株洲钻石切削刀具 风电刀具 电子样本
- 格式:pdf
- 大小:4.00 MB
- 文档页数:28
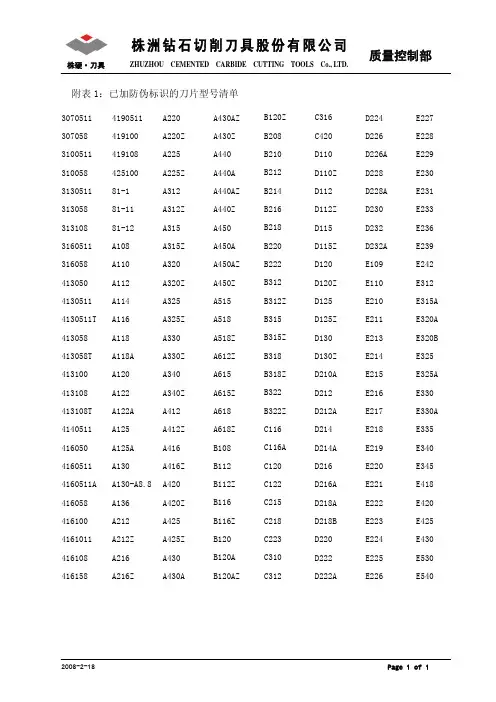
附表1:已加防伪标识的刀片型号清单3070511 307058 3100511 310058 3130511 313058 313108 3160511 316058 413050 4130511 4130511T 413058 413058T 413100 413108 413108T 4140511 416050 4160511 4160511A 416058 416100 4161011 416108 416158 419051141910041910842510081-181-1181-12A108A110A112A114A116A118A118AA120A122A122AA125A125AA130A130-A8.8A136A212A212ZA216A216ZA220A220ZA225A225ZA312A312ZA315A315ZA320A320ZA325A325ZA330A330ZA340A340ZA412A412ZA416A416ZA420A420ZA425A425ZA430A430AA430AZA430ZA440A440AA440AZA440ZA450A450AA450AZA450ZA515A518A518ZA612ZA615A615ZA618A618ZB108B112B112ZB116B116ZB120B120AB120AZB120ZB208B210B212B214B216B218B220B222B312B312ZB315B315ZB318B318ZB322B322ZC116C116AC120C122C215C218C223C310C312C316C420D110D110ZD112D112ZD115D115ZD120D120ZD125D125ZD130D130ZD210AD212D212AD214D214AD216D216AD218AD218BD220D222D222AD224D226D226AD228D228AD230D232D232AE109E110E210E211E213E214E215E216E217E218E219E220E221E222E223E224E225E226E227E228E229E230E231E233E236E239E242E312E315AE320AE320BE325E325AE330E330AE335E340E345E418E420E425E430E530E540附表2:待加防伪标识的刀片型号清单(计划2008年4月30日全部完成)XC161008 T31920W T31920V T31910YZ T31910Y T31910W T31910V T31905V T31905FZ T31905F T31905AZ T31905A T31620W T31620V T31610Y5Z T31610Y5 T31610W T31610V T31605W T31605V T31605FZ T31605F T31605AZ T31605A T31310V T31305W T31305V T31305FZ T31305F T31305AZT31305AT31005FZT31005FT31005AZT31005AJCQ8JCQ6.5JCQ6JCQ5.5JCQ5JCQ4.5JCQ4JCQ3.5JCQ3JCQ16JCQ12JCQ10JCL32-120JCL28-120JCL25-120AJCL25-120JCL20-120AJCL20-120JCL15-120F230CF230BF230AF230F225F220F218F216BF216AF216F213F211F209E525E522E518E515E415E320E315E252E250E247E108E107E106E105D252D246D240D238D236D218D210D208D206C545C539C450C442C435C430C425C308C306C305C304C303C236C228C1910H7ZC1910H7C1910H6ZC1910H6C1610H6ZC1610H6C125C110AC110B433B428B228B225B130ZB130B125AZB125AB125A410ZA410A408A406A310A210A208A170A160A150A140A122BA10651610V42510H842510H742510H1042510AZ42510A42210H841930YZ41930Y41920W41920V41920N41920D7Z41920D741920AZ41920A41910V41910N41910H741910H41910G41910A4191007H41905V41905N41905LZ41905L41905H741905H41905FZ41905F41905AZ41905A41620YZ41620Y41620V41610W41610V41610N41610H41610D6Z41610D641605V41605N41605L41605H641605H41605FZ41605F41605AZ41605A4160508H41310V41305W41305V41305N41305LZ41305L41305H541305H41305FZ41305F41305AZ41305A41005V41005H41005FZ41005F41005AZ41005A31920V31910V31910N31910A31905FZ31905F31905DZ31905D31905CZ31905C31905AZ31905A31620V31610W31610V31610N31605V31605N31605FZ31605F31605B31605AZ31605A31603DZ31603D31603CZ31603C6Z31603C631603C3160307CZ3160307C31320V31310W31310V31305N31305F 31305BZ 31305B 31305AZ31305A31303DZ31303D531303D31303CZ31303C5Z31303C531303C31005V31005N31005AZ31005A31003DZ31003D31003CZ31003C附表3:标识部位刀片类型 标识部位带孔机夹刀片 刀片底部,防伪标识成弧形环绕孔 不带孔机夹刀片 刀片底部的几何中心位置 焊接刀片 刀片底部的几何中心位置注1:刀片底面积小于7㎜×8㎜,只标识“Z”注2:C304型刀片标识打于侧面。

转株钻刀片的材质说明YB415适用于钢、铸钢、铸铁、不锈钢等材料的精加工,半精加工。
YB435适用于钢、铸钢、不锈钢等材料的半精加工,中等精加工。
YB235韧性非常好的基体,刀刃安全性好。
在中低速情况下粗加工,适用于钢、奥氏体不锈钢、铸钢的车、铣、镗、钻(带周遍削刀片),主要用于P40和M35材料。
YBC151高耐磨性的基体,是一种在P15区域广泛选用的合金;适宜于钢,铸钢和不锈钢半精、精加工在高速切削条件下的理想牌号。
YBC251具有特殊强度与韧性刀刃的基体,涂层基体内其特殊组织结构使合金具有良好的温度与耐磨性,是一种使用及为广泛的涂层合金;是钢材加工的通用牌号,适宜于钢,铸钢,和不锈钢材料的半精和精加工。
YBC351高强度与抗塑性变形基体,具有好的韧性及抗塑性;适用于钢,铸钢的半精加工、粗加工;同时也可以用于断续切削高强度钢与不锈钢的粗加工。
YBC201涂层硬质合金牌号,用于钢、铸铁、淬火钢的中、低速铣削。
YBC301高硬度的基体,适宜于中速、高速;轻、重负荷铣削加工低合金钢与非合金钢,也可以用于条件比价差的情况下的铣削加工YBC401极好的韧性基体适用于对钢及铸造不锈钢的中等及重型铣削加工。
YBM151涂层基体内存在特殊组织结构,具有良好的切削强度和耐磨性,适宜于在切削参数条件较好强情况下进行不锈钢的精加工、半精加工YBM251通用性极好的涂层牌号合金,具有良好的韧性与耐磨性,优先用于在连续切削与断续切削条件下的不锈钢的半精加工到粗加工YBM351有极好的切削强度与抗冲击性能及非常好的耐磨性,适用于车加工和镗加工不锈钢及在P30加工范围内材料的低速重负荷粗加工YBM252具有良好的韧性和耐磨性,适用于精车,镗加工和轻型铣削不锈钢及钻加工铸铁不锈钢和合金铸铁,也可用于中、低速切断和切槽YBM301涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中高速铣削。
YBM401涂层硬质合金牌号,用于不锈钢、耐热合金、低碳钢的中低速铣削。
株洲钻石数控刀具-车削刀片主要牌号及用途(一)涂层硬质合金牌号的优点:1、表面金黄色TiN具有减小摩擦和提供磨损识别效果2、特殊结构的Al2O3 沉积层具有最好的热屏障性能,保障高速干切削时,刀片基体抗塑性变形能力。
3、TiCN层具有抗磨料磨损的性能,使刀片后刀面抗磨损的性能最强。
4、采用梯度烧结技术,刃口抗冲击性和耐磨性增强,从而提高刃口的抗破损能力。
5、含特殊晶体结构的碳化物,提高了刀片基体的红硬性,加强了刀片耐高温性能。
涂层硬质合金(CVD、PVD)YBC151 高耐磨性的基体与MT-TiCN、厚AI2O3、TiN涂层的结合;适合于钢材的精加工。
YBC251 刃口安全性的韧性基体与MT-TiCN、厚AI2O3、TiN涂层的极佳结合;适合于钢材的半精加工。
YBC351 高强度与抗塑性变形基体与MT-TiCN、厚AI2O3、TiN涂层的结合;具有好的韧性及抗塑性变形,适合钢材的粗加工。
YBM151 特殊组织机构基体与TiCN、薄AI2O3、TiN涂层的结合,具有良好的扩散磨损性及抵抗塑性变形能力,同时具抗冲击性能,适合于不锈钢的精加工、半精加工及粗加工。
YBM251 韧性和强度好的基体与TiCN、薄AI2O3、TiN涂层的结合,适合于不锈钢的半精加工及粗加工。
YBD151 高耐磨性基体与MT-Ti(CN)、厚AI2O3、TiN涂层的极佳结合,适合于铸铁材料的精加工及半精加工。
YBG102 ncTiAIN涂层与细颗粒基体结合,适合于各类材料(特别适合于铸铁)的轻、中等负荷铣削加工以及高温合金的精、半精车削加工。
YBG202 ncTiAIN涂层与超细颗粒的强韧性基体结合,适合于各类被加工材料的轻、中等负荷铣削,孔加工不锈钢的精、半精车削加工和高温合金粗车削加工。
YBG302 ncTiAIN涂层与韧性硬质合金基体结合,适合于各类被加工材料的中等负荷切削、孔加工、切断、切槽加工以及不锈钢的半精、粗车削加工,实现了安全性和耐磨性能的结合。
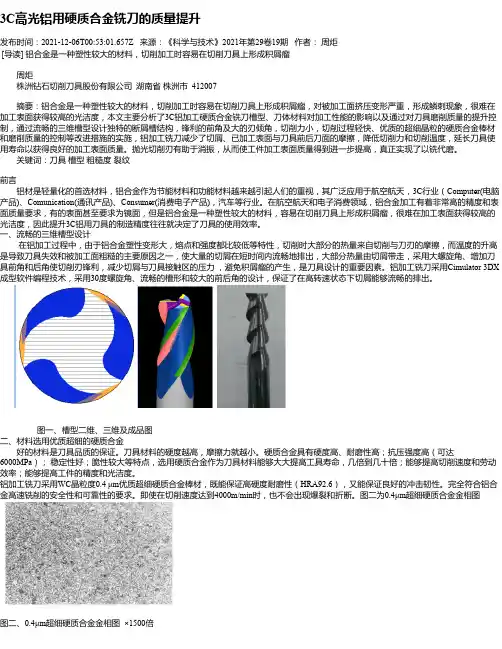
3C高光铝用硬质合金铣刀的质量提升发布时间:2021-12-06T00:53:01.657Z 来源:《科学与技术》2021年第29卷19期作者:周炬[导读] 铝合金是一种塑性较大的材料,切削加工时容易在切削刀具上形成积屑瘤周炬株洲钻石切削刀具股份有限公司湖南省株洲市 412007摘要:铝合金是一种塑性较大的材料,切削加工时容易在切削刀具上形成积屑瘤,对被加工面挤压变形严重,形成鳞刺现象,很难在加工表面获得较高的光洁度,本文主要分析了3C铝加工硬质合金铣刀槽型、刀体材料对加工性能的影响以及通过对刀具磨削质量的提升控制,通过流畅的三维槽型设计独特的断屑槽结构,锋利的前角及大的刃倾角,切削力小,切削过程轻快、优质的超细晶粒的硬质合金棒材和磨削质量的控制等改进措施的实施,铝加工铣刀减少了切屑、已加工表面与刀具前后刀面的摩擦,降低切削力和切削温度,延长刀具使用寿命以获得良好的加工表面质量。
抛光切削刃有助于消振,从而使工件加工表面质量得到进一步提高,真正实现了以铣代磨。
关键词:刀具槽型粗糙度裂纹前言铝材是轻量化的首选材料,铝合金作为节能材料和功能材料越来越引起人们的重视,其广泛应用于航空航天,3C行业(Computer(电脑产品)、Comunication(通讯产品)、Consumer(消费电子产品),汽车等行业。
在航空航天和电子消费领域,铝合金加工有着非常高的精度和表面质量要求,有的表面甚至要求为镜面,但是铝合金是一种塑性较大的材料,容易在切削刀具上形成积屑瘤,很难在加工表面获得较高的光洁度,因此提升3C铝用刀具的制造精度往往就决定了刀具的使用效率。
一、流畅的三维槽型设计在铝加工过程中,由于铝合金塑性变形大,熔点和强度都比较低等特性,切削时大部分的热量来自切削与刀刃的摩擦,而温度的升高是导致刀具失效和被加工面粗糙的主要原因之一,使大量的切屑在短时间内流畅地排出,大部分热量由切屑带走,采用大螺旋角、增加刀具前角和后角使切削刃锋利,减少切屑与刀具接触区的压力,避免积屑瘤的产生,是刀具设计的重要因素。
碟形砂轮加工刀具螺旋槽的磨削参数研究曾滔;周志雄;汤爱民;肖思来;左小陈【摘要】基于无瞬心包络原理,建立了刀具螺旋槽的数学模型,推导了螺旋槽磨削参数和设计参数之间的函数关系式;根据数学模型,利用MATLAB开发了用于计算螺旋槽磨削参数和数值仿真刀具槽形的人机交互式界面程序;将刀具仿真槽形与实际槽形进行对比,结果表明两者具有很好的一致性,这证明了数学模型的有效性。
另外,初步讨论了设计参数与刀具磨削参数及槽形之间的变化关系。
%Based on the theory of non-instantaneous center enveloping,a mathematical model of helical groove was established,and the function of grinding parameters and design parameters were deduced.According to the mathematical model,a human-computer interactive interface used to calcu-late the grinding parameters and simulate the groove section was developed,and then the section pro-file of the simulative groove and actual groove were compared.The results show a good agreement and verify the validity of the mathematical model.In addition,variations of grinding parameters and groove influenced by design parameters were simply discussed.【期刊名称】《中国机械工程》【年(卷),期】2015(000)005【总页数】6页(P575-580)【关键词】螺旋槽;磨削参数;无瞬心包络;数学模型【作者】曾滔;周志雄;汤爱民;肖思来;左小陈【作者单位】株洲钻石切削刀具股份有限公司,株洲,412007;湖南大学,长沙,410082;株洲钻石切削刀具股份有限公司,株洲,412007;株洲钻石切削刀具股份有限公司,株洲,412007;株洲钻石切削刀具股份有限公司,株洲,412007【正文语种】中文【中图分类】TG701刀具是机械制造业的重要工具,在汽车、模具、航空航天、风电等典型行业发挥着重要作用。
YD101/SPEN190424E YC30S/SPEN250730S36 YD201/SPEW120408 YD201/SPEX1203EDR-1 YD151/SPEX1504EDL-1 YD201/SPEX1504EDR-1 YD201/SPGN070208 YD051/SPGN090308 YD101/SPGN120304 YD201/SPGN120308 YD101/SPGN120308 YD051/SPGN150404 YD201/SPGN150412 YC30S/SPGW120408 YD051/SPHX120408 YC30S/SPK53C2SRYC30S/SPKN1203EDSKL YD101/SPKN1203EDFR YC30S/SPKN1203EDSKR YD201/SPKN1204EDFL YC30S/SPKN1504EDSKL YD051/SPKN1504EDFR YD201/SPKN1504EDFR YD101/SPMT09T308 YC30S/SPMT120408 YD051/SPMW09T308 YC30S/SPMW120408 YC30S/SPUN090308 YD101/SPUN090308 YC30S/SPUN120304 YC40/SPUN120308YD101/SPUN120308 YC30S/SPUN120312 YC30S/SPUN150412 YC30S/SPUN190408 YG6X/TCGH160304 YCB011/TCGW110204 YCB011/TCGW110208 YCB011/TCGW16T304 YD101/TCGX090202-LH YD101/TCGX110204-LH YD101/TCGX16T304-LH YC10/TCMT090202-52 YD201/TCMT090204-52 YD201/TCMT090208-HR YD201/TCMT110204-52 YD101/TCMT110208-52YD201/TCMT16T304-52YD051/TCMT16T304-52 YCB012/DNMA150408YCB011/DNMA150408YD051/DNMA150608YCB011/DNMA150608YD101/DNMG110404-PMYD101/DNMG150404-15YD101/DNMG150408-15YD051/DNMG150608-15YD101/DNMG150608-15YD201/DNMG150608-15YC10/DNMG150608-PMYD101/DNMG150612-NMYD201/DNMG150616-15YC10/DNMM150604-71YD101/DPMW11T308YC30S/G10L20022R2-AYD101/HEGN090408YD201/HPEN090408YD201/HPEN110412-WCYC40/K94048.01YC10/KNUX160405L11YC30S/KNUX160405R11YC10/KNUX160405R11YC10/KNUX160405R12YC10/KNUX160410L12YC10/KNUX160410R12YM20/L175.32-191940-227 YD201/LNCX1806AZRYC30S/LNE323-02YC30S/LPE435R100YM30/LQGX400704Z-WS-2.0 YD201/LSE323L02YC30S/LSE323R02YC30S/LSE346R01-MYC30S/LSE434R01YD201/LSE434R01YC30S/LSE446L01YC30S/LSE446R01YC30S/LWNT16-AG55YC30S/LWNT16-AG60YD051/MGEX040203LYC10/MGEX040203LYC30S/MGEX040203LYC10/MGEX040203RYC30S/MGEX050204LYD101/MGEX050204LYC40/MGEX080305LYD051/MGEX080305LYC10/MGEX080305LYD101/MGEX080305LYC30S/MVGX150504YD201/MVGX150504YC30S/MVGX170606LYC30S/N135YC30S/N136YC30S/N18-1YD201/OFKR0704-LHYC30S/P2352-1YD101/P2700-3YC30S/P2703-3YC30S/P2800-0YC30S/P2-8812-LYBD102/CNMG190616-DR YBC151/CNMG190616-DR YBM251/CNMG190616-DR YBD152/CNMG190616-DR YBC152/CNMG190616-DR YBD052/CNMG190616-PM YBM251/CNMG190616-PM YBC251/CNMG190624-DR YBD152/CNMG190624-DR YB415/CNMM120404YBC251/CNMM120408YB415/CNMM120408YB435/CNMM120408YBD151/CNMM120408-71 YBC251/CNMM120408-71 YBC351/CNMM120408-HDR YBM351/CNMM120408-HDR YBC252/CNMM120408-HDR YBC151/CNMM120408-HDR YB415/CNMM120408-HDR YBM251/CNMM120408-HDR YB415/CNMM120412YB435/CNMM120412YBC251/CNMM120412-DR YBC151/CNMM120412-HDR YBC252/CNMM120412-HDR YBC251/CNMM120416-HDR YBC351/CNMM160612-DR YBM251/CNMM160612-DR YBC151/CNMM160612-HDRYB435/CNMM160612-HDR YBC351/CNMM160612-HDR YBC251/CNMM160612-HDR YBC351/CNMM160616-DR YBC151/CNMM160616-DR YBC252/CNMM160616-HDR YBC351/CNMM160616-PR YB415/CNMM160616-PR YBC351/CNMM190608 YBC351/CNMM190608-PR YB415/CNMM190612YBC251/CNMM190612 YBC351/CNMM190612-DR YBC251/CNMM190612-DR YBM251/CNMM190612-DR YB415/CNMM190612-PR YB235/CNMM190612-PR YB435/CNMM190616YBC351/CNMM190616 YBC151/CNMM190616YB235/CNMM190616-DR YBC152/CNMM190616-DR YBM351/CNMM190616-DR YBC351/CNMM190616-DR YBC252/CNMM190616-DR YB435/CNMM190624YBC151/CNMM190624-DR YBC252/CNMM190624-DR YBC351/CNMM250924-DR YBC251/CNMM250924-DR YBC151/CNMM250924-DR YBC251/CNMT120408-71 YBC351/CPGT050204 YBC151/CPGT050204 YBC151/CPGW060204 YBD151/CPGW060204 YBD052/CPMT060204-53 YB415/CPMT060204-53 YBC151/CPMT060204-53 YBC251/CPMT060204-53 YBD151/CPMT060204-53 YB415/CPMT09T304-53 YBD151/CPMT09T304-53 YBC251/CPMT09T304-53 YBD102/CPMT09T308-HM YBC252/CPMT09T308-HM YBC151/DCMT070202-HFYBC351/DCMT070202-HF YBC301/PD3601208YB415/RCGT190600YBC301/RCKT10T3MO-DM YBC351/RCKT1204MO-DM YBM251/RCKT1204MO-DR YBC401/RCKT1204MO-DR YBM351/RCMT1606MOYBC151/RCMT2507MOYB415/RCMX1003MOYBC351/RCMX1204MOYBC351/RCMX1606MOYBC351/RCMX2507MOYBM351/RDKW0803MOYBC301/RDKW1204MOYBD151/SAE-12T3E-KF YBC251/SCMT09T304-HF YBC252/SCMT09T308-HF YBC252/SCMT09T308-HM YB415/SCMT09T308-HMYB415/SCMT120408YBC251/SCMT120408YBC351/SCMT120408-HM YBD102/SCMT120408-HR YBD151/SCMT120408-HR YBD052/SCMT120412-HM YBD102/SCMT120412-HR YBD152/SCMT120412-HR YBC151/SCMW09T304YBC201/SDNB080209YBM251/SEET120308PER-PF YBD152/SEET12T3-CFYBD102/SEET12T3-CMYB415/SEKN1203AFTNYBD152/SEKN1204AFTN YBC201/SEKN1204AFTN YBC201/SNCQ1207YB415/SNGN090308YBM15/SNKT1205AZR-21 YB415/SNMA090308YB415/SNMA120408YBC252/SNMG090304-DM YBC151/SNMG090304-PM YBC351/SNMG090308YBC151/SNMG090308-DM YBD152/SNMG120408YBC152/SNMG120408YBD102/SNMG120408-PM YBC351/SNMG120412 YBC251/SNMG120412 YBC252/SNMG120412-DF YBD151/SNMG120416YB435/SNMG120416-15 YBC252/SNMG120416-DR YBC251/SNMG120416-DR YBC251/SNMG150612-DM YBC351/SNMG150612-DR YBD102/SNMG150612-PM YB435/SNMG150616-TG2 YB235/SNMG190612YBC151/SNMG190612-DM YBC251/SNMG190616 YBC252/SNMG190616-DM YBC251/SNMG190616-DR YBC251/SNMG190616-PM YBC201/SNMG250724-H YBM351/SNMM120412-HDR YBC152/SNMM190624-DR YB415/SNMM250724YBD151/SNMM250724-31 YB415/SNMM250724-31 YBC201/SPCN1504EDSKR YBM351/SPEN150424S40 YB415/SPEN1906DPER YBC251/SPGN090304 YBD151/SPGN120308 YBD151/SPGN120416 YBC151/SPGR090308YB235/SPKN1203EDSKR YBC301/SPKN1504EDSKL YBC251/SPMR090308 YBM251/SPMR090308YD051/TCMT16T308-52 YD201/TCMT16T308-52 YD051/TCMT16T312-52 YD201/TCMT220408YC40/TCMT220408YC10/TCMW110204YCB011/TCMW110204YD201/TCMW16T304YC10/TCMW16T304YC30S/TECN2204ZZTR YCB012/TNGA160402YCB011/TNGA160412YC30S/TNGN270616YD101/TNMA160404YD051/TNMA160408YCB011/TNMA160416YD201/TNMA220412YC10/TNMC22T4015YD101/TNMG110304-PM YC10/TNMG160404YD101/TNMG160404R-ZC YD051/TNMG160408YC30S/TNMG160408YC10/TNMG220412YD101/TNUN220408YC30S/TPAN1103PPS22PN YC30S/TPAN1603PPYC30S/TPAX1604PPYD101/TPCN2204PDFR YD101/TPGA090204AYD101/TPGA110204YD051/TPGB090204YC40/TPGH110304LYD101/TPGN110204YD101/TPGN110304YC40/TPGN110308YD051/TPGN110308YD201/TPGN160304YD101/TPGN160308YD201/TPGN220412YD201/TPGR110308YD201/TPGR160308YC40/TPGT16T304-LYD101/TPGW090204YD101/TPGW110308YD051/TPGW160308YC30S/TPGX1603L-SL1 YC30S/TPKN160308T31 YD201/TPKN1603PDTKR YD201/TPKN2204PDFR YC30S/TPKR1603PPRYC30S/TPMR160304YC30S/TPMR160308YC10/TPMR160308YC40/TPMR220404RYC30S/TPNW1804DPNYC30S/TPUN110304YC30S/TPUN110308YC30S/TPUN160304YC10/TPUN160308YC40/TPUN160308YC40/TPUN160312YD101/TPUN220404YC40/TPUN220408YC30S/TPUN220412YD051/PD01381204YC30S/PD02381204YC30S/PD1481204YD101/PD1481204YD201/PD1481204YD201/PD3601208YC30S/RCEN1604MOYD201/RCGM2507MOYD101/RCKT10T3MO-PM YD201/RCKT1204MO-DR YD201/RCKT1606MO-DM YC30S/RCKT1906MO-DR2 YD051/RCMT1606MOYD201/RCMX0803MOYD051/RCMX1003MOYC40/RCMX1204MOYD051/RCMX1204MOYD101/RCMX1204MOYD101/RCMX1606MOYD051/RCMX1606MOYD051/RCMX2006MOYC30S/RCMX2006MOYD101/RCMX2006MOYD101/RDKW12T3MO-2 YD101/RNGN090300FN YK10/RNGX381200-035 YC30S/RPEW1204MOYC30S/RPEX1204MOYM20/RPMW1003MOYD201/SBAN1204ZZYD151/SBAN1204ZZYD201/SBEX1204ZZYD201/SCGT060204-UC YD101/SCGX09T302-LH YD101/SCGX120408-LH YD201/SCMT09T302-53 YD051/SCMT09T304YD101/SCMT09T304YC10/SCMT09T304YD201/SCMT09T308-HF YC10/SCMT09T308-HF YD101/SCMT120404YD051/SCMT120404YD201/SCMT120404-HM YD051/SCMT120408YD101/SCMT120408YC10/SCMT120408-HM YD201/SCMT120408-HR YC10/SCMW060204YD201/SCMW060204YD051/SCMW09T304YD101/SCMW09T304YD201/SCMW09T308YC30S/SCMW120408YC30S/SDCN1203ZZTN YD101/SDCN1504ZFR YD201/SDHN53RYC30S/SDKN1504AFTN YC30S/SECN1504EFTR YBC252/DCMT070202-HF YB415/DCMT070204-HF YBC152/DCMT070204-HF YBD151/DCMT070204-HF YBM151/DCMT070204-HF YBC351/DCMT070204-HM YBD151/DCMT070204-HM YBD152/DCMT070204-HM YBD102/DCMT070204-HM YBC251/DCMT070204-HM YBM351/DCMT070204-HM YBC251/DCMT070208-HF YBC152/DCMT070208-HF YBM351/DCMT070208-HM YBC251/DCMT070208-HM YBD102/DCMT070208-HM YBD252/DCMT070208-HM YBD152/DCMT070208-HM YBC151/DCMT11T302-HF YBD102/DCMT11T304-HF YBC351/DCMT11T304-HF YB415/DCMT11T304-HF YBD152/DCMT11T304-HF YBC251/DCMT11T304-HF YBM251/DCMT11T304-HF YBC152/DCMT11T304-HFYB235/DCMT11T304-HF YBD151/DCMT11T304-HM YBC152/DCMT11T304-HM YBC151/DCMT11T304-HM YB235/DCMT11T304-HM YBC252/DCMT11T304-HM YB435/DCMT11T304-HM YBM351/DCMT11T304-HM YBC251/DCMT11T304-HM YBC351/DCMT11T304-HR YBD152/DCMT11T304-HR YBM251/DCMT11T304-HR YB415/DCMT11T308-53 YBD102/DCMT11T308-HF YBM151/DCMT11T308-HF YBC252/DCMT11T308-HF YBC351/DCMT11T308-HM YBC152/DCMT11T308-HM YBM151/DCMT11T308-HM YBD052/DCMT11T308-HM YB415/DCMT11T308-HM YBD102/DCMT11T308-HM YB435/DCMT11T308-HM YBC151/DCMT11T308-HM YBC351/DCMT11T308-HR YBD102/DCMT11T308-HR YBD151/DCMT11T308-HR YBC151/DCMT11T308-HR YBM351/DCMT11T308-HR YBM251/DCMT11T308-HR YBC351/DCMT11T312-HM YB435/DCMT11T312-HM YB415/DCMT11T312-HM YBD052/DCMT11T312-HR YBD102/DCMT11T312-HR YBC251/DCMT11T312-HR YBD151/DCMW11T304 YBC151/DCMW11T304 YBD151/DCMW11T308 YBD052/DCMW11T308 YBD151/DNMA150404T10 YBD052/DNMA150408 YBD252/DNMA150408 YB415/DNMA150408 YBD052/DNMA150412 YBD102/DNMA150412 YBD151/DNMA150604YBD102/DNMA150604YBD152/DNMA150604YBD152/DNMA150608YBC151/DNMA150608YBD052/DNMA150608YBD102/DNMA150608YBD152/DNMA150612YBD052/DNMA150612YBD151/DNMA150612YBD102/DNMA150616YBD151/DNMA150616YBC252/DNMG110404-DF YBC152/DNMG110404-DF YBC251/DNMG110404-DF YBC151/DNMG110404-DF YBM151/TNMG220408-DR YBC351/TNMG220408-DR YBD102/TNMG220408-PM YBC151/TNMG220408-PM YBC351/TNMG220408-PM YBC251/TNMG220408-PM YBM251/TNMG220408-PM YB435/TNMG220408-PM YBD152/TNMG220408-PM YBD052/TNMG220408-PM YBM351/TNMG220408R-ZC YBC251/TNMG220408R-ZC YB415/TNMG220412 YBM251/TNMG220412 YBC151/TNMG220412 YBC351/TNMG220412 YBC251/TNMG220412 YBD151/TNMG220412YB435/TNMG220412YBC251/TNMG220412-DF YBM151/TNMG220412-DF YBC151/TNMG220412-DF YBD102/TNMG220412-DM YBC251/TNMG220412-DM YBM251/TNMG220412-DM YBD151/TNMG220412-DM YB435/TNMG220412-DM YBC151/TNMG220412-DM YBC252/TNMG220412-DM YBC351/TNMG220412-DM YBC152/TNMG220412-DMYBM151/TNMG220412-DM YBM351/TNMG220412-DM YBD152/TNMG220412-DR YBC351/TNMG220412-DR YBC251/TNMG220412-DR SD1020/TNMG220412-DR YB415/TNMG220412-PM YBD102/TNMG220412-PM YBC151/TNMG220412-PM YBC351/TNMG220412-PM YBC251/TNMG220412-PM YBD052/TNMG220412-PM YBD152/TNMG220412-PM YBM251/TNMG220412-PM YB415/TNMG220416YB435/TNMG220416 YBC251/TNMG220416 YBC351/TNMG220416-DM YBC252/TNMG220416-DM YBC152/TNMG220416-DM YBM251/TNMG220416-DM YBC251/TNMG220416-DM YBD102/TNMG220416-DR YBC351/TNMG220416-DR YBD152/TNMG220416-DR YBC251/TNMG220416-DR YBC251/TNMG220416-PM YB435/TNMG220416-PM YBC351/TNMG220416-PM YBD052/TNMG220416-PM YBD152/TNMG220416-PM YBD102/TNMG220416-PM YBC251/TNMG270612 YBC151/TNMG270612YB435/TNMG270612 YBD151/TNMG270612 YBC351/TNMG270612YB435/TNMG270612-BG YBC351/TNMG270612-BG YB435/TNMG270616 YBC151/TNMG270616 YBC251/TNMG270616YB415/TNMG270616 YBC351/TNMG270616 YBC351/TNMG330916YB435/TNMG330916 YBC251/TNMG330916 YBC351/TNMG330924 YBC151/TNMG330924 YBC251/TNMG330924 YB435/TNMG330924 YBC151/TNMM160404 YBC251/TNMM160404 YB415/TNMM160404 YBC251/TNMM160408 YCB012/VBGW160404 YCB011/VBGW160408 YD201/VBMT110204-HF YD201/VBMT160404-53 YD201/VBMT160408-53 YD201/VBMT160408-HM YD201/VBMT160412-HM YCB011/VBMW160404 YD101/VCGT1303035-LH YCD011/VCGW160404 YCD011/VCGW160412 YD101/VCGX110304-LH YD201/VCGX160404-LH YD101/VCGX160412-LH YD101/VNEG160404-NF YCB011/VNMA160404 YD101/VNMG160404-PM YD201/WCMX040208R-53 YC10/WCMX050308R-53 YC40/WCMX050308R-53 YD201/WCMX080412-D YD101/WCMX080412R-53 YD201/WNMG080408-PM YC30S/XEEC1206YC30S/XEEC1606YC30S/XEEX1806YD101/XPCA090322R YD201/XVEW1504YD201/YCE323-01YC30S/ZNEX2406YC10/ZQMX3N11-1EYD201/ZQMX4N11-1E YD201/ZQMX5N11-1E YD101/ZRLD08-LHYC10/ZSMF3110RYC10/ZSMF3160LYD201/ZSMF3160RYC10/ZSMF3185RYC10/ZSMF3215RYD201/ZSMF3265LYC10/ZSMF5415LYC10/ZSMF5500RYC10/ZSMX5500LYC10/ZSMX8515RYCB012/CNMA120404 YD051/CNMG120412 YCB011/SNMA120402F-2 YD101/SPUN150412 YCB011/TCGW110304 YD201/TNJN1204ANYD201/TNMG220408-DM YC30S/TPKN1603PDSKL YD051/TPUN110308YD201/SPR55R03YC30S/LSR323R02YD201/CNR44YC30S/LNR443YD201/SNR-44YC30S/LNR336-MYC30S/SPR55R02YD201/SEET12T3-CF YD201/SEET12T3-LH YD051/SEGN120308YC30S/SEHW1204AFTN YC30S/SEHX1204AFTN YD101/SEHX1204AFTN YD201/SEKN1203AFN YC30S/SEKN1203AFN YC30S/SEKN1203AFN-1 YD201/SEKN1203AFTN YC30S/SEKN1203AFTN YD201/SEKN1204AFFN YD201/SEKN1204AFN YC30S/SEKN1204AFTN YD201/SEKN1204AZYD101/SEKN1504AFN YD201/SEKN1504AFN YC30S/SEKN1504AFTN YD201/SEKN1504AZYD101/SFAN1203EFFRYD051/SFAN1203EFRYD101/SFCX1203EFR-1 YC30S/SNC44YC30S/SNC55YC40/SNEN190448YC30S/SNEX1306YC30S/SNEX1308YCB011/SNGA120402 YCB012/SNGA120402 YCB011/SNGA120404YD101/SNGA120408 YCB012/SNGA120408 YCB012/SNGA120412YD101/SNGN090308YD201/SNGN120408YD101/SNGN120408YC30S/SNKN1204ENNYD201/SNKN1204ENN YD151/SNKN1204ENN YC30S/SNKN1504ENNYD101/SNMA090308YC30S/SNMA120404 YCB011/SNMA120404F-2 YD051/SNMA120408YC10/SNMA120408YD201/SNMA120412YD051/SNMA150612YC30S/SNMA190616YD101/SNMG090304YD051/SNMG090308-15 YD101/SNMG120404YD051/SNMG120408YC30S/SNMG120408YC10/SNMG120408YD101/SNMG120408YD051/SNMG150608-15 YD101/SNMG150612YC10/SNMG150612-15 YC10/SNMG190612YC40/SNMM120408YD201/SNMM120408 YBM151/DNMG110404-DF YBC151/DNMG110404-DM YBM251/DNMG110404-DM YBC351/DNMG110404-DMYBC151/DNMG110404-PF YBC251/DNMG110404-PF YBD102/DNMG110404-PM YBC251/DNMG110404-PM YB415/DNMG110404-PM YBC151/DNMG110408-DF YBM151/DNMG110408-DF YBC152/DNMG110408-DF YBC152/DNMG110408-DM YBC252/DNMG110408-DM YBC351/DNMG110408-DM YBM251/DNMG110408-DM YBM151/DNMG110408-DM YBM151/DNMG110408-EF YBD102/DNMG110408-PM YB415/DNMG110408-PM YBC251/DNMG110408-PM YBC151/DNMG110408-PM YBC151/DNMG110412-DF YBC251/DNMG110412-PM YB415/DNMG150404-15 YB435/DNMG150404-15 YBD151/DNMG150404-DF YBC252/DNMG150404-DF YBC152/DNMG150404-DF YBC151/DNMG150404-DF YBC251/DNMG150404-DF YBC351/DNMG150404-DM YBC151/DNMG150404-DM YBC151/DNMG150404-PM YB435/DNMG150404-PM YB415/DNMG150404-PM YBD151/DNMG150408-15 YB415/DNMG150408-15 YBC251/DNMG150408-DF YBM151/DNMG150408-DF YBC251/DNMG150408-DM YBC152/DNMG150408-DM YBM251/DNMG150408-DM YBC252/DNMG150408-DM YBC151/DNMG150408-DM YBC351/DNMG150408-PM YBD102/DNMG150408-PM YBD252/DNMG150408-PMYBC251/DNMG150408-PM YBC152/DNMG150412-DF YBC351/DNMG150412-DM YBC251/DNMG150412-DM YBM251/DNMG150412-DM YBC251/DNMG150412-PM YBD252/DNMG150412-PM YBC252/DNMG150412-PM YBD151/DNMG150412-PM YBD102/DNMG150412-PM YBC251/DNMG150416-PM YB435/DNMG150604-15 YB415/DNMG150604-15 YBC151/DNMG150604-DF YBC252/DNMG150604-DF YBC251/DNMG150604-DF YBC152/DNMG150604-DM YBC351/DNMG150604-DM YBM351/DNMG150604-DM YBC251/DNMG150604-DM YBC151/DNMG150604-DM YBM151/DNMG150604-EF YBC151/DNMG150604-PM YBC252/DNMG150604-PM YBC251/DNMG150604-PM YBD052/DNMG150604-PM YBC351/DNMG150604-PM YBD102/DNMG150604-PM YBM251/DNMG150604-PM YB435/DNMG150604-PM YBC152/DNMG150608-15 YB415/DNMG150608-15 YBC251/DNMG150608-15 YBM151/DNMG150608-DF YBC151/DNMG150608-DF YBC251/DNMG150608-DM YBM351/DNMG150608-DM YBD151/DNMG150608-DM YB435/DNMG150608-DM YBC351/DNMG150608-DM YBC351/TNMM160408 YBC151/TNMM160408-DR YBC251/TNMM160408-DR YBC351/TNMM160408-DRYBC251/TNMM160412-DR YBC351/TNMM220408 YBM251/TNMM220408 YBC251/TNMM220408YB435/TNMM220408YBC251/TNMM220408-DR YBC351/TNMM220408-DR YBC252/TNMM220412 YBM251/TNMM220412 YBC251/TNMM220412YB415/TNMM220412YBC351/TNMM220412 YBC251/TNMM220412-DR YBC351/TNMM220412-DR YBC351/TNMM220416 YBC351/TNMM220416-DR YBC251/TNMM270616 YBC351/TNMM270616YB435/TNMM270616YBC251/TNMX1106-2 YBC151/TNMX1106-2 YBC251/TNMX1509-2 YBC351/TNMX160404-WG YBC151/TNMX160404-WG YBC251/TNMX160404-WG YBC151/TNMX160408-WG YBC351/TNMX160408-WG YBC251/TNMX160408-WG YBC251/TNMX160412-WG YBG40/TNMX180812-SG YBM15/TNMX240715YB415/TNUN160408YBC301/TPAN1103PPS22PN YBC301/TPAN1603PPYB415/TPAN1603PPS42PN YBC301/TPCN1103PP YBC301/TPCN1603PPS42PN YBC201/TPCN1603PP YBC301/TPCN2204PDSKR YBC301/TPCN2204PPEN YBC251/TPEX2204ZPR-X YB415/TPEX2204ZPR-XYB415/TPEX2204ZPR-X断YBC251/TPEX2706ZPR-X YB415/TPEX2706ZPR-XYB415/TPEX2706ZPR-X断YB415/TPEX3306ZPR-X YB435/TPGA160308YBD151/TPGB270416YB415/TPGH110304L YBC151/TPGH110304L YBC251/TPGN090208YB415/TPGN110304YBC151/TPGN110304YB415/TPGN110308YBC151/TPGN110308 YBC151/TPGN160304YB435/TPGN160304YBD102/TPGN160308YB415/TPGN160308YBC151/TPGN160308 YBC251/TPGN160308 YBD151/TPGN160316 YBC151/TPGN160408YB435/TPGN220404YBD151/TPGN220404YB415/TPGN220408YBC151/TPGN220408 YBC251/TPGN220412 YBD151/TPGN220416YC30S/LNR434-03YC30S/LNR425YD201/LNR425YC30S/SPR33R01YD201/LNR323-01YD201/CDR322R01YC30S/LNR336-103YC10/BG154.91-5YC30S/SDGW09T304YD201/VCGX160412-LH YD201/LNR425B-7.15YC40/ZDET13T3CYR16-PM YC25S/TPKN2204PDT32R YC30S/BDR323R08YC30S/LSR323L02YD051/LNR434-03YD201/CDR322L02YD201/LSR323L02YD201/ZPGD0402-MGYM40/ZQMX6N11-1EYC30S/LSR346R-MYD201/LNR446-03YD201/LNR424YBC151/154.3-16125YBC251/154.3-16160YB415/154.3-16170YBC251/154.3-16215YBC251/154.3-16265YBC151/175.32-191940-22 YB415/175.32-191940-22 YBC151/175.32-191940-24 YB415/175.32-191940-25 YBC151/175.32-191940-28 YBC251/175.32-301940-24 YBD051/21-000113-101-2 YBC401/3.96402CN35/31303CCN26/31303CZCN35/31303DZCN25/31603CCN25/31603CZCN35/31605BYBC251/340.G.540/3-352 CN25/41905HCN25/41910VCN25/42510H10YBM351/49D-LNE1906-R7.0 YBD151/49D-WD-02CN35/4XH16YYB235/4XH16YYBC401/APET1604PDR YBC301/APFT1604PDR YBC301/APKT11T304-PF YBG40/APKT11T304-PM YBC401/APKT11T304-PM YBM251/APKT11T304-PR YBD252/APKT11T308-PM YBM251/APKT11T308-PM YBM251/APKT11T316-PM YBM351/APKT150412R YBM351/APKT160408-PF YBC301/APKT160408-PM YBM251/APKT160408-PM YB435/CCMT060202YBC251/CCMT060202YBC151/CCMT060202-HF YBC351/CCMT060204-53 YBC251/CCMT060204-53 YBD151/CCMT060204-HF YBC252/CCMT060204-HF YBC251/CCMT060204-HF YBC152/CCMT060204-HM YBC151/CCMT060204-HM YBM351/CCMT060204-HM YBD102/CCMT060204-HM YBC252/CCMT060204-HR YC40/SNMM250724-31 YC40/SNMX241230-Y142 YC30S/SNUN120408YD201/SNUN120412YC40/SNUN120412YC30S/SNUN120412YD051/SNUN250724YD201/SPAN1203EDFL YD201/SPAN1203EDFR YD201/SPAN1504EDFR YD201/SPCN1203EDFR YD051/SPCN150412TW YC30S/SPCN1504EDSKL YD201/SPCN1504EDFL YC30S/SPCN1504EDSKR YD201/SPCN1504EDFR YC30S/SPCW1504EDR YD201/SPCW1504EPR YD201/SPCW1504EPTR YD201/SPE44-102YC30S/SPE55R02YC30S/SPE55R04YD201/SPEN1203EDTWR YC30S/SPEN120408YD151/SPEN120416YD201/SPEN120416FYD201/SPEN120416TW YD051/SPEN190416FYD101/SPEN190424TW YD101/SPEN42EEERYC30S/SPEW120408YC30S/SPEW150412YD201/SPEX1203EDL-1 YD201/SPEX1504EDL-1YD051/SPEX1504EDL-1 YD051/SPEX1504EDR-1 YD101/SPEX1504EDR-1 YD101/SPGN070208YD101/SPGN090304YD201/SPGN090308YD101/SPGN090308YD051/SPGN090323YC10/SPGN120304YC30S/SPGN120304YC30S/SPGN120308YD151/SPGN120308YC30S/SPGN120408YD101/SPGN150404YC30S/SPGN150408YM20/SPGN190400YD051/SPGR120304YD101/SPGW090308YD201/SPGW120408YC30S/SPHX120408YC30S/SPHX1204ADYD201/SPKN1203EDFL YBD152/DNMG150608-DM YBC252/DNMG150608-DM YBC152/DNMG150608-DR YBC252/DNMG150608-DR YBD102/DNMG150608-DR YB415/DNMG150608-DR YBC251/DNMG150608-DR YBD152/DNMG150608-DR YBM251/DNMG150608-EF YBM151/DNMG150608-EF YBC351/DNMG150608-PM YBC252/DNMG150608-PM YB435/DNMG150608-PM YBD102/DNMG150608-PM YB415/DNMG150608-PM YBC151/DNMG150608-PMF YB415/DNMG150608-PMF YB415/DNMG150612-15 YB435/DNMG150612-15 YBD151/DNMG150612-15 YBC252/DNMG150612-15 YBC351/DNMG150612-15 YBC152/DNMG150612-DFYBC151/DNMG150612-DF YBC152/DNMG150612-DM YBC252/DNMG150612-DM YBC351/DNMG150612-DM YBD151/DNMG150612-DM YBD152/DNMG150612-DR YBC151/DNMG150612-DR YBC251/DNMG150612-DR YBM251/DNMG150612-PM YBD052/DNMG150612-PM YBD151/DNMG150612-PM YB435/DNMG150612-PM YB415/DNMG150616-15 YBC252/DNMG150616-DM YBC251/DNMG150616-DM YBC351/DNMG150616-DM YBD102/DNMG150616-DR YBD052/DNMG150616-PM YBD152/DNMG150616-PM YBC251/DNMG190612YB435/DNMM150604-71 YBC151/DNMM150604-71 YB435/DNMM150608-71 YB415/DNMM150608-71 YBC251/DNMM150608-DR YBC251/DNMM150608-HDR YBC351/DNMM150608-HDR YB415/DNMM150612-71 YB435/DNMM150612-71 YBC351/DNMM150612-71 YBC251/DNMM150612-DR YBC351/DNMM150612-DR YBC151/DNMX110404-WG YBM151/DNMX110408-WG YBM151/DNMX150408-WG YBC251/DNMX150608-WG YBC351/DNMX150608-WG YBC152/DNMX150608-WG YBC251/DNMX150612-WG YBD152/HPEN090408YBC201/J-LBMM161208H3-1 YB435/KNUX160405L11 YBC151/KNUX160405L11 YBM251/KNUX160405L11 YBC351/KNUX160405L11YBC251/KNUX160405L12 YB415/KNUX160405L12 YB415/KNUX160405R11 YBC251/KNUX160405R11 YBM251/KNUX160405R11 YBC252/KNUX160405R11 YBC151/KNUX160405R12 YBM251/KNUX160405R12 YBM251/KNUX160410L11 YBC151/TPGR110308YB415/TPGR160304YBC151/TPGR160304YB415/TPGR160308YB435/TPGR160308YBC151/TPGR160308 YBC251/TPGR220412YB415/TPGT110304-L YBC151/TPGW090204 YBC401/TPGX3006YBC301/TPKN160308T31 YBM351/TPKN1603PDSKR YBG40/TPKN1603PDSKR YBC401/TPKN1603PDSKR YBC301/TPKN1603PDSKR YBM251/TPKN1603PDSKR YBC401/TPKN1603PPR YBC301/TPKN1603PPER YBG40/TPKN1603PPERYB235/TPKN1603PPER YBC301/TPKN2204PDS22PL YB235/TPKN2204PDSKR YBC301/TPKN2204PDSKR YBG40/TPKN2204PDSKR YBC401/TPKN2204PDSKR YBM351/TPKN2204PDSKR YBC201/TPKN2204PDSKR YBC301/TPKR1603PPR YBM251/TPMR090204 YBC251/TPMR090204YB415/TPMR090204YBC251/TPMR110304 YBC151/TPMR110304 YBM251/TPMR110304 YBC351/TPMR110304YB415/TPMR110304YB415/TPMR110308YB435/TPMR110308 YBC351/TPMR110308 YBC251/TPMR110308 YBC151/TPMR110308 YBM251/TPMR110308 YB435/TPMR160304 YBC251/TPMR160304 YBM351/TPMR160304 YBC351/TPMR160304 YBM251/TPMR160304 YB415/TPMR160304 YBC151/TPMR160304 YBC252/TPMR160304 YB415/TPMR160308 YBD151/TPMR160308 YBC251/TPMR160308 YBC252/TPMR160308 YBM251/TPMR160308 YBC151/TPMR160308 YBM351/TPMR160308 YBC351/TPMR160308 YB435/TPMR160308 YBM251/TPMR160312 YB435/TPMR160312 YBC151/TPMR160312 YBC251/TPMR160312 YBC251/TPMR220412 YBC351/TPMR220412 YBM251/TPMR220412 YBC151/TPMR220412 YB415/TPMT090204 YBC151/TPMT160304 YB415/TPMT160304 YBM251/TPUN110304 YB415/TPUN110304 YBC151/TPUN110304 YBD151/TPUN110304 YBD151/TPUN110308 YBM251/TPUN110308 YBC151/TPUN110308 YBM251/TPUN160304 YBD151/TPUN160304 YBC251/TPUN160304 YBC351/CCMT060208-HFYBM251/CCMT060208-HF YBC351/CCMT060208-HM YBC252/CCMT060208-HM YBC251/CCMT060208-HR YBC152/CCMT060208-HR YB435/CCMT060208-HR YBC252/CCMT09T302-HF YBC151/CCMT09T304-53 YBD151/CCMT09T304-53 YBC251/CCMT09T304-HF YBC151/CCMT09T304-HF YBD152/CCMT09T304-HF YBM251/CCMT09T304-HF YBM251/CCMT09T304-HM YBD102/CCMT09T304-HM YBM351/CCMT09T304-HM YBD052/CCMT09T304-HM YBD151/CCMT09T308-53 YB235/CCMT09T308-53 YBM251/CCMT09T308-53 YBD152/CCMT09T308-HF YBC152/CCMT09T308-HF YBM151/CCMT09T308-HF YBC351/CCMT09T308-HM YBC151/CCMT09T308-HM YBM251/CCMT09T308-HM YBC152/CCMT09T308-HM YBC252/CCMT09T308-HR YBC351/CCMT09T308-HR YBC251/CCMT09T308-HR YBM151/CCMT09T308-HR YBC251/CCMT120404-53 YBM251/CCMT120404-53 YBC251/CCMT120404-HF YBC151/CCMT120404-HF YBM151/CCMT120404-HM YBC351/CCMT120404-HM YBD102/CCMT120404-HM YBC152/CCMT120408-HM YBC251/CCMT120408-HM YBD152/CCMT120408-HM YBD052/CCMT120408-HM YBD151/CCMT120408-HR YBC151/CCMT120408-HRYBD102/CCMT120408-HR YBC152/CCMT120408-HR YBC152/CCMT120412-HM YBD151/CCMT120412-HR YBC351/CCMT120412-HR YBC251/CCMT120412-HR YB435/CCMT120412-HR YBD151/CCMW060204 YBC151/CCMW09T304 YBD151/CCMW09T308 YBD151/CCMW120404 YBC151/CCMW120408 YBM351/CNEQ090400SL YBD052/CNMA120404 YBD252/CNMA120404 YBD102/CNMA120408 YBC252/CNMA120408 YBC251/CNMA120408 YBD152/CNMA120412 YBC151/CNMA120412 YBD151/CNMA120416 YBD052/CNMA120416 YBD102/CNMA160608 YBC151/CNMA160612 YBD052/CNMA160612 YBD152/CNMA160616 YB415/CNMA160616 YBD152/CNMA160620 YB415/CNMA160630 YBC151/CNMA190612 YBD152/CNMA190612 YBD052/CNMA190616 YBC152/CNMG090304-DF YBC152/CNMG090304-DM YBC252/CNMG090304-DM YBC151/CNMG090304-PF YBC251/CNMG090308-DF YBC251/CNMG090308-DM YBD151/CNMG090308-PM YBC151/CNMG090308-PM YBD102/CNMG120404 YB235/CNMG120404YD101/SPKN1203EDFL YD201/SPKN1203EDFRYD051/SPKN1203EDFR YC40/SPKN1203EDSKR YD201/SPKN1203EDTKR YD201/SPKN1204EDFR YC30S/SPKN1204EDER YD051/SPKN1504EDFL YD201/SPKN1504EDFL YC30S/SPKN1504EDSKR YD101/SPKN1504EDFR YC40/SPKN1504EDSKR YC10/SPKN1504EDSKR YD201/SPKN1504EDT32PL YC30S/SPKN1504EDS32PR YD201/SPKN1504EDT32PR YD101/SPKN1904EDFR YC30S/SPKN1904EDSKR YD201/SPKR1203EDRYC30S/SPKR1203EDRYD101/SPMN120308YD101/SPMR120308YC30S/SPMR120308YD201/SPMT09T308YC30S/SPMT09T308YD101/SPMW09T304YC30S/SPMW09T308YD201/SPMW120408YC40/SPMW120408YD101/SPNN42EEERYC40/SPUN090308YD201/SPUN120304YC30S/SPUN120308YD201/SPUN120308YC10/SPUN120308YC30S/SPUN120408YC30S/SPUN150408YD201/SPUN150408YD101/SPUN190408YC30S/SPUN190412YC40/SPUN190412YD201/T2090504L-A YCB011/TCGW090204 YCB012/TCGW090204 YCD011/TCGW110204 YCB012/TCGW110204 YCD011/TCGW110208YCB012/TCGW110208 YCB011/TCGW16T308 YCB011/TCGW16T312YD101/TCGX090204-LH YD101/TCGX110202-LH YD101/TCGX110208-LH YD101/TCGX16T302-LH YD101/TCGX16T308-LH YC40/TCMT090202-52YD101/TCMT090202-HF YC10/TCMT090204-52YD101/TCMT090204-52 YC10/TCMT090204-HFYD201/TCMT090204-HM YD101/TCMT090208-HM YC10/TCMT110204-52YD101/TCMT110204-52 YC10/TCMT110204-HFYD201/TCMT110204-HM YC10/TCMT110208-52YD101/TCMT110208-HF YD101/TCMT16T304-52 YC10/TCMT16T304-52 YBC251/KNUX160410L11 YB435/KNUX160410L11 YB435/KNUX160410L12 YBC151/KNUX160410L12 YB415/KNUX160410L12 YBC251/KNUX160410L12 YB435/KNUX160410R11 YB415/KNUX160410R11 YBM251/KNUX160410R11 YBM251/KNUX160410R12 YBC151/KNUX160410R12 YB435/KNUX160410R12 YBC251/KNUX160410R12 YBC152/KNUX160410R12 YBC301/LNCX1806AZR YBD252/LNCX1806AZT11R YB235/LNCX2915DP-1 YBD151/LNE151207(R2.25) YBD151/LNE191207S14 YBC301/LNE32.534YBM351/LNE32.534YBM251/LNE32.534YBD252/LNE323-02YBD151/LNEX1507YBC251/LPE324-03YBD151/LSE323L02YBC301/LSE434R01YB415/MGEX040203L YBC301/MGEX050204L YBD151/MGEX080305L YB415/MGEX080305LYB435/MGGJ501050-4 YBM351/MK-18.472YBD151/MK-18.762YBM251/MPHT080305-DM YBD151/MSGW1604R YBC301/MVGX150504 YBD152/OFEW2006MOTN YBC401/OFKR0704-DM YBC301/OFKR0704-DM YBM251/OFKR0704-DM YBG40/OFKR0704-DM YBD152/OFKR0704-DM YBD252/OFKR0704-DM YBD151/PD01381204YB415/PD01381204YBD151/PD3601208YB435/RCEX190600YB415/RCGT1204MOYB435/RCGT1204MOYB435/RCGT190600 YBC301/RCKT10T3MO-PM YBM351/RCKT10T3MO-PM YBC401/RCKT1204MO-DM YBM251/RCKT1204MO-DM YB235/RCKT1204MO-DM YBD152/RCKT1204MO-DM YBC301/RCKT1204MO-DM YBC301/RCKT1204MO-DR YBC301/RCKT1606MO-DM YBC401/RCKT1606MO-DM YBM351/RCKT1606MO-DR YBG40/RCKT1606MO-DR YBC401/RCKT1606MO-DR YBD252/RCKT1606MO-DR YB235/RCKT2006MO-DM YBC301/RCKT2006MO-DMYBM351/RCKT2006MO-DR YBC401/RCKT2006MO-DR YBD252/RCKT2006MO-DR YBG40/RCKT2006MO-YM YBC351/RCMT1204MO YBD052/RCMT1204MO YBC151/RCMT1204MO YBC252/RCMT1204MO YBD152/RCMT1204MO YB415/RCMT1204MOYB435/RCMT1606MO YBC351/RCMT1606MO YB415/RCMT1606MO YBC251/RCMT1606MO YB415/RCMT2507MO YBC151/RCMX0803MO YBC351/RCMX0803MO YB415/RCMX0803MO YBC351/RCMX1003MO YBC152/RCMX1204MO YBC151/RCMX1204MO YBC252/RCMX1204MO YBC151/TPUN160304 YBC351/TPUN160304YB415/TPUN160304 YBD052/TPUN160304 YBM251/TPUN160308 YBC301/TPUN160308 YBD052/TPUN160308 YBC351/TPUN160308YB415/TPUN160308 YBC251/TPUN160308 YBM351/TPUN160308 YBC151/TPUN160308 YBD151/TPUN160308 YBM251/TPUN160312 YBC151/TPUN160312 YBD151/TPUN160312 YBD151/TPUN220404 YBC151/TPUN220404 YBC301/TPUN220408 YBC151/TPUN220408 YBC251/TPUN220408 YBD151/TPUN220408 YBM251/TPUN220408。