焊材用量计算方法
- 格式:pdf
- 大小:203.95 KB
- 文档页数:1
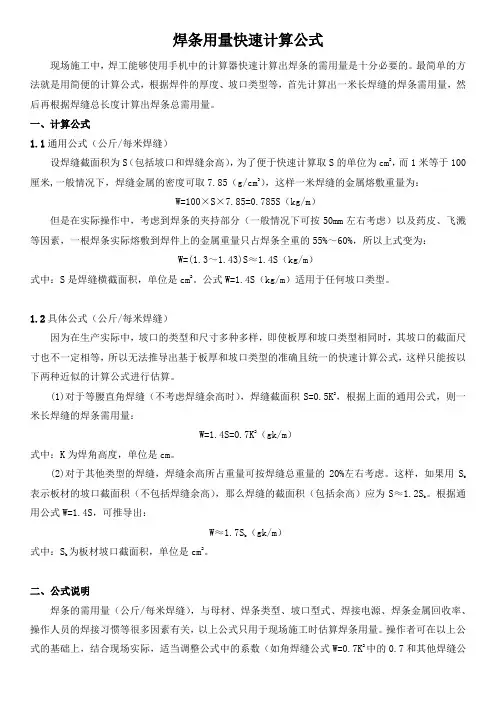
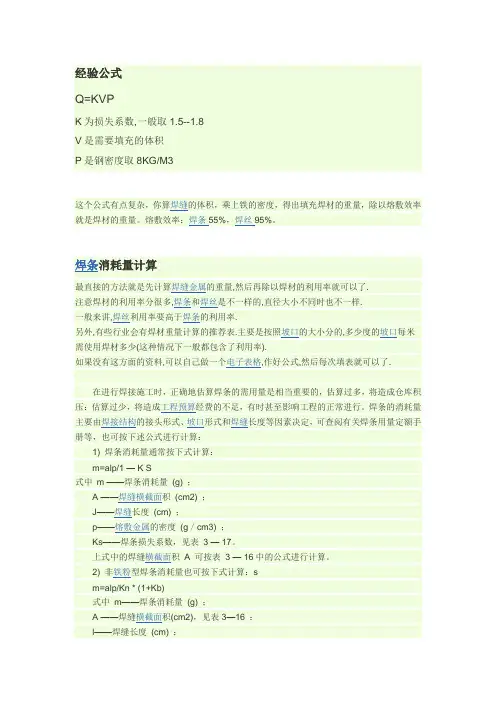
焊材用量计算公式
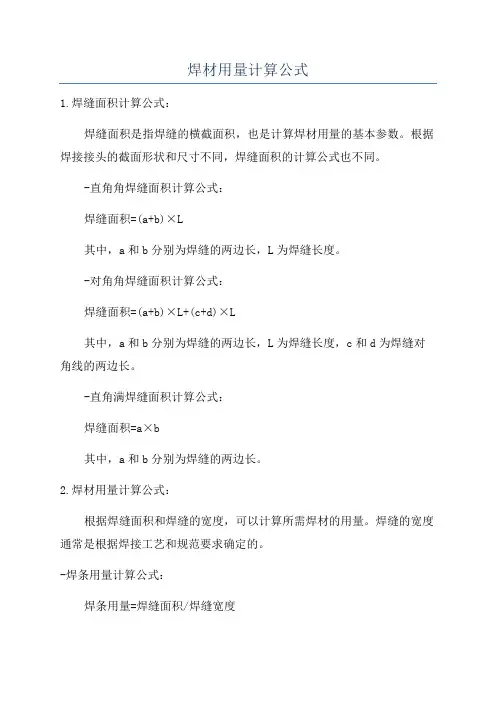
1.焊缝面积计算公式:
焊缝面积是指焊缝的横截面积,也是计算焊材用量的基本参数。
根据焊接接头的截面形状和尺寸不同,焊缝面积的计算公式也不同。
-直角角焊缝面积计算公式:
焊缝面积=(a+b)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度。
-对角角焊缝面积计算公式:
焊缝面积=(a+b)×L+(c+d)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度,c和d为焊缝对角线的两边长。
-直角满焊缝面积计算公式:
焊缝面积=a×b
其中,a和b分别为焊缝的两边长。
2.焊材用量计算公式:
根据焊缝面积和焊缝的宽度,可以计算所需焊材的用量。
焊缝的宽度通常是根据焊接工艺和规范要求确定的。
-焊条用量计算公式:
焊条用量=焊缝面积/焊缝宽度
-焊丝用量计算公式:
焊丝用量=焊缝面积/焊缝宽度
其中,焊缝宽度通常以毫米为单位。
需要注意的是,焊材用量计算公式只是一个理论值,实际使用时还要考虑到焊接工艺和焊材的熔损率等因素。
在进行实际工程时,还需要根据实际操作情况进行合理调整。
综上所述,焊材用量的计算需要根据焊缝的面积和宽度来确定,具体计算公式可以根据焊缝的型式选择对应的公式进行计算。
焊材用量的准确计算可以提高焊接过程的效率,避免浪费和节约成本。
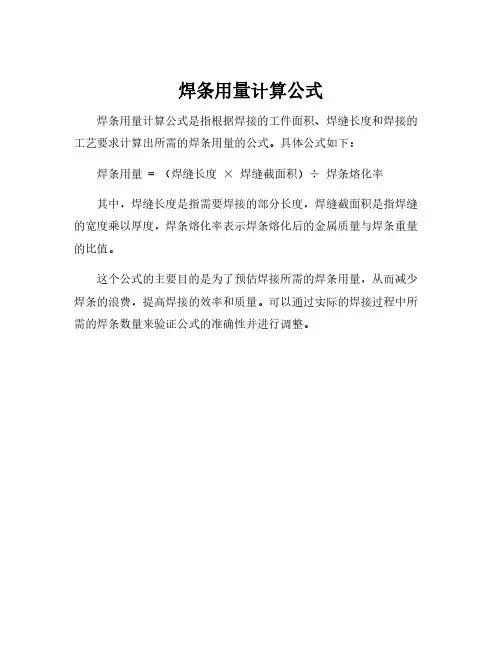
焊条用量计算公式
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。
焊材用量计算方法一、焊接长度的计算1.焊缝长度:根据焊接的要求和设计图纸,确定焊缝长度。
焊缝长度指的是焊接底片的两端之间的距离,它是确定焊材的基础。
2.焊缝长度的估计:如果设计图纸上没有准确的焊缝长度,可以通过估计来确定。
估计方法可以是根据经验或通过焊接工艺试验的结果来确定。
3.焊缝长度的计算:当焊缝具有一定的曲线时,需要测量或估计焊缝的长度并进行计算。
二、焊缝截面积的计算焊缝截面积是焊接道的几何形状的截面积,它是计算焊材用量的重要参数。
1.直角焊缝截面积的计算:直角焊缝的截面积计算比较简单,可以通过焊缝的长度乘以截面的宽度计算得到。
2.斜角焊缝截面积的计算:斜角焊缝的截面积计算需要根据实际情况进行计算。
可以通过将焊缝分成若干小矩形和小三角形进行计算,然后将这些小矩形和小三角形的面积相加得到总的焊缝截面积。
三、焊材用量的计算1.焊条用量的计算:焊条的用量计算根据焊缝截面积和焊材的焊接效率来确定。
用量等于焊缝截面积除以焊材的焊接效率。
2.焊丝用量的计算:焊丝用量的计算也是根据焊缝截面积和焊材的焊接效率来确定。
计算公式为焊缝截面积乘以焊接效率除以焊丝的熔敷率。
3.含氢量的计算:焊材中的氢含量会影响焊接质量,计算焊材的含氢量可以通过焊材的化学成分进行估计。
总结:焊材用量的计算方法主要包括焊缝长度的计算、焊缝截面积的计算和焊材用量的计算。
在进行计算时,需要根据焊接工艺要求和设计图纸确定焊缝长度,并根据焊缝的几何形状计算焊缝截面积。
焊材的用量根据焊缝截面积和焊材的焊接效率进行计算。
正确的计算方法能够帮助焊接工程师准确掌握焊接工艺参数,避免浪费和损失。
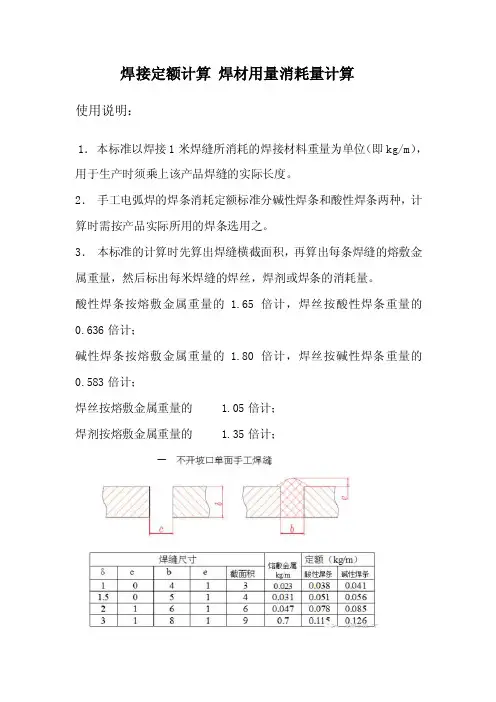
焊接定额计算焊材用量消耗量计算
使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;。
焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
简便的焊材计算方法1. 嘿,你知道不,计算焊材用量其实有超简便的法子!比如说咱要焊接一个小架子,就先测量好焊缝的长度,然后根据焊缝类型和厚度来大致估算。
就像咱做蛋糕,知道蛋糕尺寸不就能算出需要多少材料嘛!2. 哎呀呀,还有一个超棒的焊材计算方法呢!假设要修个铁栏杆,只要看看有多少条焊缝,再考虑下焊缝的长短宽窄,这就好像拼图一样,把小块都算清楚,不就能知道一共要用多少焊材啦!3. 哇塞,你想想看,如果要焊个大铁门,不是可以把它分成几个部分来分别计算嘛!就像玩游戏过关,一关一关地来,超简单!比如先算门框的焊缝,再算门扇的,这不就清晰明了啦!4. 嘿,告诉你哦,对于那种复杂的焊件,咱也有办法!可以像整理房间一样,把不同的焊缝区域划分出来,逐个计算。
就好比给房间里的物品分类放置,一下子就清楚啦,这方法是不是超赞!5. 哎呀,还有呢,计算焊材的时候还可以根据焊接的速度来估算呀!就像跑步一样,知道速度和路程,就能算出时间。
假如焊接速度快,那用的焊材可能就少一些,反之就多一些,很神奇吧!6. 哇哦,还有个超实用的点子哦!如果是批量生产同一种焊件,那就更简单啦!只要算出一个的焊材用量,然后乘以数量就行啦,这和数一群羊有几只不是一个道理嘛!7. 嘿,你注意到没有呀,有时候可以参考类似焊件的焊材用量呢!就像抄作业一样,但咱这是合理借鉴哈。
比如之前做过类似的工件,那就能大概知道这次要用多少啦!8. 哎呀呀,还有个特别的方法呢!可以根据焊接的难度来调整焊材用量哦!难焊的地方就多准备点,好焊的就少点,这不就像困难关卡准备更多武器一样嘛!9. 总之,简便的焊材计算方法有很多很多呀!只要咱细心去摸索,就像寻找宝藏一样,总能找到最适合的那个方法。
所以说呀,计算焊材用量根本不是什么难事,大家可别被吓住咯!。

焊接材料需求量计算
1、计算公式:W=AXρXLX1/η。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢;Cr-Ni不锈钢;Cr-Ni-Mo不锈钢;镍及镍合金。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊接用焊条用量计算焊接用焊条用量计算是确定在给定的焊接任务中所需焊条的数量。
焊条是一种用于熔接金属的材料,它包含一个消耗性的电极,在焊接过程中通过电弧加热到熔化的状态,将金属部件连接在一起。
焊条的用量计算是非常重要的,它可以帮助我们合理安排焊接材料的采购和管理,并确保焊接任务的顺利完成。
要计算焊条的用量,我们需要考虑以下几个因素:1.焊缝长度:焊缝是焊接任务中需要填充焊条的部分。
通过测量焊接任务中焊缝的长度,我们可以确定所需焊条的数量。
一般来说,焊缝长度会直接影响焊条的用量。
我们可以使用简单的直尺或卷尺来测量焊缝的长度。
2.焊接材料类型:不同的焊接材料需要不同类型的焊条。
焊条的材料和直径会根据焊接材料的类型和厚度而有所不同。
我们可以根据焊接任务所需的具体材料,选择相应的焊条。
3.焊接规范:焊接任务通常有相应的焊接规范和标准,这些规范中可能包括焊接速度、焊接层数和填充系数等。
根据这些规范,我们可以计算出焊接任务中焊条的用量。
一般来说,焊条的用量计算公式如下:焊条用量=(焊缝长度×焊条用量系数)/焊条长度其中,焊条用量系数是根据具体焊接规范和焊缝形状来确定的常数,它会根据具体情况进行调整。
焊条长度是指焊条的长度,通常是标准长度。
举个例子来说明怎样计算焊条的用量:假设焊接任务中的焊缝长度为2米,焊条用量系数为0.25,焊条的长度为1米。
焊条用量=(2×0.25)/1=0.5米所以,在这个例子中,需要0.5米的焊条来完成焊接任务。
需要注意的是,这只是一个简单的例子,实际的焊接任务中可能存在更复杂的焊缝形状和规范要求,所以需要根据具体情况进行适当的调整和计算。
在实际应用中,为了更准确地计算焊条的用量,我们可以使用焊接软件,该软件通常包含了焊接参数、焊接规范和焊接材料等信息,可以帮助我们更方便地进行焊条用量的计算和管理。
总结起来,焊接用焊条用量计算是非常重要的,它可以帮助我们合理安排焊接材料的采购和管理,确保焊接任务的正常进行。
堆焊焊条用量的计算需要考虑以下几个因素:
1. 焊接长度:焊接长度是指需要进行堆焊的部位的长度,通常以米为单位。
2. 焊接宽度:焊接宽度是指焊接的宽度,通常以毫米为单位。
3. 焊接厚度:焊接厚度是指需要进行堆焊的部位的厚度,通常以毫米为单位。
4. 焊接速度:焊接速度是指焊接的速度,通常以米/分钟为单位。
5. 焊接效率:焊接效率是指焊接过程中焊接材料的利用率,通常以百分比表示。
根据以上因素,可以使用以下公式计算堆焊焊条用量:
焊条用量(kg)= 焊接长度(m)×焊接宽度(mm)×焊接厚度(mm)×焊接速度(m/min)÷焊接效率(%)÷1000
需要注意的是,不同的焊接材料和焊接方法对焊条用量的影响也不同,因此在实际应用中需要根据具体情况进行调整。
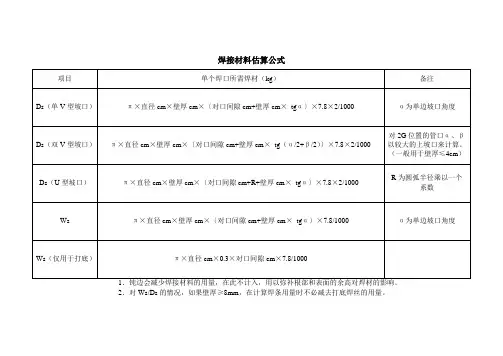
焊材耗量用量计算表
本文介绍了制定焊接材料消耗工艺定额标准所采用的系数,并给出了不同管子对接焊缝的焊缝截面积表格。
焊接材料消耗工艺定额标准所采用的系数是根据不同焊接方式和填充金属重量来确定的。
比如手工焊的系数是G填=G
条/0.5,而埋弧自动焊的系数是G丝=1.1 G填G剂=1.3 G填。
此外,不同焊接方式的焊丝和焊条的定额也不同。
表格中给出了不同管子对接焊缝的焊缝截面积,可以根据管壁厚度来查找。
同时,表中还注明了焊丝和焊条的定额,以及当采用手工氩弧焊打底、手工电弧焊盖面时,表中焊条应乘以0.8的情况。
另外,氩弧焊打底的焊丝按6Kg/100个头计算。
需要注意的是,本文中存在一些格式错误和明显有问题的段落,需要删除或改写。