3并条工艺设计
- 格式:ppt
- 大小:18.61 MB
- 文档页数:50
第三章 麻纺系统与工艺麻类品种很多,麻类品种很多,作为服装面料纤维,主要是苎麻和亚麻,其中苎麻批量最大,在此主要介绍苎麻和亚麻的纺纱系统和各工序的作用。
第一节 苎麻纺纱系统与工艺本节主要掌握苎麻纺纱系统。
一、苎麻长麻纺系统精干麻→准备→堆仓→扯麻→梳麻→预并I——→预并II→精梳→ 梳前准备 精梳前准备{ } →并条I→并条II→并条III→并条IV→头粗→二粗精后并条(单程粗纱)→细纱二、苎麻短麻纺系统1.棉系统棉→A002→ A006c → A034→ A036→ A092→ A076 → 短麻 抓棉机 混棉 六辊开棉 豪猪开棉 双箱给棉 成卷→A186→A272(并条)→A456A→A513梳棉 二~三道 粗纱 细纱2 中长纺系统棉→A272C →A006C →A036C →A092A →A076C →A186M → 段麻→A272E (二 道)→A456MA →A513MA3 紬丝纺绵→A013(混棉给棉)→A036 →A092→A076→BC272B(两联梳毛 落麻麻条预并 条条预并 机)→BC584(精纺机)一、苎麻长麻纺工艺本节重点掌握长麻纺主要工序的工艺参数。
(一)苎麻原料属荨麻科苎麻属,多年草本。
有50多种,我国约有10多种,产量占90%以上。
产区:长江,华南,黄河。
1 苎麻原麻中70%为纤维素,30%为胶质,脱胶后为精干麻。
2 苎麻一年3收。
头、二、三麻,产量由大渐小,细度由细渐粗。
3 甲类麻:1800支以上;乙类麻:1800支以下4 外观分等:一、二、三等长度分级:≥130为一级;≥90为二级;≥50为三级。
5 精干麻——有内在品质和外观品质要求线密度、束强、长度、回潮、含胶、含油、白度、色泽、气味、手感、疵点。
分为普、优、特。
6 纺低支纱16N以下,选纤维细度1000N~1400N中支纱46N以下,选纤维细度1400N~1600N高支纱50N以上,选纤维细度1800N以上。
并条工艺设计1、并条机的工艺参数重点包括以下几个方面A、罗拉隔距B、后牵伸倍数C、压力棒高低D、前罗拉速度E、并合数、并条道数、两道并条的牵伸分配F、质量控制标准设置G、其它(压力、喇叭口口径、张力牵伸等)2、并条工艺设计的目标A、纤维得到良好的伸直、条干均匀度得到改善、原料得到充分混和、满足后道生产.B、纱疵很少产生。
C、较高生产效率.3、并条罗拉隔距的设置决定罗拉隔距大小的主要因素是牵伸力,它首先与纤维的长度有密切关系,另外与原料的细度、整齐度、喂入品的定量、纤维的卷曲及牵伸倍数等有关。
罗拉隔距的大小最终通过试验确定生产棉纤维时罗拉隔距参考纤维长度分布图确定A、牵伸隔距依照下列方案确定:①、主牵伸隔距=最长纤维长度②、主牵伸隔距=1%最长纤维长度+(2~3)mm③、主牵伸隔距=2.5%最长纤维长度+(9~10)mm④、其他影响因素伸(直度差、后牵伸大、短绒高、定量轻,隔距应偏小设定)B、并条后牵伸隔距依照下列方案确定①最长纤维长度。
②在主牵伸隔距基础上+(4~8)。
③后牵伸隔距设置还须考虑后牵伸倍数、纤维整齐度、条子定量等因素。
(牵伸倍数大、短绒高、定量轻,隔距应偏小设定)C、最长纤维长度及2.5%纤维长度与手扯长度的近似关系①、最长纤维长度约为手扯长度+14mm。
②、2.5%纤维长度约为手扯长度+8mm。
4、并条后区牵伸的设置并条后区牵伸其作用是为伸直纤维做准备、为前区牵伸做准备.后区牵伸倍数的确定根据原料情况,长度、长度整齐度、半制品纤维伸直情况、并条的道数、条子定量、罗拉隔距等确定.必须注意的是小的后区牵伸倍数的选择必须考虑设备状态.后区牵伸倍数确定原则①、纤维长度越大、越一致,牵伸倍数可以越大。
②、纤维长度越短、越不一致,牵伸倍数必须越小.③、原料越卷曲,后区牵伸倍数必须越大。
④、道数越多,后区牵伸倍数必须越小。
5、并条道数A、精梳后单并是发展方向,但必须在一定的基础上实施。
①、具有短片段自调匀整的并条机。
并条工序的任务及流程并条工序的任务及流程一、并条工序的任务原棉(或化纤)在经过开清棉和梳棉工序后,虽已制成了生条,但生条的长片段不匀率比较高,其中的纤维多呈弯钩和屈曲状态,伸直平行度较差,而且生条中还存在部分小纤维束。
所以,要通过并条工序的加工,以提高棉条质量。
并条工序的主要任务如下:并合将6-8根生条随机并和,以降低熟条的重量不匀。
牵伸利用牵伸作用改善生条结构,提高纤维的伸直平行度和分离度。
混合借助并和和牵伸,使棉条中不同性质的纤维充分混合均匀。
成条制成条干均匀的棉条,并有规律地盘放在棉条筒内以便于搬运及下道工序的使用。
二、并条机的工艺流程1、喂入部分:棉条筒、导条辊、给棉罗拉。
2、牵伸部分:牵伸罗拉、牵伸皮辊、加压机构等。
牵伸罗拉的表面有沟槽,皮辊也称为上罗拉,皮辊依靠下罗拉回转摩擦带动。
弹簧摇架加压、气压加压等。
3、成条部分:集束器、圈条器等。
并条机的喂入型式有平台式和高架式:平台式的导条台成V字形,可托持棉条,并使之依次平行排列,通过平台进入牵伸装置,要求台面要光滑,平台的高度不宜太低,否则易产生折条,造成断头。
平台上有导条柱,用来改变棉条的前进方向。
但此种型式整洁美观,光线明亮,清洁方便,但最远的条筒离给棉罗拉距离较远摩擦力大,且棉条在转向时也受到较大的摩擦阻力,故限制了并条机速度的进一步提高。
高架式,巡回路线短,由于棉条垂直积极上引、打折少可减少意外伸长,但长期停车后由于条子易下垂,造成意外伸长,故对纤维伸直度好的细特精梳棉条一般不宜采用此型式。
目前国外比较先进的并条机有瑞士立达、德国特吕茨勒、日本丰田等。
三、并和与牵伸1.并和作用所谓并和就是将两根或两根以上的棉条平行叠合成一个整体。
在并和过程中,若粗段与细段相并和,便可获得明显的均匀效果;若粗段(或细段)与粗细适中的片段相并合,由于棉条片段重量或粗细相对差异较小,所以均匀效果依然存在;当相对应的片段中粗段与粗段或细段与细段相并和时,片段的均匀度未被改善,但也没有恶化。
并条:并条机的牵伸型式及工艺配置发布时间:2009-2-18 8:54:00文章出处:中国纺机网一.并条机的牵伸型式并条机的牵伸型式经历了从连续牵伸和双区牵伸到曲线牵伸的发展过程。
其牵伸型式、牵伸区内摩擦力界布置越来越有利于对纤维的控制。
尤其是新型压力棒牵伸,使牵伸过程中纤维变速点分布集中,条干均匀,品质好。
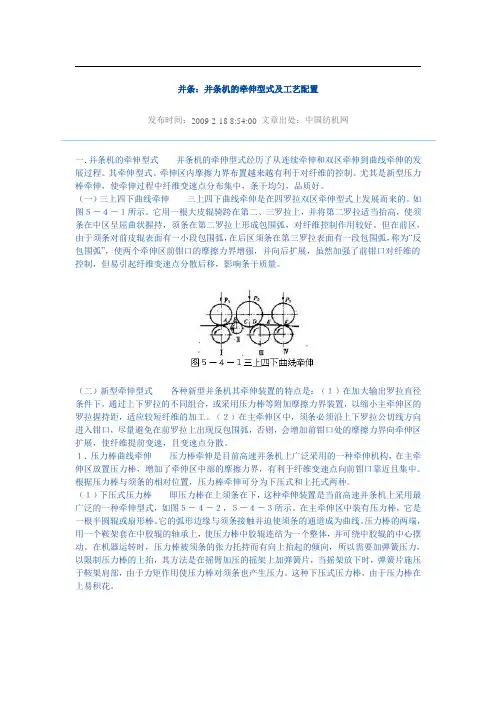
(一)三上四下曲线牵伸三上四下曲线牵伸是在四罗拉双区牵伸型式上发展而来的。
如图5-4-1所示。
它用一根大皮辊骑跨在第二、三罗拉上,并将第二罗拉适当抬高,使须条在中区呈屈曲状握持,须条在第二罗拉上形成包围弧,对纤维控制作用较好。
但在前区,由于须条对前皮辊表面有一小段包围弧,在后区须条在第三罗拉表面有一段包围弧,称为“反包围弧”,使两个牵伸区前钳口的摩擦力界增强,并向后扩展,虽然加强了前钳口对纤维的控制,但易引起纤维变速点分散后移,影响条干质量。
(二)新型牵伸型式各种新型并条机其牵伸装置的特点是:(1)在加大输出罗拉直径条件下,通过上下罗拉的不同组合,或采用压力棒等附加摩擦力界装置,以缩小主牵伸区的罗拉握持距,适应较短纤维的加工。
(2)在主牵伸区中,须条必须沿上下罗拉公切线方向进入钳口,尽量避免在前罗拉上出现反包围弧,否则,会增加前钳口处的摩擦力界向牵伸区扩展,使纤维提前变速,且变速点分散。
1.压力棒曲线牵伸压力棒牵伸是目前高速并条机上广泛采用的一种牵伸机构,在主牵伸区放置压力棒,增加了牵伸区中部的摩擦力界,有利于纤维变速点向前钳口靠近且集中。
根据压力棒与须条的相对位置,压力棒牵伸可分为下压式和上托式两种。
(1)下压式压力棒即压力棒在上须条在下,这种牵伸装置是当前高速并条机上采用最广泛的一种牵伸型式,如图5-4-2,5-4-3所示。
在主牵伸区中装有压力棒,它是一根半圆辊或扇形棒。
它的弧形边缘与须条接触并迫使须条的通道成为曲线。
压力棒的两端,用一个鞍架套在中胶辊的轴承上,使压力棒中胶辊连结为一个整体,并可绕中胶辊的中心摆动。
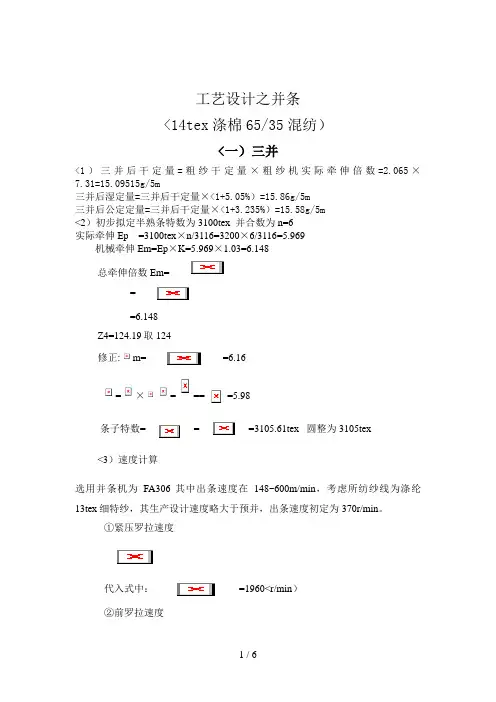
工艺设计之并条<14tex涤棉65/35混纺)<一)三并<1)三并后干定量=粗纱干定量×粗纱机实际牵伸倍数=2.065×7.31=15.09515g/5m三并后湿定量=三并后干定量×<1+5.05%)=15.86g/5m三并后公定定量=三并后干定量×<1+3.235%)=15.58g/5m<2)初步拟定半熟条特数为3100tex 并合数为n=6实际牵伸Ep=3100tex×n/3116=3200×6/3116=5.969机械牵伸Em=Ep×K=5.969×1.03=6.148总牵伸倍数Em===6.148Z4=124.19取124修正:m==6.16=×====5.98条子特数===3105.61tex 圆整为3105tex<3)速度计算选用并条机为FA306其中出条速度在148~600m/min,考虑所纺纱线为涤纶13tex细特纱,其生产设计速度略大于预并,出条速度初定为370r/min。
①紧压罗拉速度代入式中:=1960<r/min)②前罗拉速度代入式中:=363<r/min)<二)二并<1)上部得出二并之后的条子特数为3105tex<2)初步拟定半熟条特数为3200tex 并合数为n=6实际牵伸Ep=3200tex×n/3105=3200×6/3105=6.18机械牵伸Em=Ep×K=6.18×1.03=6.37总牵伸倍数Em===6.37Z4=122.26取122修正:m==6.38=×====6.19条子特数===3203.325tex 圆整3203tex<3)速度计算选用并条机为FA306其中出条速度在148~600m/min,考虑所纺纱线为涤纶14tex细特纱,其生产设计速度略大于预并,出条速度初定为370r/min。
纺织行业纺织工艺方案第1章纺织原料的准备 (4)1.1 原料的选择与要求 (4)1.1.1 原料的种类 (4)1.1.2 原料的品质 (4)1.1.3 原料的规格 (4)1.2 原料的处理与加工 (4)1.2.1 开松与清棉 (4)1.2.2 混纺与并条 (4)1.2.3 精梳与粗梳 (4)1.2.4 并丝与加捻 (5)1.2.5 络筒与整经 (5)第2章纺纱工艺 (5)2.1 粗纱工艺 (5)2.1.1 牵伸倍数的选择 (5)2.1.2 粗纱张力的控制 (5)2.1.3 罗拉隔距的配置 (5)2.2 细纱工艺 (5)2.2.1 牵伸倍数的选择 (6)2.2.2 加捻程度的控制 (6)2.2.3 纱线张力的控制 (6)2.3 并条工艺 (6)2.3.1 并合根数的选择 (6)2.3.2 并合方式的配置 (6)2.3.3 牵伸倍数的确定 (6)2.4 捻线工艺 (6)2.4.1 捻度的控制 (6)2.4.2 捻向的选择 (7)2.4.3 纱线张力的控制 (7)第3章织造工艺 (7)3.1 织物组织设计 (7)3.1.1 设计原则 (7)3.1.2 组织分类 (7)3.1.3 设计方法 (7)3.2 经纬纱准备 (7)3.2.1 准备要求 (8)3.2.2 工艺流程 (8)3.3 织造设备与工艺参数 (8)3.3.1 设备选择 (8)3.3.2 工艺参数设置 (8)3.4 织物后整理工艺 (8)3.4.1 热定型 (8)3.4.3 预缩 (9)3.4.4 染色和印花 (9)3.4.5 功能整理 (9)第4章针织工艺 (9)4.1 针织原料与设备 (9)4.1.1 原料选择 (9)4.1.2 设备配置 (9)4.2 针织基本工艺 (9)4.2.1 纱线准备 (9)4.2.2 针织编织 (9)4.2.3 针织密度 (9)4.3 针织花型设计 (9)4.3.1 花型设计原则 (9)4.3.2 花型设计方法 (10)4.3.3 花型应用 (10)4.4 针织后整理工艺 (10)4.4.1 热定型 (10)4.4.2 染色与印花 (10)4.4.3 功能性整理 (10)4.4.4 质量检验 (10)第5章非织造工艺 (10)5.1 纤维原料的准备 (10)5.2 非织造工艺方法 (10)5.3 非织造布的结构与功能 (11)5.4 非织造布后整理工艺 (11)第6章染整工艺 (12)6.1 染色工艺 (12)6.2 净洗工艺 (12)6.3 定型工艺 (12)6.4 功能性整理工艺 (12)第7章功能性纺织品开发 (12)7.1 功能性纤维的制备与应用 (12)7.1.1 功能性纤维制备方法 (13)7.1.2 功能性纤维应用 (13)7.2 功能性纺织品的设计与开发 (13)7.2.1 设计原则 (13)7.2.2 开发流程 (13)7.2.3 开发方法 (13)7.3 功能性纺织品的功能评价 (14)7.3.1 评价方法 (14)7.3.2 评价指标 (14)7.4 功能性纺织品的市场应用 (14)7.4.1 服装领域 (14)7.4.3 医疗卫生领域 (14)7.4.4 其他领域 (14)第8章纺织品检测与质量控制 (14)8.1 纺织品检测方法 (14)8.1.1 物理功能检测 (14)8.1.2 化学功能检测 (15)8.1.3 色牢度检测 (15)8.1.4 尺寸稳定性检测 (15)8.1.5 外观质量检测 (15)8.2 纺织品质量标准 (15)8.2.1 国家标准 (15)8.2.2 行业标准 (15)8.2.3 地方标准 (15)8.2.4 企业标准 (15)8.3 质量控制与管理 (15)8.3.1 原料质量控制 (16)8.3.2 生产过程控制 (16)8.3.3 成品质量控制 (16)8.3.4 质量管理体系 (16)8.4 纺织品安全与环保要求 (16)8.4.1 纺织品安全要求 (16)8.4.2 环保要求 (16)8.4.3 废水处理 (16)8.4.4 废气处理 (16)第9章纺织设备与自动化 (16)9.1 纺织设备选型与配置 (16)9.1.1 纺纱设备选型与配置 (17)9.1.2 织造设备选型与配置 (17)9.1.3 针织设备选型与配置 (17)9.1.4 染整设备选型与配置 (17)9.2 纺织设备维护与保养 (17)9.2.1 设备维护与保养的基本原则 (17)9.2.2 设备维护与保养的实施 (17)9.2.3 设备故障诊断与排除 (17)9.3 纺织自动化技术 (17)9.3.1 自动化纺纱技术 (17)9.3.2 自动化织造技术 (18)9.3.3 自动化针织技术 (18)9.3.4 自动化染整技术 (18)9.4 智能化纺织生产线 (18)9.4.1 智能化纺纱生产线 (18)9.4.2 智能化织造生产线 (18)9.4.3 智能化针织生产线 (18)第10章纺织行业发展趋势与展望 (18)10.1 国内外纺织行业现状分析 (18)10.2 纺织行业发展趋势 (19)10.3 纺织行业创新方向 (19)10.4 纺织行业可持续发展策略 (19)第1章纺织原料的准备1.1 原料的选择与要求纺织原料的选择对纺织工艺的质量和成品功能具有重要影响。
并条316工艺实践【原创版】目录1.并条316工艺实践的概念及意义2.并条316工艺实践的流程及方法3.并条316工艺实践的优缺点及适用范围4.并条316工艺实践的应用案例及效果分析正文一、概念及意义并条316工艺实践是一种广泛应用于工业生产中的工艺技术,主要应用于纤维材料的加工和生产。
其目的是通过特定的工艺流程和操作方法,实现对纤维材料的梳理、混合和分丝。
这项技术的意义在于能够提高纤维材料的品质和性能,为后续的生产过程提供优质的原材料。
二、流程及方法并条316工艺实践包括以下几个主要的流程:梳理、混合、分丝、定长和定形。
其中,梳理和混合是基础步骤,分丝和定长则是关键环节。
在梳理过程中,纤维材料被梳针梳理成细丝,然后经过给湿和牵伸等步骤,使其变得柔软而具有弹性。
在混合过程中,通过调整不同的混合速度和比例,将纤维材料充分混合,以获得均匀的纤维分布。
分丝过程是将梳理后的纤维材料分成一定长度的丝束,定长则是将丝束定长到所需的长度。
三、优缺点及适用范围并条316工艺实践具有以下优点:首先,能够提高纤维材料的品质和性能;其次,能够实现纤维材料的均匀混合;最后,能够提高生产效率。
然而,这项技术也存在一些缺点:首先,工艺流程复杂;其次,对设备的要求较高。
其适用范围广泛,可以应用于各种纤维材料的加工和生产。
四、应用案例及效果分析在实际生产中,并条316工艺实践被广泛应用于纺织、造纸、塑料等领域。
例如,在纺织行业中,通过并条316工艺实践,可以生产出品质更高、性能更优的纱线和织物。
在造纸行业中,通过并条316工艺实践,可以生产出质量更好的纸张和纸板。
3并条工艺设计范文在工艺设计领域,3并条工艺设计是一种常用的设计方式,它可以同时处理三种不同的物料或产品,并在同一工艺流程中完成。
下面将详细介绍3并条工艺设计,并对其应用进行分析。
首先,3并条工艺设计是一种高效的工艺设计方式。
通过将三种不同的物料或产品同时处理,可以将工艺流程的时间和资源利用率最大化。
与传统的逐一处理方式相比,3并条工艺设计具有更高的生产效率和更低的生产成本。
这是由于同时处理多个产品可以减少设备的空闲时间,提高设备的利用率。
此外,3并条工艺设计还可以减少物料的等待时间和运输成本,从而提高整体生产效率。
其次,3并条工艺设计可以提高产品质量。
三种不同的物料或产品可以在同一工艺流程中进行协同处理,从而减少由于物料转移和处理过程中的损失和误差。
此外,由于产品的制造过程被整合在一起,可以更轻松地监控和控制产品质量。
这将有助于减少产品的次品率和废品率,提高产品质量的一致性和稳定性。
再次,3并条工艺设计可以提高生产灵活性。
通过同时处理多个产品,可以更好地适应市场需求的变化和客户的个性化要求。
当一个产品需求减少时,可以通过增加其他产品的产量来平衡工艺流程,从而减少生产过剩和不必要的库存。
此外,3并条工艺设计还可以减少产品切换的时间和成本,提高生产线的可调度性和灵活性。
最后,3并条工艺设计可以提升企业的竞争力。
通过提高生产效率、产品质量和生产灵活性,企业可以提供更高效、更高质量的产品,并更快地响应市场需求。
这将有助于提升企业的品牌价值和市场占有率,增加企业的利润和竞争优势。
在实际应用中,3并条工艺设计可以广泛应用于各种制造行业,例如汽车制造、电子制造、食品加工等。
在汽车制造行业,通过采用3并条工艺设计,不仅可以提高生产效率和产品质量,还可以实现不同款式的车型在同一生产线上进行组装和生产。
在电子制造行业,通过将不同的电子元器件在一条生产线上进行处理,可以提高生产效率和产品质量,并减少因物料转移而引入的损失和误差。
fa316a并条机工艺计算1.条机工艺的定义条机是一种用于加工钣金的机床设备,适用于各种金属材料的加工。
条机工艺即使用条机进行的钣金加工过程,包括自动送料、定位、切割、折弯等操作。
2.条机工艺的计算条机工艺的计算主要涉及以下几个方面:2.1材料的选择在进行条机加工之前,需要根据产品要求选择合适的材料。
考虑产品的强度、耐腐蚀性、外观等因素,选择适合的金属材料。
常见的材料有铝合金、不锈钢、铜等。
2.2材料的厚度计算根据产品要求和设计图纸,可以确定需要的钣金材料的厚度。
一般情况下,厚度越大,切割和折弯的难度就越大,所需设备的功率也越大。
2.3刀具的选择根据钣金材料的类型和厚度,选择适合的刀具。
刀具的选择应考虑切削速度、切削力和刀具寿命等因素。
2.4切割速度的计算切割速度是指切割刀具前进的速度。
切割速度的计算需要考虑材料的类型、厚度以及刀具的类型和材质等因素。
切割速度过快会导致刀具磨损加剧,而过慢则会降低加工效率。
2.5折弯角度的计算折弯角度是指钣金在折弯过程中的弯曲角度。
折弯角度的计算需要根据设计图纸来确定。
折弯角度过大会导致材料的弯曲变形过大,而过小则会导致弯曲角度不满足设计要求。
2.6送料长度的计算送料长度是指条机在进行切割操作时,自动进给钣金的长度。
根据材料的厚度和切割长度,可以计算出合适的送料长度。
过长的送料长度会导致浪费材料,而过短则会导致料条不足以完成加工。
2.7送料速度的计算送料速度是指钣金在条机上运行时的速度。
送料速度的计算需要考虑材料的厚度、切割速度、送料长度等因素。
如果送料速度过快,可能导致切割过程中的振动和噪音增加,而过慢则会降低加工效率。