焊条用量计算
- 格式:doc
- 大小:23.50 KB
- 文档页数:1
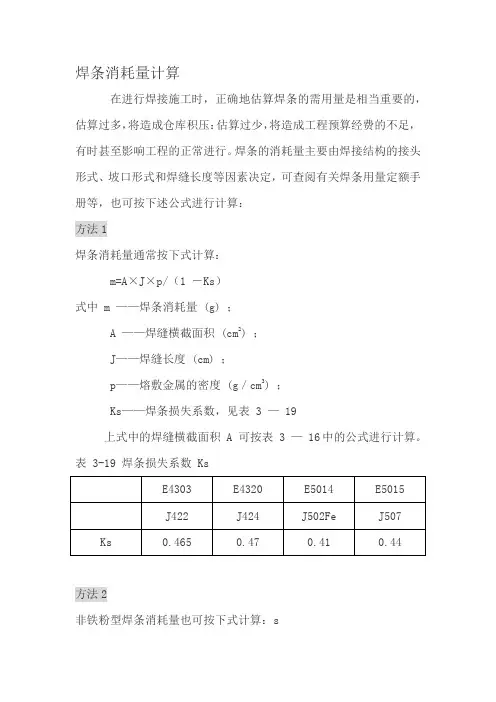
焊条消耗量计算
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:
方法1
焊条消耗量通常按下式计算:
m=A×J×p/(1 -Ks)
式中 m ——焊条消耗量 (g) ;
A ——焊缝横截面积 (cm2) ;
J——焊缝长度 (cm) ;
p——熔敷金属的密度 (g/cm3) ;
Ks——焊条损失系数,见表 3 — 19
上式中的焊缝横截面积 A 可按表 3 — 16中的公式进行计算。
表 3-19 焊条损失系数 Ks
方法2
非铁粉型焊条消耗量也可按下式计算:s
m=Alp/{Kn × (1+Kb)}
式中 m——焊条消耗量 (g) ;
A ——焊缝横截面积(cm2),见表3—16 :
l——焊缝长度 (cm) ;
p——熔敷金属的密度 (g/cm3) :
Kb——药皮质量系数,一般为20%-40%
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失 ) 。
方法3
Q=KVP
K为损失系数,一般取1.5--1.8
V是需要填充的体积
P是钢密度取8KG/M3。
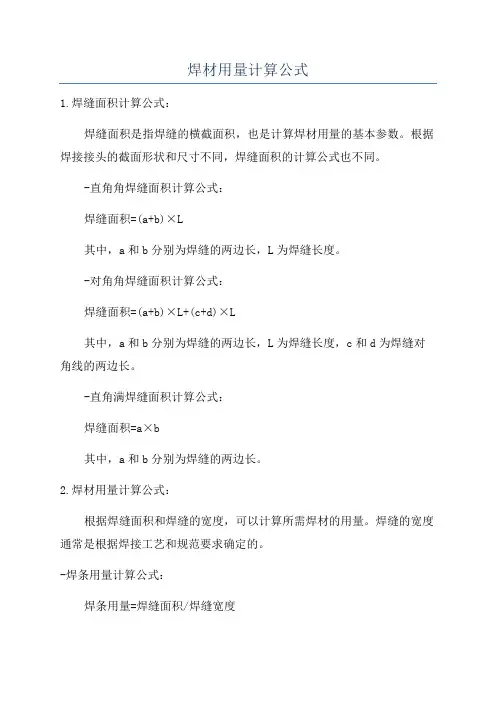
焊材用量计算公式
1.焊缝面积计算公式:
焊缝面积是指焊缝的横截面积,也是计算焊材用量的基本参数。
根据焊接接头的截面形状和尺寸不同,焊缝面积的计算公式也不同。
-直角角焊缝面积计算公式:
焊缝面积=(a+b)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度。
-对角角焊缝面积计算公式:
焊缝面积=(a+b)×L+(c+d)×L
其中,a和b分别为焊缝的两边长,L为焊缝长度,c和d为焊缝对角线的两边长。
-直角满焊缝面积计算公式:
焊缝面积=a×b
其中,a和b分别为焊缝的两边长。
2.焊材用量计算公式:
根据焊缝面积和焊缝的宽度,可以计算所需焊材的用量。
焊缝的宽度通常是根据焊接工艺和规范要求确定的。
-焊条用量计算公式:
焊条用量=焊缝面积/焊缝宽度
-焊丝用量计算公式:
焊丝用量=焊缝面积/焊缝宽度
其中,焊缝宽度通常以毫米为单位。
需要注意的是,焊材用量计算公式只是一个理论值,实际使用时还要考虑到焊接工艺和焊材的熔损率等因素。
在进行实际工程时,还需要根据实际操作情况进行合理调整。
综上所述,焊材用量的计算需要根据焊缝的面积和宽度来确定,具体计算公式可以根据焊缝的型式选择对应的公式进行计算。
焊材用量的准确计算可以提高焊接过程的效率,避免浪费和节约成本。
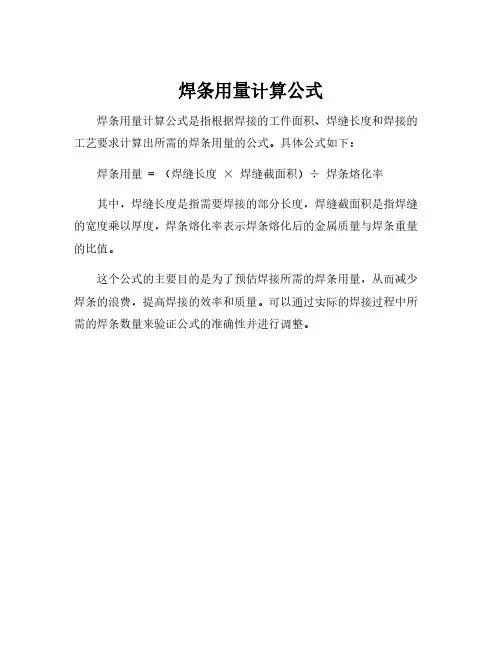
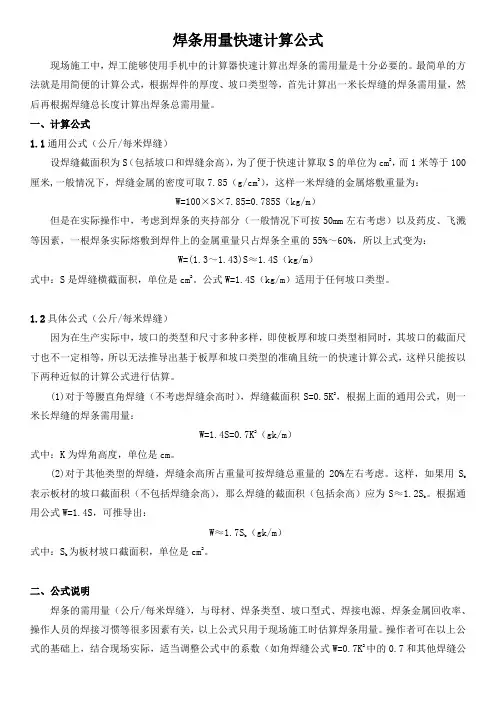
焊条用量计算公式
焊条用量计算公式是指根据焊接的工件面积、焊缝长度和焊接的工艺要求计算出所需的焊条用量的公式。
具体公式如下:焊条用量=(焊缝长度×焊缝截面积)÷焊条熔化率
其中,焊缝长度是指需要焊接的部分长度,焊缝截面积是指焊缝的宽度乘以厚度,焊条熔化率表示焊条熔化后的金属质量与焊条重量的比值。
这个公式的主要目的是为了预估焊接所需的焊条用量,从而减少焊条的浪费,提高焊接的效率和质量。
可以通过实际的焊接过程中所需的焊条数量来验证公式的准确性并进行调整。
焊材用量计算一、焊接长度焊接长度是指焊接过程中焊缝的实际长度。
在进行焊材用量计算时,需要根据焊接长度来确定所需焊材的数量。
具体计算公式如下:所需焊材重量=焊接长度×焊缝宽度×焊材密度其中,焊接长度指焊缝实际的长度,单位为米(m);焊缝宽度是指焊缝的宽度,单位为米(m);焊材密度指焊材的密度,单位为克/立方厘米(g/cm³)。
二、焊缝尺寸焊缝的尺寸包括焊缝深度、焊缝宽度和焊缝长度。
在进行焊材用量计算时,需要根据焊缝的尺寸来确定所需焊材的数量。
1.焊缝深度是指焊缝的最大厚度。
通常情况下,焊缝深度要等于焊件的最大厚度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝深度×焊缝长度×焊缝宽度×焊材密度2.焊缝宽度是指焊缝的最大宽度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝宽度×焊缝长度×焊材密度3.焊缝长度是指焊缝的实际长度。
所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度三、焊缝类型焊缝类型是指焊接时焊缝的形状和结构。
不同类型的焊缝对焊材的使用量有不同的影响。
1.对接焊缝是指在相互接触的焊件之间进行的焊接,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度2.角焊缝是指焊缝位于两个相互成角的表面之间的焊缝,需要使用焊条或焊丝。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度×焊缝高度3.罩焊缝是指焊缝将一个焊件完全或部分包围起来的焊缝,需要使用焊条。
其所需焊材重量的计算公式如下:所需焊材重量=焊缝长度×焊缝宽度×焊材密度四、焊接材料的损耗率在进行焊材用量计算时,还需要考虑焊接材料的损耗率。
焊接过程中,由于种种因素的影响,焊材的实际使用量往往会有一定的损耗。
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。

∙
二楼回答的对,只是估算:
一般公式为:焊缝断面积*焊缝长度*钢比重/消耗率.
值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同;
另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.
以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:
=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)
∙可以从一个试题上看看:
1、丁字接头单面不开坡口角焊缝,焊脚高K=10mm,凸度C=1mm,母材为20g,电焊条为E5015,试计算焊缝长度为5m时的焊条消耗量G。
已知:焊条药皮的重量系数K b=0.32;
焊条的转熔系数K0=0.79;
焊缝金属截面积S=(K2/2)+KC。
答:G=ALρ/K0×(1+K b)={[(100/2+10×1)×10-2×500×7.8]/0.79×(1+0.32}=3.9Kg
式中:L=500cm;ρ=7.8g/cm3。
最近做施工,发现钢附框焊接预算部要我提供焊条用量,本人对这个不太熟,还想请教各们大虾,一般焊条用量怎样算较准确,感谢!!回复:焊条重量W=焊缝截面积S*焊缝长度L/焊条熔敷系数N;N=0.5-0.6(焊条头的损耗、药皮损耗、飞溅损耗)楼上的朋友,我看了你的公式不太懂,比如焊角尺寸为6mm,焊一米长的焊缝所用焊条重量是多少呢?同意二楼算法,楼上所提出的两个贴子所讨论的算法都不全面,只能做参考,实际可根据按二楼所说,先焊缝断面积*焊缝长度*钢比重/消耗率.值得一提的是消耗率根据焊接形式及结构形式不同而不同,普通电焊条在50%~60%,气保焊在85%,埋弧焊更低,同时焊工操作水平不同,消耗率也不同; 另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍.以角焊为例,焊脚为10MM,焊缝长为10M,则焊材用量为:=0.010*0.01/2*1.21*7850*10/0.6(以电焊条损耗计算)1、提问者很清楚的说明是焊条而非焊丝或其他焊接材料的消耗量。
2、焊缝的截面积当然包括余高在内的消耗的焊条用量,否则会以焊脚高度作为计算参数而不以焊缝截面积。
3、熔敷系数取0.5-0.6是考虑了焊工留焊条头的长短,焊条药皮的厚薄等因素,否则不会用一个取值范围。
4、当然所得到的结果是估算或者说是概算,并非结算。
补充一句,焊脚高及焊缝形式是焊缝面积计算的依据同意dwandwan的看法,我就是想知道焊缝截面积的计算,你说“另须注意的是焊缝断面积须注意焊缝矢高,角焊缝矢高部份面积约为三角形面积的1.21倍”,是指按照三角形算出的面积再乘以1.21吧,我的那个是焊脚为6mm,焊缝面积是6×6/2×1.21=21.8mm2,是这样吗?最近要用到焊缝面积,不知道如何算,不知道我的理解对不对。
6MM焊缝是这样算的,焊脚高度再大的话就适当降低1.21的比例.H型钢制作:15kg/t轻钢厂房综合:12kg/t根据各位大虾的施工经验,一个有代表水平的焊工,一天(8小时)能焊接多少达因量呢?折合成114的管口普通氩电联焊大概每天12道左右焊工的焊接量,根据材质、管径来综合考虑,如果更切合实际一点还应结合管道的施工位置,含支架安装等来计算,下面是我的经验(考虑同管工配合的正常作业及一定经验的管工及合格的焊工):1、预制厂(非自动化或半自动化):DN40 以下对焊CS 35 达因 SS 28 达因DN40 以上对焊CS 48达因 SS 40达因DN40 以下承插焊 CS 50 达因 SS 45达因2、预制部分焊口后现场安装:DN40 以下对焊 CS 18达因 SS 15达因,DN40 以上对焊CS 20达因 SS 18达因DN40 以下承插焊 CS 22 达因 SS 20达因如果是塔区及高空或管廊以上完成量相应减少约30%。
焊条用量计算公式
焊条用量计算公式是在进行焊接作业时非常重要的一项工作。
通过合理计算焊条的用量,可以确保焊接过程稳定、高效,同时也可以节约成本,提高生产效率。
在进行焊接作业时,焊条的用量是一个比较关键的参数。
过少的焊条用量会导致焊接接头质量不达标,过多的焊条用量则会造成浪费。
因此,我们需要根据具体的焊接情况来计算出合理的焊条用量。
焊条用量的计算公式一般是根据以下几个因素来确定的:
1.焊接材料的种类和厚度:不同的焊接材料需要使用不同类型的焊条,而焊接材料的厚度也会影响焊条的用量。
2.焊接电流和电压:焊接电流和电压的大小会直接影响焊条的熔化速度,从而影响焊条的用量。
3.焊接速度:焊接速度快慢也会对焊条用量产生影响,焊接速度快的情况下需要更多的焊条来完成焊接作业。
根据以上因素,可以得出如下的简单计算公式:焊条用量= (焊接长度 x 焊接宽度 x 焊接厚度)/ (焊接效率 x 焊条焊接效率)。
在实际应用中,我们可以根据具体的焊接情况来进行调整和优化,以确保焊接质量和效率。
总的来说,焊条用量计算公式是在焊接作业中非常重要的一项工作。
通过合理计算焊条的用量,可以确保焊接过程稳定、高效,同时也可以节约成本,提高生产效率。
希望大家在日常的焊接作业中能够根据实际情况合理计算焊条用量,从而获得更好的焊接效果。
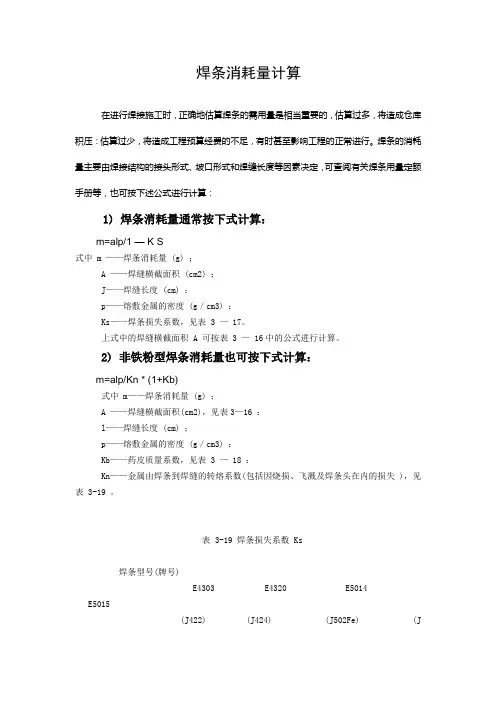
焊条消耗量计算
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:
1) 焊条消耗量通常按下式计算:
m=alp/1 — K S
式中 m ——焊条消耗量 (g) ;
A ——焊缝横截面积 (cm2) ;
J——焊缝长度 (cm) ;
p——熔敷金属的密度 (g/cm3) ;
Ks——焊条损失系数,见表 3 — 17。
上式中的焊缝横截面积 A 可按表 3 — 16中的公式进行计算。
2) 非铁粉型焊条消耗量也可按下式计算:
m=alp/Kn * (1+Kb)
式中 m——焊条消耗量 (g) ;
A ——焊缝横截面积(cm2),见表3—16 :
l——焊缝长度 (cm) ;
p——熔敷金属的密度 (g/cm3) :
Kb——药皮质量系数,见表 3 — 18 :
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失 ),见表3-19 。
表 3-19 焊条损失系数 Ks
焊条型号(牌号)
E4303 E4320 E5014 E5015
(J422) (J424) (J502Fe) (J507)
Ks 0.465 0.47 0.41 0.44。
焊丝焊条使用量计
算
精品好资料-如有侵权请联系网站删除
焊接材料需求量计算
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金
8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2
精品好资料-如有侵权请联系网站删除。
FSF焊条需用量估算3”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1根,(5kg/包共206根);填充与盖面焊条采用E7018 φ2.5,每道口用3根,(4.1kg/包共163根);每1000米焊接材料用量ER70S-3 φ2.0:5/206*1*1000/12*1.2=2.427 kg;E7018 φ2.5:4.1/163*3*1000/12*1.2=7.546kg;4”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1.5根,(5kg/包共206根);填充与盖面焊条采用E7018 φ3.2,每道口用6根,(4.1kg/包共118根);每1000米焊接材料用量ER70S-3 φ2.0:5/206*1.5*1000/12*1.2=3.641kg;E7018 φ3.2:4.1/118*6*1000/12*1.2=20.847kg;6”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用2根,(5kg/包共206根);填充与盖面焊条采用E7018 φ3.2,每道口用10根,(4.1kg/包共118根);每1000米焊接材料用量ER70S-3 φ2.0:5/206*2*1000/12*1.2=4.854kg;E7018 φ3.2:4.1/118*10*1000/12*1.2=34.745kg;8”:需焊接4层打底焊条采用E6010 φ3.2,每道口用4根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用12根,(25kg/包共550根);每1000米焊接材料用量E6010 φ3.2:14/500*4*1000/12*1.2=11.2kg;E6010 φ4.0:25/550*12*1000/12*1.2=54.545kg;10”:需焊接4层打底焊条采用E6010 φ3.2,每道口用5根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用15根,(25kg/包共550根);每1000米焊接材料用量E6010 φ3.2:14/500*5*1000/12*1.2=14kg;E6010 φ4.0:25/550*15*1000/12*1.2=68.182kg;12”:需焊接5层打底焊条采用E6010 φ3.2,每道口用6根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用20根,(25kg/包共550根);每1000米焊接材料用量E6010 φ3.2:14/500*6*1000/12*1.2=16.8kg;E6010 φ4.0:25/550*20*1000/12*1.2=90.909kg;20”(11.9mm):需焊接7层打底焊条采用E6010 φ3.2,每道口用12根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用60根,(25kg/包共550根);每道口焊接材料用量E6010 φ3.2:14/500*12=0.336kg;E6010 φ4.0:25/550*60=2.727kg;FSF焊条需用量估算3”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1根;填充与盖面焊条采用E7018 φ2.5,每道口用3根;4”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1.5根;填充与盖面焊条采用E7018 φ3.2,每道口用6根;6”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用2根;填充与盖面焊条采用E7018 φ3.2,每道口用10根;8”:需焊接4层打底焊条采用E6010 φ3.2,每道口用4根;填充与盖面焊条采用E6010 φ4.0,每道口用12根;10”:需焊接4层打底焊条采用E6010 φ3.2,每道口用5根;填充与盖面焊条采用E6010 φ4.0,每道口用15根;12”:需焊接5层打底焊条采用E6010 φ3.2,每道口用6根;填充与盖面焊条采用E6010 φ4.0,每道口用20根;。
焊接材料需求量计算
1、计算公式:W=AXρXLX1/η。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢;Cr-Ni不锈钢;Cr-Ni-Mo不锈钢;镍及镍合金。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊条用量近似估算法焊接材料的估算,是以焊接材料的最终去向为依据。
包括过渡到焊缝中去的部分和因飞溅、蒸发、氧化等形式损失掉的部分。
前者可以根据焊缝的几何参数计算得出,后者则用前者乘以不同焊接方法的损失系数得到。
1. 填充金属量计算熔敷金属都填充到焊缝中去并形成余高。
这部分金属量的计算可以用坡口的截面积加上余高的截面积,再乘以焊缝的长度就是所消耗的焊接材料的体积U,用它乘以焊丝的密度就是材料的重量。
焊缝坡口的常见形式有V形坡口、单边V形坡口、X形坡口、K形坡口、I形坡口、角焊缝等。
这些坡口形状都比较规则,截面积好计算,特别要提到的是余高截面积,它的计算比较麻烦些。
这里采用近似处理的办法:将余高横截面轮廓曲线视为抛物线,用它和基体金属截面形成的封闭曲面的面积作为计算的依据,见下图1。
图1 V型焊缝截面示意图b 为熔敷金属形成的余高超出焊缝坡口一侧的长度,计算余高面积时,要加上此项。
b 一般为1~2mm 。
2. 焊接材料的消耗量计算式6101)(-⨯⨯+⨯⨯+=L S S G s )(焊丝余高面积坡口面积ψρ ()()ααtg d S S c tg d S S c S ⨯-+⨯=⨯-⨯+⨯=22212坡口面积(V 形坡口) ()h d S tg c b h B S ⨯⎥⎦⎤⎢⎣⎡-⨯++=⨯⨯=2223232α余高面积 (V 形坡口)式中:G ——焊接材料的总消耗量;坡口面积S ——坡口面积,mm2; BS——余高面积,mm2;余高面积L——焊缝总长度,m;焊缝长ρ——焊丝或焊条焊芯金属的密度,kg/m3;焊丝ψ——损失系数。
S损失系数sψ因不同焊接方法而异,焊条电弧焊一般为10%,取决于焊接位置、焊接参数和最后留下的焊条头长度等。
熔化极氩弧焊和埋弧自动焊的损失系数要更低些。
C02气体保护焊,因飞溅严重,损失系数一般达20%,当电流大于200 A时才逐渐下降。
附录二试压用盲板最小厚度计算在管道施工建设过程中,盲板常常用于不同压力级别管道试压的隔断,以及检修管道与运行中管道的隔离。
FSF焊条需用量估算3”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1根,(5kg/包共206根);填充与盖面焊条采用E7018 φ2.5,每道口用3根,(4.1kg/包共163根);每1000米焊接材料用量ER70S-3 φ2.0:5/206*1*1000/12*1.2=2.427 kg;E7018 φ2.5:4.1/163*3*1000/12*1.2=7.546kg;4”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1.5根,(5kg/包共206根);填充与盖面焊条采用E7018 φ3.2,每道口用6根,(4.1kg/包共118根);每1000米焊接材料用量ER70S-3 φ2.0:5/206*1.5*1000/12*1.2=3.641kg;E7018 φ3.2:4.1/118*6*1000/12*1.2=20.847kg;6”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用2根,(5kg/包共206根);填充与盖面焊条采用E7018 φ3.2,每道口用10根,(4.1kg/包共118根);每1000米焊接材料用量ER70S-3 φ2.0:5/206*2*1000/12*1.2=4.854kg;E7018 φ3.2:4.1/118*10*1000/12*1.2=34.745kg;8”:需焊接4层打底焊条采用E6010 φ3.2,每道口用4根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用12根,(25kg/包共550根);每1000米焊接材料用量E6010 φ3.2:14/500*4*1000/12*1.2=11.2kg;E6010 φ4.0:25/550*12*1000/12*1.2=54.545kg;10”:需焊接4层打底焊条采用E6010 φ3.2,每道口用5根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用15根,(25kg/包共550根);每1000米焊接材料用量E6010 φ3.2:14/500*5*1000/12*1.2=14kg;E6010 φ4.0:25/550*15*1000/12*1.2=68.182kg;12”:需焊接5层打底焊条采用E6010 φ3.2,每道口用6根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用20根,(25kg/包共550根);每1000米焊接材料用量E6010 φ3.2:14/500*6*1000/12*1.2=16.8kg;E6010 φ4.0:25/550*20*1000/12*1.2=90.909kg;20”(11.9mm):需焊接7层打底焊条采用E6010 φ3.2,每道口用12根,(14kg/包共500根);填充与盖面焊条采用E6010 φ4.0,每道口用60根,(25kg/包共550根);每道口焊接材料用量E6010 φ3.2:14/500*12=0.336kg;E6010 φ4.0:25/550*60=2.727kg;FSF焊条需用量估算3”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1根;填充与盖面焊条采用E7018 φ2.5,每道口用3根;4”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用1.5根;填充与盖面焊条采用E7018 φ3.2,每道口用6根;6”:需焊接3层打底焊丝采用ER70S-3 φ2.0,每道口用2根;填充与盖面焊条采用E7018 φ3.2,每道口用10根;8”:需焊接4层打底焊条采用E6010 φ3.2,每道口用4根;填充与盖面焊条采用E6010 φ4.0,每道口用12根;10”:需焊接4层打底焊条采用E6010 φ3.2,每道口用5根;填充与盖面焊条采用E6010 φ4.0,每道口用15根;12”:需焊接5层打底焊条采用E6010 φ3.2,每道口用6根;填充与盖面焊条采用E6010 φ4.0,每道口用20根;。
焊条消耗量计算
最直接的方法就是先计算焊缝金属的重量,然后再除以焊材的利用率就可以了. 注意焊材的利用率分很多,焊条和焊丝是不一样的,直径大小不同时也不一样.
一般来讲,焊丝利用率要高于焊条的利用率.
另外,有些行业会有焊材重量计算的推荐表.主要是按照坡口的大小分的,多少度的坡口每米
需使用焊材多少(这种情况下一般都包含了利用率).
如果没有这方面的资料,可以自己做一个电子表格,作好公式,然后每次填表就可以了.
在进行焊接施工时,正确地估算焊条的需用量是相当重要的,估算过多,将造成仓库积压:估算过少,将造成工程预算经费的不足,有时甚至影响工程的正常进行。
焊条的消耗量主要由焊接结构的接头形式、坡口形式和焊缝长度等因素决定,可查阅有关焊条用量定额手册等,也可按下述公式进行计算:
1) 焊条消耗量通常按下式计算:
m=alp/1 — K S
式中m ——焊条消耗量(g) ;
A ——焊缝横截面积(cm2) ;
J——焊缝长度(cm) ;
p——熔敷金属的密度(g/cm3) ;
Ks——焊条损失系数,见表3 — 17。
上式中的焊缝横截面积A 可按表3 — 16中的公式进行计算。
2) 非铁粉型焊条消耗量也可按下式计算:s
m=alp/Kn * (1+Kb)
式中m——焊条消耗量(g) ;
A ——焊缝横截面积(cm2),见表3—16 :
l——焊缝长度(cm) ;
p——熔敷金属的密度(g/cm3) :
Kb——药皮质量系数,见表3 — 18 :
Kn——金属由焊条到焊缝的转熔系数(包括因烧损、飞溅及焊条头在内的损失),见表3-19 。
表3-19 焊条损失系数Ks
焊条型号(牌号)
E4303 E4320 E5014 E5015
(J422) (J424) J502Fe) (J507)
Ks 0.465 0.47 0.41 0.44。