一文看懂如何选择公差等级
- 格式:docx
- 大小:1.00 MB
- 文档页数:6
公差等级表(整理全)公差等级是机械加工中常用的一种标准化的公差进出制度。
公差是描述工件制造精度的指标,公差等级是指用以表示公差限制的数字,它由一系列数字组成,其中每个数字都代表着不同的公差。
公差等级分为五个等级:IT、CT、HT、MT和LT。
其中,IT公差等级是最高的,LT公差等级则是最低的。
1. IT公差等级IT公差等级是精度的最高等级,通常在精细加工工艺上使用。
IT公差等级分为十个等级,分别为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7和IT8。
其中,差量最小的是IT01,差量最大的是IT8。
2. CT公差等级CT公差等级用于一般加工工艺中,在极限条件下能够满足使用要求。
CT公差等级分为六个等级,分别为CT1、CT2、CT3、CT4、CT5和CT6。
其中,差量最小的是CT1,差量最大的是CT6。
3. HT公差等级HT公差等级适用于粗加工工艺,可以满足大多数机械制品的要求。
HT公差等级分为六个等级,分别为HT1、HT2、HT3、HT4、HT5和HT6。
其中,差量最小的是HT1,差量最大的是HT6。
4. MT公差等级MT公差等级适用于粗加工工艺中的低精度工件,其公差较大。
MT公差等级分为六个等级,分别为MT1、MT2、MT3、MT4、MT5和MT6。
其中,差量最小的是MT1,差量最大的是MT6。
5. LT公差等级LT公差等级适用于一些非常规的加工工艺中,其公差更大。
LT公差等级分为六个等级,分别为LT1、LT2、LT3、LT4、LT5和LT6。
其中,差量最小的是LT1,差量最大的是LT6。
公差等级是机械制品生产中非常重要的一个指标,它直接关系到产品的使用效果。
生产企业应该严格按照相关标准要求,根据产品的实际情况合理选择公差等级。
这既能保证产品的精度和性能,又能够提高产品的生产效率和竞争力。

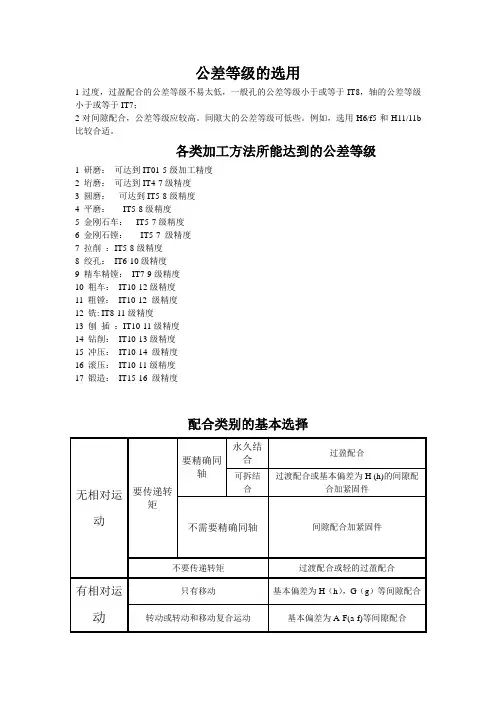
公差等级的选用1过度,过盈配合的公差等级不易太低,一般孔的公差等级小于或等于IT8,轴的公差等级小于或等于IT7;2对间隙配合,公差等级应较高。
间隙大的公差等级可低些。
例如,选用H6/f5和H11/11b 比较合适。
各类加工方法所能达到的公差等级1 研磨:可达到IT01-5级加工精度2 垳磨:可达到IT4-7级精度3 圆磨:可达到IT5-8级精度4 平磨:IT5-8级精度5 金刚石车:IT5-7级精度6 金刚石镗:IT5-7 级精度7 拉削:IT5-8级精度8 绞孔:IT6-10级精度9 精车精镗:IT7-9级精度10 粗车:IT10-12级精度11 粗镗:IT10-12 级精度12 铣: IT8-11级精度13 刨插:IT10-11级精度14 钻削:IT10-13级精度15 冲压:IT10-14 级精度16 滚压:IT10-11级精度17 锻造:IT15-16 级精度配合类别的基本选择无相对运动要传递转矩要精确同轴永久结合过盈配合可拆结合过渡配合或基本偏差为H (h)的间隙配合加紧固件不需要精确同轴间隙配合加紧固件不要传递转矩过渡配合或轻的过盈配合有相对运动只有移动基本偏差为H(h),G(g)等间隙配合转动或转动和移动复合运动基本偏差为A-F(a-f)等间隙配合一外圆表面的加工1 粗车可达IT12-11 Ra50-12.62 半精车可达IT10-8 Ra6.3-1.63 精车可达IT8-6 Ra1.6-0.83 细车可达IT6级以上Ra0.8-0.2二外圆面的磨削1 粗磨可达IT8-7级Ra1.6-0.82 精磨可达IT6级Ra0.4-0.23 细磨可达IT5级Ra0.2-0.14 镜面磨Ra0.008三孔的加工1钻孔精度IT10以下Ra50-12.5扩孔精度IT10-9 Ra6.3-3.2 扩孔可降低表面粗糙度提2高孔的加工精度且可修正钻孔的歪斜。
3 绞孔精度IT8-6级Ra1.6-0.8 (绞孔通常有两种铰刀1高速钢通常留余量0.1-0.2mm 原理利用刀刃的切屑作用。
标准公差等级标准公差等级是指在工程制图和零件加工中,对于尺寸公差的一种分类和表示方法。
公差等级的选择对于产品的质量和成本都有着重要的影响,因此在实际的工程设计和生产中,必须对公差等级有清晰的认识和正确的应用。
本文将对标准公差等级进行详细介绍,以便读者更好地理解和运用。
首先,公差等级分为IT等级和数字等级两种表示方法。
IT等级是指采用字母符号表示的公差等级,包括IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10共11个等级。
数字等级是指采用数字表示的公差等级,包括01、0、1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、20共21个等级。
不同的等级代表了不同的公差范围和精度要求,IT等级和数字等级之间可以通过对照表进行对应。
其次,公差等级的选择应根据具体的产品要求和加工工艺来确定。
一般来说,对于要求较高的精密零件,应选择较高的公差等级,以保证产品的精度和质量;而对于一般要求的零件,则可以选择较低的公差等级,以降低成本和提高生产效率。
在实际应用中,设计师和工程师需要根据具体情况进行综合考虑,选择合适的公差等级。
另外,公差等级的确定还应考虑到零件的功能和使用要求。
例如,对于需要配合装配的零件,应选择较小的公差等级,以确保配合的精度和质量;而对于不需要配合的独立零件,则可以选择较大的公差等级,以降低成本和提高加工效率。
在实际设计和生产中,需要对零件的功能和使用进行充分的分析和评估,以确定合适的公差等级。
最后,公差等级的应用还需要考虑到加工设备和加工工艺的限制。
不同的加工设备和加工工艺对于公差的控制能力是有限的,因此在选择公差等级时,需要充分考虑到实际的加工条件和能力。
在实际生产中,需要与加工厂商和加工工程师进行充分的沟通和协商,以确定合适的公差等级,并进行必要的调整和优化。
总之,标准公差等级是工程制图和零件加工中非常重要的内容,对于产品的质量和成本都有着重要的影响。
自由尺寸公差公差等于上下偏差的绝对值旧国标(HG)159-59中,在基准件公差上,把精度等级分成12级。
取自其中8、9两级精度基准件公差,称为自由尺寸公差。
将偏差分为;单向(+)或(-)、双向(±)二种。
在自由尺寸公差的注解中提示;①自由尺寸公差仅适用于机械加工表面。
②自由尺寸公差在工作图上不标注。
③单向偏差对于轴用(-)号,对于孔、孔深、槽宽、螬深及槽长用(+)号,其余均用双向正负偏差(±)。
④不能纳入上述明确原则的自由尺寸,且有单向偏差要求时,设计者应在工图中注出,否则按双向偏差制造。
修定后国标(GB)1800-79中,标准公差分20级。
即;IT01、IT0、IT1至IT18。
IT表示标准公差,公差等级的代号用阿拉伯数字表示,从IT01至IT18等级依次降低。
并制定(GB)1804-79未注公差尺寸的极限偏差,规定有三条;①规定的极限偏差适用于金属切削加工的尺寸,也可用于非切削加工的尺寸,②图样上未注公差尺寸的偏差,按本标准规定的系列,由相应的技术文件作出具体规定。
③未注公差尺寸的公差等级规定为IT12至IT18。
一般孔用H(+);轴用h(-);长度用(±)? IT(即Js或js)。
必要时,可不分孔、轴或长度,均采用? IT(即Js或js)。
50~80mmIT1 0.002mm,IT2 0.003mm,IT3 0.005mm,IT4 0.008mm,IT5 0.013mm,IT6 0.019mm,IT7 0.030mm,IT8 0.046mm,IT9 0.074mm,IT10 0.12mm,IT11 0.19mm,IT12 0.3mm,IT13 0.46mm,IT14 0.74mm,IT15 1.2mm,IT16 1.9mm,IT17 3mm,IT18 4.6mm80~120mmIT1 0.0025mm,IT2 0.004mm,IT3 0.006mm,IT4 0.01mm,IT5 0.015mm,IT6 0.022mm,IT7 0.035mm,IT8 0.054mm,IT9 0.087mm,IT10 0.14mm,IT11 0.22mm,IT12 0.35mm,IT13 0.54mm,IT14 0.87mm,IT15 1.4mm,IT16 2.2mm,IT17 3.5mm,IT18 5.4mm一、GB/T1804-2000 线形尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8二、(GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙c ±0.4 ±1 ±2 ±4最粗v注:倒圆半径和倒角高度的含义参见GB/T6403.4三、(GB/1804-2000)角度尺寸的极限偏差数值公差等级长度分段~10 >10~50 >50~120 >120~400 >400精密f ±1°±30′±20′±10′±5′中等m粗糙c ±1°30′±1°±30′±15′±10′最粗v ±3°±2°±1°±30′±20′四、(GB/T1184-1996)直线度和平面度的未注公差值公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6五、(GB/T1184-1996)垂直度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2六、(GB/T1184-1996)对称度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2七、(GB/T1184-1996)圆跳动的未注公差值公差等级圆跳动公差值H 0.1K 0.2L 0.5配合基本尺寸相同的相互结合的孔和轴公差带之间的关系。
公差等级国家标准公差是指零件尺寸与公称尺寸之间的允许偏差范围,是衡量零件尺寸精度和形位精度的重要指标。
公差等级是指在一定的公差范围内,能够满足零件功能和装配要求的等级标准。
国家标准对于公差等级有着明确的规定,不同的零件应该根据其用途和精度要求来选择相应的公差等级,以保证零件的质量和性能。
在国家标准中,公差等级通常采用字母和数字的组合来表示,常见的有IT 系列、JT 系列、CT 系列等。
其中,IT 系列是最常用的公差等级之一,其规定了公差的上限和下限,并且根据零件的尺寸大小和精度要求,分为IT01、IT0、IT1、IT2、IT3、IT4、IT5、IT6、IT7、IT8、IT9、IT10共11个等级。
IT 系列的公差等级适用于大多数机械零件的加工和装配,能够满足一般工程要求。
除了IT 系列,JT 系列和CT 系列也分别适用于特定的工程要求。
JT 系列适用于精密仪器和精密工具的加工和装配,其公差等级更加严格,能够满足高精度要求;CT 系列适用于对形位精度要求较高的零件,如配合零件、定位销等,其公差等级主要规定了零件的形位公差范围,能够保证零件的装配精度和运行稳定性。
选择合适的公差等级对于保证零件的质量和性能至关重要。
如果公差等级选择过高,将增加零件加工的难度和成本,同时也会增加装配的复杂度;如果公差等级选择过低,将导致零件的精度不足,影响零件的使用寿命和性能。
因此,在实际工程中,需要根据零件的具体用途和精度要求,结合国家标准规定,合理选择公差等级,以确保零件的质量和性能。
总之,公差等级国家标准的制定,为机械零件的加工和装配提供了重要的参考依据。
合理选择公差等级,能够有效保证零件的精度和形位精度,提高零件的质量和性能,同时也有利于降低成本和提高生产效率。
因此,在工程设计和制造过程中,需要充分理解国家标准对公差等级的规定,合理选择公差等级,以满足零件的精度和形位精度要求,确保零件的质量和性能。
标准件的公差等级
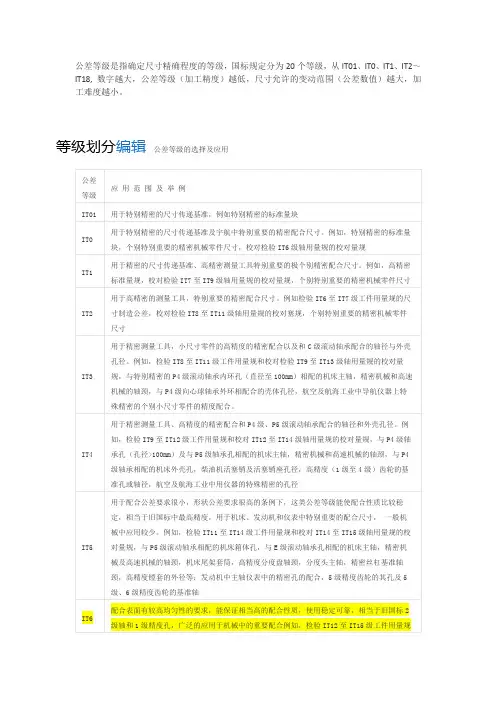
标准件是指结构、尺寸、画法、标记等各个方面已经完全标准化,并由专业厂生产的常用的零(部)件,如螺纹件、键、销、滚动轴承等等。
它的公差等级是指确定尺寸精确程度的等级,国标规定分为20 个等级,从IT01、IT0、IT1、IT2~IT18, 数字越大,公差等级(加工精度)越低,尺寸允许的变动范围(公差数值)越大,加工难度越小。
公差等级的选择需要考虑到零件的使用要求、加工成本和生产效率等因素。
一般来说,对于高精度要求的零件,公差等级应该选择较高,对于低精度要求的零件,可以选择较低的公差等级。
同时,公差等级的选择也需要考虑到加工工艺的可行性和经济性。
不同的标准件可能会有不同的公差等级要求,因此在选择标准件时,需要根据具体的标准件规格和使用要求来确定公差等级。
公差等级表怎么看,公差等级的
选用
1、公差表在国家标准中,公差与配合方面有“标准公差数值表”、“轴的基本偏差数值表”和“孔的基本偏差数值表”等三张最常用的表格,所有孔、轴的上、下偏差均是根据这三张表格计算得出的。
这三张表格不仅适用于光滑圆柱配合,也包括其他表面或结构的尺寸公差,以及由它们组成的配合。
对圆柱(孔表面或轴表面)它是指直径,对键宽与键槽宽指的是宽度,这时键宽相当于轴,键槽宽相当于孔。
公差表中“基本尺寸”一栏的大于3至6,大于6至10……是尺寸分段,单位为mm,凡是属于这一段范围的尺寸,都可以查偏差数值。
公差表中的偏差数值是以μм(微米)为单位的,但在图样中标注偏差数值时,则以mm(毫米)为单位。
根据国际标准,以下为基本尺寸0-500mm,4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
(end) 2、查表方法以下为公差表的查表方法。
举例:
Φ230H8/t9,这是表示标准公差为8级的基准孔H8与基本偏差代号为t的9级的轴t9组成的过盈配合。
对孔,先从标准公差数值表中查出IT8:对应于基本尺寸分段>180~230的IT8为72μм。
再查孔的基本偏差表:对应于尺寸分段>180~230的H的基本偏差(下偏差)为零。
同样,再从标准公差表和轴的基本偏差表中查得:IT7=46μм,t的下偏差为+196μм。
一文看懂如何选择公差等级!
选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。
选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。
精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。
但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。
对配合尺寸选取适当的公差等级是极为重要的。
因为在很多情况下,它将决定配合零件的工作性能、使用寿命及可靠性,同时又决定零件的制造成本和生产效率。
1)选择公差等级首先应保证使用要求。
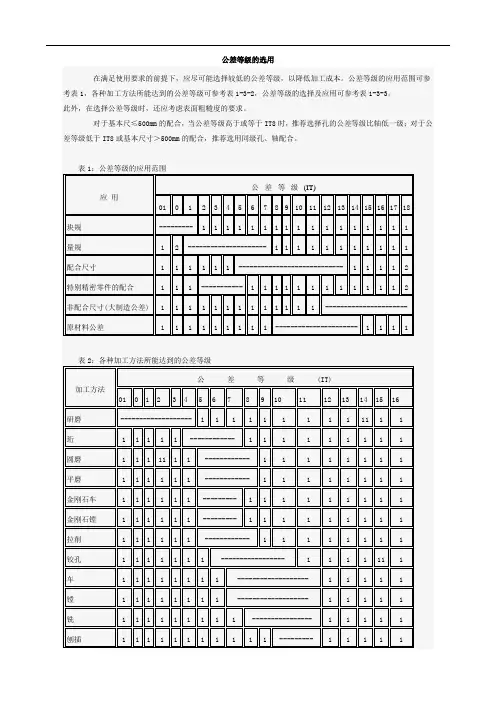
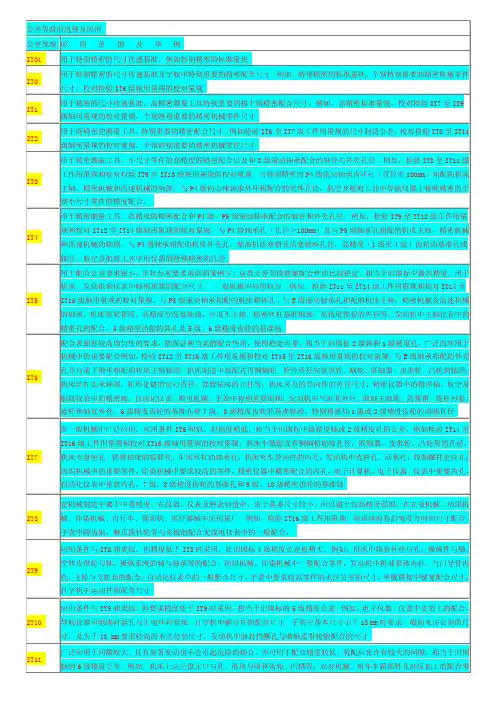
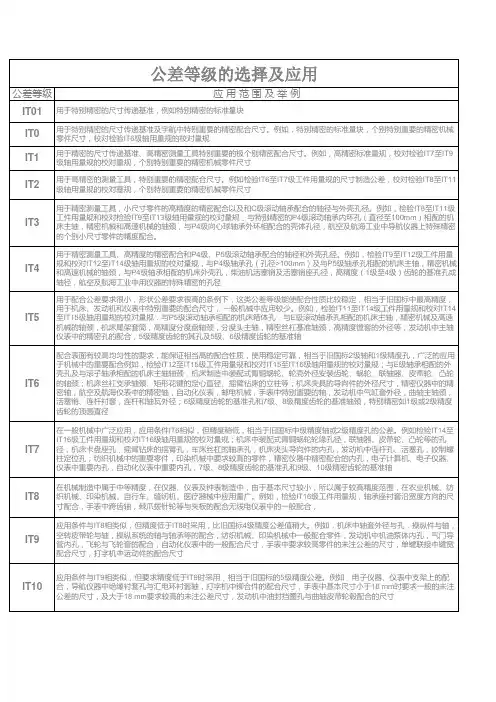
各个公差等级的应用范围没有严格的划分,公差等级大致的应用范围见表1。
具体可参照表2的应用示例,通过对比分析来选择公差等级。
表1 公差等级的应用范围
表2 公差等级的选择及应用
2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。
选择最佳加工精度是一个非常复杂的技术经济问题。
它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标(可靠性、寿命、燃料消耗等)的影响。
常用加工方法可能达到的公差等级见表3,表4推荐了与各公差等级相对应的经济加工方法,公差等级与成本的关系见表5。
表3 常用加工方法可能达到的公差等级
表4 各公差等级对应的经济加工方法
表5 不同公差等级加工成本比较
3)在选择公差等级时,还应考虑表面粗糙度的要求。
轴、孔公差
等级与表面粗糙度的关系见表6。
表6 轴、孔公差等级与表面粗糙度的对应关系。
公差等级介绍公差等级知识公差等级介绍公差等级知识今天是2008年8月17日了,我,我们来了解一下进口轴承的公差等级我们都知道轴承是有公差等级,公差代号的,还有型号的,这个也许你会认为的专业的知识,我感觉也确实有点专业,不接触过轴承的朋友也许知道公差等级的了.要是没有接触过轴承的朋友也许就不会了解公差等级的了.其实公差等级与公差代号.可以买本轴承的书就可以了解的很清楚了,不过买书看很是麻烦,我们就在这里来介绍一下轴承的公差等级.一,确定公差的两个基本要素公差带是由标准公差和基本偏差两个基本要素确定的,标准公差确定公差带的大小;基本偏差确定公差带相对于零钱的位置。
1)标准公差:标准公差是由国家标准规定的,用于确定公差带大小的任一公差。
公差等级确定尺寸的精确程度,国家标准把公差等组分为20个等级,分别用IT01、IT0、IT1~IT18表示,称为标准公差,IT(International Tolerance)表示标准公差。
当基本尺寸一定时,公差等级愈高,标准公差值愈小,尺寸的精确度就愈高。
基本尺寸和公差等级相同的孔与轴,它们的标准公差相等。
为了使用方便,国家标准把≤500的基本尺寸范围分为 13尺寸段,按不同的公差等级对应各个尺寸分段规定出公差值,并用表的形式列出。
2)基本偏差;国家标排规定用来确定公差带相对于零线位置的上偏差或下偏差;一般为最靠近零线的那个偏差为基水偏差。
当公差带位于零线的上方时,基本偏差为下偏差;当公差带位于零钱的下方时,基本偏差为上偏差,如图2 所示。
二,公差等级表(GB/T1804-2000)线形尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30~120 >120~400 >400~1000 >1000~2000 >2000~4000精密f ±0.05 ±0.05 ±0.1 ±0.15 ±0.2 ±0.3 ±0.5中等m ±0.1 ±0.1 ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2粗糙c ±0.2 ±0.3 ±0.5 ±0.8 ±1.2 ±2 ±3 ±4最粗v ±0.5 ±1 ±1.5 ±2.5 ±4 ±6 ±8(GB/T1804-2000)倒圆半径和倒角高度尺寸的极限偏差数值公差等级基本尺寸分段0.5~3 >3~6 >6~30 >30精密f ±0.2 ±0.5 ±1 ±2中等m粗糙c ±0.4 ±1 ±2 ±4最粗v注:倒圆半径和倒角高度的含义参见GB/T6403.4(GB/1804-2000)角度尺寸的极限偏差数值公差等级长度分段~10 >10~50 >50~120 >120~400 >400精密 f ±1° ±30′ ±20′ ±10′ ±5′中等m粗糙c ±1°30′ ±1° ±30′ ±15′ ±10′最粗v ±3° ±2° ±1° ±30′ ±20′(GB/T1184-1996)直线度和平面度的未注公差值公差等级基本长度范围≤10 >10~30 >30~100 >100~300 >300~1000 >1000~3000 H 0.02 0.05 0.1 0.2 0.3 0.4K 0.05 0.1 0.2 0.4 0.6 0.8L 0.1 0.2 0.4 0.8 1.2 1.6(GB/T1184-1996)垂直度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.2 0.3 0.4 0.5K 0.4 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)对称度未注公差值公差等级基本长度范围≤100 >100~300 >300~1000 >1000~3000H 0.5K 0.6 0.8 1L 0.6 1 1.5 2(GB/T1184-1996)圆跳动的未注公差值公差等级圆跳动公差值H 0.1K 0.2L 0.5三,轴承滚子的公差等级圆柱和圆锥滚子公差分为四级:0、Ⅰ、Ⅱ、Ⅲ级,公差等级依次降低。
一文看懂如何选择公差等级
选择公差等级的实质就是正确解决机器零件使用要求与制造工艺及成本之间的矛盾。
选择公差等级的原则,是在满足零件使用要求的前提下,尽可能选用较低的公差等级。
精度要求应与生产的可能性协调一致,即要采用合理的加工工艺、装配工艺和现有设备。
但是,在必要的情况下,则要采取提高设备精度和改进工艺的方法来保证产品的精度。
对配合尺寸选取适当的公差等级是极为重要的。
因为在很多情况下,它将决定配合零件的工作性能、使用寿命及可靠性,同时又决定零件的制造成本和生产效率。
1)选择公差等级首先应保证使用要求。
各个公差等级的应用范围没有严格的划分,公差等级大致的应用范围见
表1。
表2
表1 公差等级的应用范围
表2 基本尺寸0-500mm, 4-18级精度标准公差表
2)选择公差等级时,既要满足设计要求,也要考虑工艺的可能性及经济性。
选择最佳加工精度是一个非常复杂的技术经济问题。
它不仅要考虑加工成本,而且要考虑由于加工精度的提高而增加的装配成本,以及精度对产品使用性能和经济指标(可靠性、寿命、燃料消耗等)的影响。
常用加工方法可能达到的公差等级见表3,表4推荐了与各公差等级相对应的经济加工方法,公差等级与成本的关系见表5。
表3 常用加工方法可能达到的公差等级
表4 各公差等级对应的经济加工方法
表5 不同公差等级加工成本比较
表6 轴、孔公差等级与表面粗糙度的对应关系。