车可是由成千上万个零件组成的大家伙。
在汽车发动机的制造中,有些小的辅助零件,例如一些垫片。
垫片的厚度如果没有特殊要求的公差标注,就可以参照自由公差标准。
因为垫片主要是起到密封、调整间隙等作用,在一定的厚度误差范围内都可以正常工作。
这就大大减少了设计人员对每个小零件都要详细标注公差的工作量,提高了生产效率。
3. 日常用品制造就拿咱们家里常用的小物件来说吧,像门把手。
门把手的一些外观尺寸,比如说它的把手长度或者直径,如果没有特别的公差要求,就会遵循自由公差标准。
因为这些尺寸稍微有点偏差,并不会影响我们正常使用门把手开门、关门。
## 三、术语定义1. 自由公差简单来说呢,自由公差就是在图纸上没有明确给出公差要求的尺寸所允许的误差范围。
比如说,你画了一个长方形的零件,但是只标注了长和宽的基本尺寸,没有说这个长和宽可以有多大的误差,那这个时候就要用到自由公差啦。
自由公差国家标准自由公差是指在一定的尺寸范围内,零件尺寸与公差之间的关系是自由的,这种公差制度在国际上被广泛采用。
自由公差国家标准是指根据国家的法律法规和标准化组织的规定,制定出来的关于自由公差的国家标准。
自由公差国家标准的制定,对于保障产品质量、提高产品的互换性和可靠性,具有非常重要的意义。
首先,自由公差国家标准的制定是为了规范产品的尺寸和公差,保证产品的质量。
在生产制造过程中,零部件的尺寸和公差是非常重要的,它直接关系到产品的装配情况和性能表现。
如果没有统一的国家标准,不同厂家生产的零部件可能存在尺寸和公差的差异,这就会导致产品在装配过程中出现不良情况,影响产品的质量和可靠性。
因此,制定自由公差国家标准,可以有效规范产品的尺寸和公差,保证产品的质量稳定。
其次,自由公差国家标准的制定可以提高产品的互换性和可靠性。
在实际生产中,不同厂家生产的零部件可能需要进行互换,如果它们的尺寸和公差不统一,就会导致互换困难甚至无法互换的情况发生。
而自由公差国家标准的制定,可以使不同厂家生产的零部件在尺寸和公差上达到统一标准,从而提高产品的互换性和可靠性,减少因为零部件不匹配而导致的问题。
最后,自由公差国家标准的制定有利于推动国家工业的发展。
在全球化竞争的背景下,产品的质量和性能已经成为企业竞争的重要因素。
而自由公差国家标准的制定,可以帮助企业提高产品质量,增强产品竞争力,推动国家工业的发展。
同时,自由公差国家标准的制定也有利于提高国家的技术水平和产品质量,增强国家在国际市场上的竞争力。
总之,自由公差国家标准的制定对于保障产品质量、提高产品的互换性和可靠性,以及推动国家工业的发展具有非常重要的意义。
因此,我们应该重视自由公差国家标准的制定工作,不断完善和提高国家标准,为我国的工业发展和产品质量提供有力的支持。
标准公差等级标准公差等级是指在工程制图和零件加工中,对于尺寸公差的一种分类和表示方法。
公差等级的选择对于产品的质量和成本都有着重要的影响,因此在实际的工程设计和生产中,必须对公差等级有清晰的认识和正确的应用。
本文将对标准公差等级进行详细介绍,以便读者更好地理解和运用。
首先,公差等级分为IT等级和数字等级两种表示方法。
IT等级是指采用字母符号表示的公差等级,包括IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10共11个等级。
数字等级是指采用数字表示的公差等级,包括01、0、1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20共21个等级。
不同的等级代表了不同的公差范围和精度要求,IT等级和数字等级之间可以通过对照表进行对应。
其次,公差等级的选择应根据具体的产品要求和加工工艺来确定。
一般来说,对于要求较高的精密零件,应选择较高的公差等级,以保证产品的精度和质量;而对于一般要求的零件,则可以选择较低的公差等级,以降低成本和提高生产效率。
在实际应用中,设计师和工程师需要根据具体情况进行综合考虑,选择合适的公差等级。
另外,公差等级的确定还应考虑到零件的功能和使用要求。
例如,对于需要配合装配的零件,应选择较小的公差等级,以确保配合的精度和质量;而对于不需要配合的独立零件,则可以选择较大的公差等级,以降低成本和提高加工效率。
在实际设计和生产中,需要对零件的功能和使用进行充分的分析和评估,以确定合适的公差等级。
最后,公差等级的应用还需要考虑到加工设备和加工工艺的限制。
不同的加工设备和加工工艺对于公差的控制能力是有限的,因此在选择公差等级时,需要充分考虑到实际的加工条件和能力。
在实际生产中,需要与加工厂商和加工工程师进行充分的沟通和协商,以确定合适的公差等级,并进行必要的调整和优化。
总之,标准公差等级是工程制图和零件加工中非常重要的内容,对于产品的质量和成本都有着重要的影响。
自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 精密 f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2公差等级基本尺寸分段 0.5~3 >3~6 >6~30 >30 精密 f ±0.2 ±0.5 ±1 ±2 中等 m 粗糙 e ±0.4±1±2±4最粗 v 公差等级基本尺寸分段 ~10 >10~50 >50~120 >120~400 >400 精密 f ±1° ±30′ ±20′ ±10′ ±5′ 中等 m 粗糙 e ±1°30′ ±1° ±30′ ±20′ ±10′ 最粗 v±3°±2°±1°±30′±20′4.未注形位公差按GB/T1184-K公差等级基本长度范围 ≤10 >10~30 >30~100 >100~300>300~1000>1000~3000H 0.03 0.05 0.1 0.2 0.3 0.4 K 0.05 0.1 0.2 0.4 0.6 0.8 L0.10.20.40.81.21.6公差等级基本长度范围≤100 >100~300>300~1000>1000~3000H 0.2 0.3 0.4 0.5 K 0.4 0.6 0.8 1 L0.411.524.3公差等级基本长度范围≤100 >100~300>300~1000>1000~3000H 0.5 K 0.6 0.8 1 L0.611.524.4圆跳动的未注公差值(GB/T1184-1996) (mm )粗糙 e ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 最粗 v--±0.5±1±1.5±2.5±4±6公差等级圆跳动公差值H 0.1K 0.2L 0.33.表面粗糙度零件的表面都应该注明粗糙度的等级。
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差 ?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种. 在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面.②自由尺寸公差在工作图上不标注.③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±). ④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800—79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804—79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(—);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表.这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸.这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注.③单向偏差对于轴用(—)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800—79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定. ③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(—);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用 ? IT(即Js或js).根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。
自由公差(国标)虽然网络上又很多的关于自有公差的资料性文章,但是大多数都是比较片面,这里我将网络上的一些知识,结合自己平时的一些工作经历,将自有公差这一系列的资料加以整理,希望可以帮到更多的朋友。
何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
线性尺寸的极限偏差数值公差等级尺寸分段1.线性尺寸的极限偏差数值(GB/T1804-2000)(mm)2.倒圆半径和倒角高度尺寸的极限偏差(GB/T1804-2000)mm3.角度尺寸的极限偏差数值(GB/T1804-2000)4.未注形位公差按GB/T1184-K4.1直线度和平面度未注公差值(GB/T1184-1996)(mm)4.2垂直度未注公差值(GB/T1184-1996)(mm)4.3对称度未注公差值(GB/T1184-1996)(mm)4.4圆跳动的未注公差值(GB/T1184-1996)(mm)3.表面粗糙度零件的表面都应该注明粗糙度的等级。
公差等级的选用第四节常用尺寸公差与配合的选用一、配合制的选用选用配合制时,应从零件的结构、工艺、经济几方面来综合考虑,权衡利弊。
一般情况下,设计时应优先选用基孔制配合。
因为孔通常用定值刀具(如钻头、铰刀、拉刀等)加工,用极限量规检验,所以采用基孔制配合可减少孔公差带的数量,大大减少用定值刀具和极限量规的规格与数量,显然是经济合理的。
但是,在有些情况下采用基轴制配合比较合理。
例如:1)在农业机械,建筑机械等制造中,又是采用具有一定公差等级的冷拉钢材,外径不需要加工,可直接做轴。
在此情况下,应选用基轴制配合。
2)在同一基本尺寸的轴上需要装配几个具有不同配合性质的零件时,应选用基轴制配合。
3)与标准件相配合的孔或轴,应以标准件来确定配合制。
二、公差等级的选用选用公差等级时,要正确处理使用要求、制造工艺和成本之间的关系。
因此,选用公差等级的基本原则是:在满足使用要求的前提下,尽量选取低的公差等级。
另外在确定孔和轴的公差等级关系时,要考虑孔和轴的工艺等价性,即对基本尺寸≤500mm的较高等级的配合,由于孔比同级轴加工困难,当标准公差≤IT8时,国家标准推荐孔比轴低一级相配合,但对标准公差>IT8级或基本尺寸>500mm的配合,由于孔的测量精度比轴容易保证,因而推荐采用同级孔、轴配合。
国家标准推荐的各公差等级的应用范围如下:1)IT01、IT0、IT1级一般用于高精度量块和其他精密尺寸标准块的公差,他们大致相当于量块的1、2、3级精度的公差。
2)IT2~IT5级用于特别精密零件的配合。
3)IT5~IT12级用于配合尺寸公差。
其中IT5(孔到IT6)级用于高精度和重要的配合处。
例如精密机床主轴的轴颈、主轴箱体孔与精密滚动轴承的配合等。
4)IT6(孔到IT7)级用于要求精密配合的情况。
例如机床中一般传动轴和轴承的配合,齿轮、带轮和轴的配合。
5)IT7~IT8级用于一般精度要求的配合。
例如一般机械中速度不高的轴和轴承的配合,在重型机械中用于精度要求较高的配合,在农业机械中则用于较重要的配合。
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级.取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造.修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18.IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804—79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(—);长度用(±)? IT(即Js 或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表.这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。
公差与配合1.基本偏差系列及配合种类自由公差的概念及公差等级表何谓自由尺寸公差?旧国标(HG)159-59中,在基准件公差上,把精度等级分成 12级.取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造.修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18.IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804—79未注公差尺寸的极限偏差,规定有三条:①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(—);长度用(±)? IT(即Js 或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
根据国际标准ISO 2768,以下为线性尺寸未注公差的公差表.这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于:线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:·已有其他一般公差标准规定的线性和角度尺寸;·括号内的参考尺寸;·矩形框格内的理论正确尺寸。
表1 线性尺寸的极限偏差数值公差等级尺寸分段0。