肯纳刀具样本Innovations_Beyond_cn
- 格式:pdf
- 大小:5.30 MB
- 文档页数:45

刀具界的猛兽——HarviUltra8X
>>
还记得那款在Ti-6Al-4V钛合金材料进行粗加工时,金属移除率表现出众的HARVI? Ultra 8X玉米铣刀吗?
肯纳金属公司的HARVI Ultra 8X铣刀满足钛合金加工的需求。
机床制造商和用户为了可以在极端切削工况下减少机床零部件的磨损,寻找既可以进行高速切削,同时又能降低切削力的刀具产品,新型HARVI Ultra 8X刀具不仅可以满足所有这些要求,而且还能做得更多......
在以下的加工视频中,进一步展示了HARVI? Ultra 8X玉米铣刀加工的高效和稳定的性能。
>>
高金属去除率和极佳的灵活性是新型HARVI Ultra 8X刀具的显著特点。
为了实现这个目标,肯纳金属公司在这款高科技刀具产品上又融合了多项创新技术:
1.采用双面正角刀片设计,
确保最低的单位切削刃成本,
同时降低功率消耗最多可达50%。
2.因为采用独特的AlTiN+TiNPVD涂层设计,
可以确保极佳的抗热裂纹性能。
3. HARVIUltra 8X刀体采用高品质钢材料制成,
在大切削力条件下具有更好的强度和刚性。
4.独特的BTF46(螺栓锥体法兰)接口系统
可以提供更为出色的抗弯矩性能。
5.HARVIUltra 8X 的可变螺旋角设计
可以避免导致振刀的共振现象,
可进一步延长刀具寿命,
提高工件加工质量和生产率。
无论是进行型腔加工和仿形加工,HARVIUltra 8X每分钟可稳定
完成20立方英寸的钛材料切削,刀具使用寿命可达到一小时或更长。
(来源:肯纳金属刀具解决方案)。

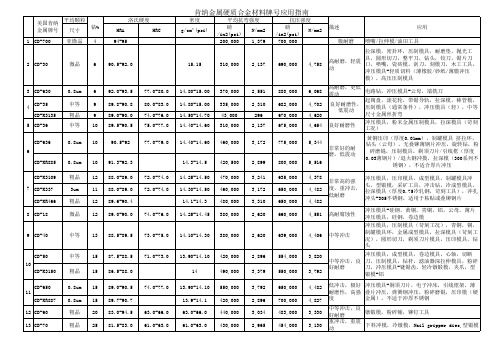

美国肯纳金属刀具简介Kennametal ProductsKennametal & Hertel 切削刀具钻头铣床刀具车床刀具特殊刀具加工中心刀具Kennametal & HertelTurning ToolsTop-Notch刀柄Fix-Perfect刀柄车床刀具ISO刀柄微孔镗刀KM模块系统夹持方式FIX-PERFECT TURNING TOOLS特点:刀片安装可靠提高刀片寿命和刃口强度排屑通畅,无夹紧元件干涉TOP-槽刀TOP-NOTCH 仿形车刀TOP-NOTCH 槽刀应用指南Micro Boring最小加工孔径:KM Turning ToolsKM刀具夹持基本原理韧性高速钢非涂层硬质合金PVDCVD金属陶瓷陶瓷立方氮化硼金刚石耐磨性肯纳车刀材质•KC7310TIALN COATINGKC7310适合于高温合金和钛合金的半精加工和精加工。
•TIALNKC730PVD TiN涂层硬质合金适合于加工高温合金和航天航空材料KC732PVD/CVD 涂层硬质合金KC732适合于高温合金和钛合金的半精加工和精加工。
KY3000氮化硅基陶瓷KY3000 应用极佳的耐磨性使它适合灰铸铁的精加工极佳的韧性使它适合高温合金的粗加工KY3500氮化硅基陶瓷KENNAMETAL HERTEL 铣刀系列Fix-Perfect 铣刀RPF 铣刀ISO铣刀高性能铣刀FIX-PERFECTFIX-PERFECT 刀具与ISO-Inserts比较:Chip gullet FIX-PERFECTinsertCutting diaISO insertsFIX-PERFECT不等节距设计不等节距设计保证加工平稳,无振动。
FIX-PERFECT•HI G H S P E ED MI L L I N G•H I G H P E R F O R M A N C EM I L L•P ER F O R M AN C M I LLInsert grade •Un-coating •Coating •PKD•Max adjust :0.1mmMCF MILLING CUTTERMCF MILLING CUTTER 2 Insert stylesSD..1204..SD..1504..2 Insert styles SD..1204..SD..1504..MCF MILLING CUTTER MCF 45MCF 457 Standard-typesLE..1104..WSE..1504..WOF..0604..RF..1504..SE..1504..SE..1204..SE..1203..7 Standard-types LE..1104..W SE..1504..W OF..0604..RF..1504..SE..1504..SE..1204..SE..1203..NGE-I新一代的玉米铣刀NGE-I新一代的玉米铣刀 3 Geometries:•ADPT1035PDER-GM•ADKT1035PDER•ADKT1035PDTR3 Geometries:•ADPT1035PDER-GM •ADKT1035PDER•ADKT1035PDTRRPFR amp P lunging F acingRPFRamp Plunging FacingRPFRamp Plunging Facing Code D1D3Max. Ramping angl35A03R-SMORF1535501635A03R-S90LF2235501647A04R-SMORF1547631147A04R-S90LF2247631164B05R-SMORF1564807.564B05R-S90LF2264807.584B0R-SMORF1584100 5.784B0R-S90LF2284100 5.6109B06R-SMORF151091254109B06RS90LF221091254PCD 面铣刀PCD 面铣刀的应用PCD 面铣刀•刀盘用高强度铝制成,表面硬度达HRC64-70。


肯纳车刀片槽型命名规则肯纳车刀片槽型命名规则肯纳车刀片槽型命名规则是切削加工领域中一项重要的标准化规定。
它用于描述肯纳车刀片上槽型的形状和特征,对于正确选择和使用刀片具有重要的指导作用。
在本文中,我将从深度和广度两个角度对肯纳车刀片槽型命名规则进行全面评估,并分享我个人对这一规则的观点和理解。
【1. 介绍】肯纳车刀片槽型命名规则是由肯纳公司制定的,其主要目的是对肯纳车刀片上槽型进行统一的命名和分类。
这样一来,无论是使用方还是供应方,都可以通过槽型命名规则准确地理解刀片上的槽型,从而方便地进行选择和交流。
肯纳车刀片槽型命名规则一般由一个字母和一个数字组成,字母表示槽型的类型,数字表示槽型的尺寸或特征。
【2. 深度分析】在深度方面,肯纳车刀片槽型命名规则可以从以下几个方面进行评估:【2.1 类型命名】肯纳车刀片槽型命名规则通过字母来表示槽型的类型。
不同类型的槽型有不同的功能和适用范围。
字母A表示圆形槽型,B表示方形槽型,C表示锥形槽型等。
通过字母的差异,使用方可以迅速了解到刀片的功能和优势,从而进行正确的选择。
【2.2 尺寸特征】肯纳车刀片槽型命名规则通过数字来表示槽型的尺寸或特征。
数字的具体含义与每种槽型有关。
对于圆形槽型,数字1表示直径为8mm,数字2表示直径为12mm;而对于方形槽型,数字1表示侧面长度为8mm,数字2表示侧面长度为12mm。
通过这种方式,使用方可以准确地了解到刀片的具体尺寸,从而满足实际加工需求。
【2.3 复合命名】在肯纳车刀片槽型命名规则中,还存在一种复合命名方式。
这种方式通过组合不同的字母和数字来描述特定的槽型。
字母A表示圆形槽型,数字1表示直径为8mm,那么组合在一起就是A1。
这样一种复合命名方式使得使用方可以对多种特征进行组合,从而满足不同的加工需求。
【3. 广度分析】在广度方面,肯纳车刀片槽型命名规则可以从以下几个方面进行评估:【3.1 应用领域】肯纳车刀片槽型命名规则适用于切削加工领域的各个行业和领域。
肯纳KSEM钻头选择使用规范 1、钻头组成:2、钻头规格范围:3、倒角环的使用及尺寸规格范围4、加工参数的选择:加工参数:切削速度、进给量、切削深度----(切削三要素)4.1、切削速度(Vc):加工不同工件材料时,刀具与工件接触处的相对移动速度,它根据不同的工件材料和刀具材料而选定,选择如下:4.1.1、加工普通钢、铸钢(软钢)工件时切削速度:Vc=80-140m/min 推荐速度=100m/min4.1.2、加工合金钢、热处理后的钢件工件时:Vc=50-80m/min 推荐速度=65m/min4.1.3、加工灰口铸铁工件材料时的切削速度:Vc=100-200m/min 推荐速度=160m/min4.1.4、加工球墨铸铁工件时的切削速度:Vc=90-180m/min 推荐速度=150m/min4.1.5、加工不锈钢工件材料时的切削速度:Vc=30-90m/min 推荐速度=50-60m/min(工件偏硬为50,偏软60)机床主轴与切削速度间的关系:(r/min-每分钟转数)Vc(m/min)=或 = ∗ /n------机床主轴转数d------钻头的直径mm4.2、进给量(f):机床主轴每转一转,钻头钻入工件的深度,它根据钻头的直径和断屑槽形及工件材料来选择,推荐如下:4.2.1、加工普通钢和铸钢(软钢)工件时:4.2.2、加工合金钢及热处理后工件(硬钢)工件时:4.2.3、加工铸铁(含灰口、球墨铸铁)材料时:4.2.4、加工不锈钢材料工件时:进给量与机床编程进给速度的关系:F= ∗ ---mm/minF------机床编程的进给速度mm/minn------机床主轴转数r/minf------钻头的进给量mm/r5、使用说明:5.1、深孔预加工说明:对于预钻引导孔的加工:在加工深度超过5*D的时候需要钻引导孔,引导孔采用150°钻尖,如没有150°钻尖,也可以采用标准的KSEM钻头加工引导孔,钻孔深度小于7D时,引导孔的加工可以只在工件表面划出75%直径的钻窝,当钻孔深度超过7D时,引导孔的深度为钻肩(钻头直径处)部钻入工件2-3mm,当钻孔深度超过10D 的时候,钻深为1D-3D之间。