焊接材料计算公式
- 格式:doc
- 大小:37.00 KB
- 文档页数:1
堆焊重量计算公式
堆焊重量计算公式是一种用于确定堆焊金属重量的公式。
堆焊是一种常见的焊接技术,它通过将额外的金属添加到工件表面,来修复、增强或改变其性能。
为了确保正确评估材料成本和工艺需求,计算堆焊重量是至关重要的。
为了计算堆焊重量,可以使用以下公式:
堆焊重量(kg)= 长度(cm) ×宽度(cm) ×厚度(cm) ×密度(g/cm³) ×堆焊面积系数
在这个公式中,长度、宽度和厚度代表堆焊的尺寸,单位为厘米(cm)。
密度代表堆焊金属的密度,单位为克/立方厘米(g/cm³)。
堆焊面积系数是一个可根据堆焊类型和工艺添加的修正系数。
使用该公式,可以根据堆焊的尺寸和堆焊金属的密度,计算出堆焊的重量。
这样,可以更好地评估堆焊成本,并优化焊接工艺。
需要注意的是,密度的数值可以根据所使用金属材料的种类来确定。
不同材料的密度各不相同,因此在计算堆焊重量时,应根据具体的金属材料选择正确的密度数值。
综上所述,堆焊重量计算公式是通过考虑堆焊的尺寸、堆焊金属的密度和堆焊面积系数来计算堆焊重量的公式。
这个公式能够帮助焊接工程师和制造商评估堆焊的成本,并进行工艺优化。
焊缝熔深的计算公式焊缝熔深是指焊接过程中焊接材料的熔化程度,也是衡量焊接质量的重要参数之一。
熔深的计算公式可以帮助焊接工程师和技术人员评估焊缝的质量,并进行合理的焊接参数选择。
一、焊缝熔深的定义焊缝熔深是指焊接材料在熔化状态下的最大深度。
它反映了焊接热源对基体和填充材料的熔化程度,直接影响焊缝的强度和密实性。
二、焊缝熔深的计算公式常用的焊缝熔深计算公式如下:焊缝熔深(H)=(F*S)/V其中,F是焊接速度,S是焊缝的截面面积,V是焊接电弧或者焊接热源的熔化速度。
三、熔深计算公式的应用熔深计算公式的应用可以帮助焊接工程师和技术人员进行以下方面的工作:1. 评估焊接质量熔深的大小与焊缝的强度和密实性密切相关。
通过计算熔深,可以评估焊缝是否符合要求,从而判断焊接质量的好坏。
2. 指导焊接参数选择根据焊缝熔深的计算公式,可以通过调整焊接速度和焊接热源的熔化速度来控制焊缝的熔深。
因此,熔深的计算公式对于指导焊接参数的选择具有重要的指导意义。
3. 优化焊接工艺通过计算熔深,可以评估不同焊接工艺的熔深差异,并选择最优的焊接工艺,以实现最佳的焊缝质量和效果。
四、影响焊缝熔深的因素焊缝熔深的大小受到多种因素的影响,主要包括以下方面:1. 焊接速度焊接速度的大小直接影响焊缝熔深的大小。
焊接速度越快,焊缝熔深越浅;焊接速度越慢,焊缝熔深越深。
2. 焊接热源焊接热源的熔化速度也是影响焊缝熔深的重要因素。
不同的焊接热源有不同的熔化速度,因此选择适合的焊接热源也是控制焊缝熔深的关键。
3. 填充材料填充材料的选择和性质也会对焊缝熔深产生影响。
不同的填充材料在焊接过程中的熔化速度不同,因此选择合适的填充材料能够控制焊缝熔深的大小。
总之,焊缝熔深的计算公式提供了焊接工程师和技术人员评估焊缝质量、指导焊接参数选择以及优化焊接工艺的重要依据。
在实际工作中,我们应充分理解焊缝熔深的定义和计算方法,并结合具体工作要求和条件,合理选择焊接热源、填充材料和焊接速度,以确保焊缝的质量和可靠性。
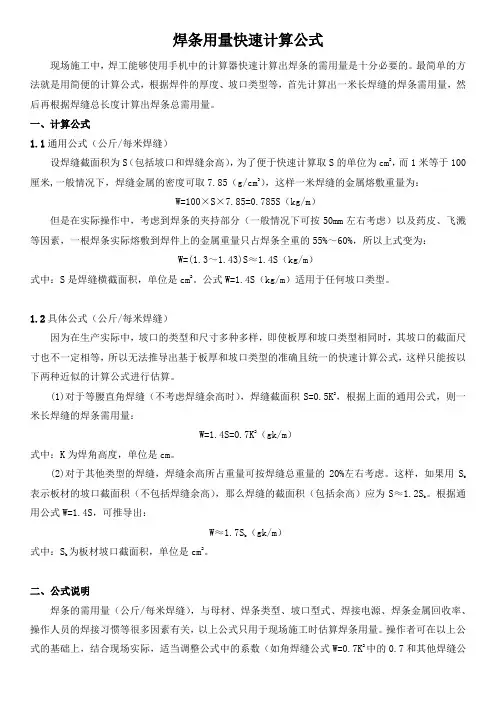
焊接材料需求量计算
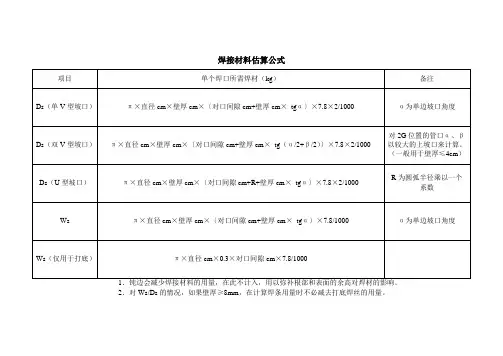
1、计算公式:W=AXρXLX1/ηX1.2。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;1.2余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢7.8;Cr-Ni不锈钢7.9;Cr-Ni-Mo不锈钢8.0;镍及镍合金8.9。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊接材料计算公式
焊接材料主要包括焊条、焊丝、焊剂和气体保护剂等。
以下是焊接材料计算公式的详细解释:
1.焊条的计算公式:
焊条的计算公式为:焊条重量(kg)= 焊条单位长度(kg/m)× 焊接长度(m)。
其中,焊条单位长度是指每米焊条的重量,可以参考焊条的物理性能表进行查找。
2.焊丝的计算公式:
焊丝的计算公式为:焊丝重量(kg)= 焊丝单位长度(kg/m)× 焊接长度(m)。
焊丝单位长度也可以通过参考焊丝的物理性能表进行查找。
3.焊剂的计算公式:
焊剂的计算公式为:焊剂重量(kg)= 焊剂单位长度(kg/m)× 焊接长度(m)。
焊剂单位长度也可以通过参考焊剂的物理性能表进行查找。
4.气体保护剂的计算公式:
气体保护剂的计算公式为:气体保护剂消耗量(m³)= 气体流量(m³/min)× 焊接时间(min)。
气体流量一般根据焊接设备的要求进行设置,焊接时间可以根据实际
情况进行估计。
需要特别注意的是,上述的计算公式都是基于理想情况下的焊接材料
消耗量,实际情况中可能会受到一些因素的影响,如工艺参数的误差、焊
缝的尺寸误差、焊接操作技术等。
因此,在实际操作中需要对计算结果进
行一定的修正和调整。
另外,为保证焊接质量和工作安全,还需参考相关的焊接规范和标准,对焊接材料的选择和使用进行严格的控制和监督。
焊接厚度对照电流计算公式在进行焊接作业时,选择合适的焊接电流非常重要。
焊接电流的大小直接影响着焊接质量和效率。
而焊接厚度对照电流计算公式是确定焊接电流的重要依据之一。
本文将介绍焊接厚度对照电流计算公式的相关知识,希望能够为广大焊接工作者提供一些参考。
首先,我们需要了解一些基本的焊接知识。
在进行焊接作业时,焊接电流的大小取决于焊接材料的种类、厚度和焊接方式等因素。
一般来说,焊接材料的厚度越大,所需要的焊接电流也就越大。
因此,为了确定合适的焊接电流,我们需要根据焊接材料的厚度来进行计算。
焊接厚度对照电流计算公式的一般形式如下:焊接电流(A)= K ×焊接厚度(mm)。
其中,K为焊接系数,它是一个经验值,不同的焊接材料和焊接方式对应着不同的K值。
一般来说,K值可以在焊接手册或者相关资料中找到。
而焊接厚度则是指被焊接材料的厚度,通常以毫米(mm)为单位。
以焊接钢材为例,对于手工焊接,K值一般在80~120之间;对于埋弧焊接,K 值一般在60~100之间。
而对于铝材的焊接,K值则会有所不同。
因此,在进行焊接电流的计算时,我们需要首先确定被焊接材料的种类和焊接方式,然后再根据对应的K值来进行计算。
在实际操作中,我们可以通过以下步骤来确定焊接电流:1. 确定被焊接材料的种类和厚度。
这一步需要对被焊接材料进行测量,并确定其厚度。
2. 查找相应的焊接系数K值。
我们可以通过焊接手册或者相关资料来查找被焊接材料和焊接方式对应的K值。
3. 根据焊接厚度对照电流计算公式,计算出焊接电流。
将K值和焊接厚度代入公式中,即可得到所需的焊接电流。
需要注意的是,以上所介绍的焊接厚度对照电流计算公式是一个较为简单的计算方法。
在实际操作中,还需要考虑到诸如焊接材料的熔点、热导率等因素,以及焊接电流的稳定性等问题。
因此,在确定焊接电流时,还需要结合实际情况进行综合考虑,并在实际操作中进行适当的调整。
总之,焊接厚度对照电流计算公式是确定焊接电流的重要依据之一。

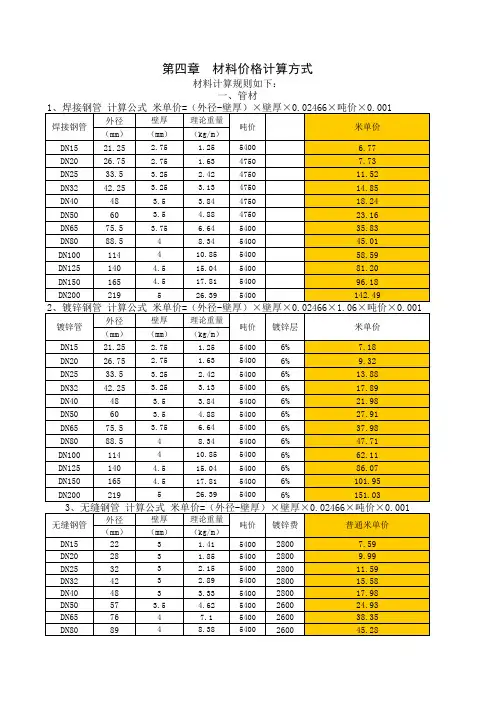
焊管计算重量公式焊管是一种常见的金属制品,由于其在建筑、工程和制造业中的广泛应用,计算焊管的重量成为一个重要的问题。
本文将介绍焊管重量的计算公式及其相关知识。
一、焊管的基本概念焊管是由热轧或冷轧钢带经过剪切、钢板弯曲成型后,通过焊接制成的管状产品。
焊管具有较高的强度和耐腐蚀性能,广泛用于输送液体和气体等场合。
焊管按照不同的制造工艺和用途,可以分为长焊管和无缝焊管两种类型。
二、焊管重量的计算公式焊管的重量计算公式为:重量(千克)=(外径-壁厚)×壁厚×0.02466×长度(米)。
在这个公式中,外径和壁厚单位都是毫米,长度单位是米。
0.02466是焊管材料密度的常数,可以根据不同的材料进行调整。
三、焊管重量计算实例假设一根焊管的外径为50毫米,壁厚为2毫米,长度为3米。
根据上述公式,可以计算出该焊管的重量为:重量(千克)=(50-2)×2×0.02466×3 = 2.9496千克。
四、焊管重量计算的注意事项1. 在使用焊管重量计算公式时,需要确保单位的一致性。
一般情况下,焊管的外径和壁厚以毫米为单位,长度以米为单位,计算结果为千克。
2. 公式中的0.02466是一个常数,对于不同材质的焊管,可以根据其密度进行调整。
常见的焊管材质有碳钢、不锈钢、合金钢等。
3. 焊管的重量计算结果仅供参考,实际重量可能会有一定的误差。
因为焊管的生产过程中,可能会受到材料、工艺等因素的影响,导致尺寸和重量的偏差。
4. 在实际应用中,还需要考虑焊管的承载能力和使用环境等因素。
如果焊管用于承受较大的压力或负荷,需要根据相关标准和计算方法进行综合评估。
五、焊管重量计算的应用焊管重量的计算在建筑、工程和制造业中具有重要的应用价值。
例如,在输送液体或气体的管道工程中,需要根据管道的尺寸和长度计算焊管的重量,以便选择合适的支撑结构和材料。
在焊管的生产和贸易过程中,计算焊管的重量可以帮助确定运输成本、安全负载和库存管理等问题。
焊接球重量计算公式焊接球是一种在建筑结构、机械制造等领域常用的连接件,计算它的重量可是个重要的活儿。
要计算焊接球的重量,咱们得先搞清楚几个关键的东西。
焊接球一般是个球体,那球体的体积公式您得先知道,就是V = 4/3πr³ ,这里的“r”是球体的半径。
而焊接球的重量呢,就得看它用的啥材料啦。
不同材料的密度不一样,比如说常见的钢材,密度大概是 7850 千克/立方米。
那焊接球的重量计算公式就出来啦,就是:重量= 4/3πr³ × 密度。
我给您举个例子吧,有一次我在工厂里,师傅让我计算一个焊接球的重量。
这个球的半径是 10 厘米,材料是钢材。
我就按照公式,先把半径换算成米,也就是 0.1 米。
然后算出体积:4/3 × 3.14 × 0.1³ ≈0.0042 立方米。
再乘以钢材的密度 7850 千克/立方米,最后得出这个焊接球的重量约是 33.18 千克。
可别小看这计算过程,一个小错误可能就会导致大问题。
就像那次,我一开始把半径的单位搞错了,算出来的重量差了好多,师傅一看就指出了我的错误,让我重新算,还跟我说:“这计算可得仔细,不然用错了焊接球,整个工程都可能出问题!”在实际工作中,我们还得考虑焊接球的加工余量、表面处理等因素对重量的影响。
有时候,为了更精确,还得用专门的测量工具去测量实际的尺寸。
总之啊,焊接球重量的计算虽然有公式可循,但实际操作中要细心再细心,这样才能保证我们的工作质量,让焊接球在该发挥作用的地方稳稳当当,不出差错!您要是在计算焊接球重量的时候,可得记住这些要点哟。
焊接材料需求量计算
1、计算公式:W=AXρXLX1/η。
g
2、备注:W(g)焊接材料需求量;A(cm3)截面积;ρ(g/cm3)密度;L(cm)焊道长;η熔敷效率;余高以20%焊道计算。
3、ρ(g/cm3)密度说明:碳钢;Cr-Ni不锈钢;Cr-Ni-Mo不锈钢;镍及镍合金。
4、η熔敷效率说明:焊条55%;TIG/MIG/MAG/CO2焊丝:95%;药芯焊丝:85%;埋弧焊丝:99%。
以上内容是常用的统计公式,实际使用量根据坡口情况及单位焊工的习惯会在上述结果中略有高低。
关于管道材料用量计算我在内蒙神华煤制油项目中还通过EXCEL做了一个计算公式,从实践对理论经验做了修正,当然修正后的是更加准确的,但仅适用于本单位焊工。
焊缝截面面积:
角焊缝:
截面面积=焊脚*焊接/2 =(2*焊喉*焊喉开平方)*(2*焊喉*焊喉开平方)/2。
焊材定额的计算焊材定额也就是焊接材料的消耗定额,它是保证均衡生产,计算焊接产品成本的一个重要因素。
焊接材料消耗定额的计算是企业经济管理的一项重要基础工作。
制定先进合理的焊接材料消耗定额,能帮助采购中心制定合理的采购计划,保证生产任务如期完成。
焊缝坡口型式的多样性,使计算焊缝截面积时需花费大量时间,甚至一些简单焊缝坡口型式也要作复杂计算。
为便于计算焊缝金属重量,企业往往编制适合本企业的《焊材定额标准》。
它依据焊缝各种坡口型式及材料厚度,计算焊缝截面积S,从而确定单位长度焊缝金属重量G,根据图纸所示焊缝长度L,求得该焊缝填充金属重量G填充。
我们企业的《焊材定额标准》也是通过几十年的经验积累结合实际生产情况制定出来的。
焊材定额分为焊条消耗定额,焊丝消耗定额,焊剂消耗定额。
焊接材料消耗定额的计算方法:1. 各种焊接方法的焊材消耗定额计算方法如下:手工电弧焊:G条耗=2G填充埋弧自动焊:G丝耗=1.18G填充G剂耗=1.25G丝耗钨极氩弧焊:G丝耗=1.25G填充熔化极气体保护焊:G丝耗=1.05G填充其中:G条耗=1.7G丝耗2. 计算焊缝填充金属重量G填充其计算公式为G 填充= V ×ρ = S ×L ×ρ式中V: 焊缝体积S:焊缝金属的横截面积L:焊缝实际长度ρ:焊材金属的比重常见焊缝填充金属比重(g/cm3)填充金属钢铸铁不锈钢紫铜比重7.85 6.6-7.7 7.75 8.963.常用的焊材定额计算举例对接焊缝焊材定额:G条耗=2G填充=2(S ×L ×ρ)=2×d2tg30゜×7.85 其中:d为板厚全焊透骑座式管头焊材定额:G条耗=2G填充=2(S ×L ×ρ)= 7.85πφ(k2+d2?tg50?)其中φ为管直径K为焊缝高度,d为管子厚度焊接材料定额的计算与实际生产中焊接材料的用量会有一些出入,主要是收坡口角度偏差,坡口间隙变化,清根深度等不同因素的影响,尤其是坡口加工的手段机加工,火焰切割等是由很大差别的。
焊接用焊条用量计算焊接用焊条用量计算是确定在给定的焊接任务中所需焊条的数量。
焊条是一种用于熔接金属的材料,它包含一个消耗性的电极,在焊接过程中通过电弧加热到熔化的状态,将金属部件连接在一起。
焊条的用量计算是非常重要的,它可以帮助我们合理安排焊接材料的采购和管理,并确保焊接任务的顺利完成。
要计算焊条的用量,我们需要考虑以下几个因素:1.焊缝长度:焊缝是焊接任务中需要填充焊条的部分。
通过测量焊接任务中焊缝的长度,我们可以确定所需焊条的数量。
一般来说,焊缝长度会直接影响焊条的用量。
我们可以使用简单的直尺或卷尺来测量焊缝的长度。
2.焊接材料类型:不同的焊接材料需要不同类型的焊条。
焊条的材料和直径会根据焊接材料的类型和厚度而有所不同。
我们可以根据焊接任务所需的具体材料,选择相应的焊条。
3.焊接规范:焊接任务通常有相应的焊接规范和标准,这些规范中可能包括焊接速度、焊接层数和填充系数等。
根据这些规范,我们可以计算出焊接任务中焊条的用量。
一般来说,焊条的用量计算公式如下:焊条用量=(焊缝长度×焊条用量系数)/焊条长度其中,焊条用量系数是根据具体焊接规范和焊缝形状来确定的常数,它会根据具体情况进行调整。
焊条长度是指焊条的长度,通常是标准长度。
举个例子来说明怎样计算焊条的用量:假设焊接任务中的焊缝长度为2米,焊条用量系数为0.25,焊条的长度为1米。
焊条用量=(2×0.25)/1=0.5米所以,在这个例子中,需要0.5米的焊条来完成焊接任务。
需要注意的是,这只是一个简单的例子,实际的焊接任务中可能存在更复杂的焊缝形状和规范要求,所以需要根据具体情况进行适当的调整和计算。
在实际应用中,为了更准确地计算焊条的用量,我们可以使用焊接软件,该软件通常包含了焊接参数、焊接规范和焊接材料等信息,可以帮助我们更方便地进行焊条用量的计算和管理。
总结起来,焊接用焊条用量计算是非常重要的,它可以帮助我们合理安排焊接材料的采购和管理,确保焊接任务的正常进行。
堆焊焊条用量的计算需要考虑以下几个因素:
1. 焊接长度:焊接长度是指需要进行堆焊的部位的长度,通常以米为单位。
2. 焊接宽度:焊接宽度是指焊接的宽度,通常以毫米为单位。
3. 焊接厚度:焊接厚度是指需要进行堆焊的部位的厚度,通常以毫米为单位。
4. 焊接速度:焊接速度是指焊接的速度,通常以米/分钟为单位。
5. 焊接效率:焊接效率是指焊接过程中焊接材料的利用率,通常以百分比表示。
根据以上因素,可以使用以下公式计算堆焊焊条用量:
焊条用量(kg)= 焊接长度(m)×焊接宽度(mm)×焊接厚度(mm)×焊接速度(m/min)÷焊接效率(%)÷1000
需要注意的是,不同的焊接材料和焊接方法对焊条用量的影响也不同,因此在实际应用中需要根据具体情况进行调整。
1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 <0.4淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢, 焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa,Ceq=0.52 预热75o CRb=700MPa, Ceq=0.52 预热75 o CRb=800MPa,Ceq=0.62 预热150 o C新日铁:CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,Mn=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
焊接变形计算公式焊接变形是在焊接过程中由于热应力引起的材料形状和尺寸的改变。
焊接变形对焊接接头的质量和工件的性能有重要影响,因此对焊接变形进行准确的计算和控制非常重要。
下面将介绍一些用于焊接变形计算的公式。
1.焊接残余应力的计算公式焊接残余应力是指焊接结束后,由于材料受到非均匀加热和冷却引起的在焊接接头内部残余的应力。
常用的计算公式有:-残余应力的平均值计算公式:σ_avg = (E * α * ΔT * t) / (2 * (1 - v))其中,σ_avg表示平均应力,E表示弹性模量,α表示热膨胀系数,ΔT表示焊接材料的温度变化,t表示材料的厚度,v表示泊松比。
-残余应力的最大值计算公式:σ_max = (E * α * ΔT * t) / (2 * (1 - v)) * (1 + (1 + 3.85 * (t / w) * (1 + w / 4 * t))^0.5)其中,σ_max表示最大应力,w表示焊接接头的宽度。
2.焊接变形的计算公式焊接变形可以通过计算焊缝收缩量来估计。
常用的计算公式有:-焊缝收缩量的垂直分量计算公式:δ_v=(1+ε/2)*ΔL其中,δ_v表示垂直分量的收缩量,ε表示机械机构的收缩比例,ΔL表示焊缝长度的变化。
-焊缝收缩量的水平分量计算公式:δ_h=(1+ε)*δ_v其中,δ_h表示水平分量的收缩量。
3.焊接变形的补偿计算公式为了控制焊接变形效果,可以通过在焊接接头附近加入补偿材料来抵消变形。
常用的计算公式有:-补偿材料长度的计算公式:L_c=δ_v/ε_c其中,L_c表示补偿材料的长度,δ_v表示焊接变形的总和,ε_c 表示补偿材料的收缩比例。
-补偿材料的宽度计算公式:w_c = L_c * tan(θ)其中,w_c表示补偿材料的宽度,L_c表示补偿材料的长度,θ表示焊接角度。
以上是一些常用的焊接变形计算公式,通过这些公式可以对焊接接头的变形进行预测和控制。
需要注意的是,在实际应用中,由于焊接条件等因素的影响,计算结果可能与实际结果存在一定的差异,因此在进行设计和工艺规程编制时,还需要考虑一定的安全余量。