京瓷刀片样本 金属陶瓷
- 格式:pdf
- 大小:1.28 MB
- 文档页数:2
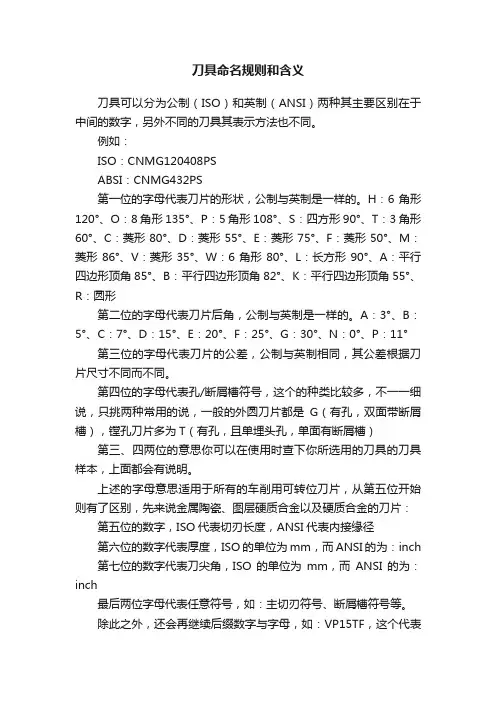
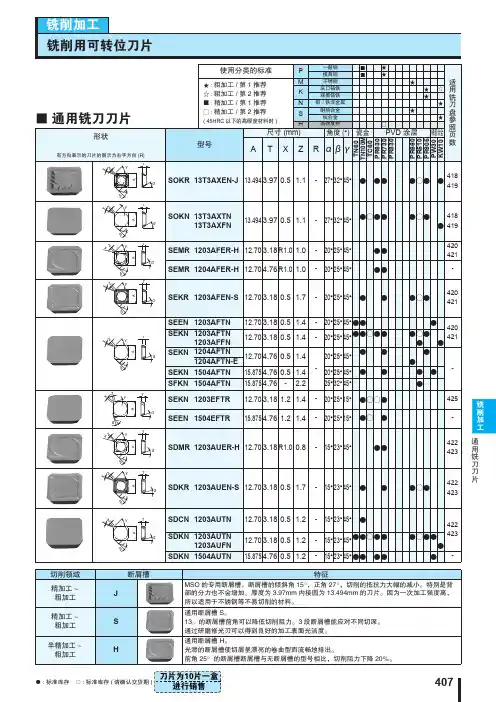
刀具命名规则和含义刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
例如:ISO:CNMG120408PSABSI:CNMG432PS第一位的字母代表刀片的形状,公制与英制是一样的。
H:6角形120°、O:8角形135°、P:5角形108°、S:四方形90°、T:3角形60°、C:菱形80°、D:菱形55°、E:菱形75°、F:菱形50°、M:菱形86°、V:菱形35°、W:6角形80°、L:长方形90°、A:平行四边形顶角85°、B:平行四边形顶角82°、K:平行四边形顶角55°、R:圆形第二位的字母代表刀片后角,公制与英制是一样的。
A:3°、B:5°、C:7°、D:15°、E:20°、F:25°、G:30°、N:0°、P:11°第三位的字母代表刀片的公差,公制与英制相同,其公差根据刀片尺寸不同而不同。
第四位的字母代表孔/断屑槽符号,这个的种类比较多,不一一细说,只挑两种常用的说,一般的外圆刀片都是G(有孔,双面带断屑槽),镗孔刀片多为T(有孔,且单埋头孔,单面有断屑槽)第三、四两位的意思你可以在使用时查下你所选用的刀具的刀具样本,上面都会有说明。
上述的字母意思适用于所有的车削用可转位刀片,从第五位开始则有了区别,先来说金属陶瓷、图层硬质合金以及硬质合金的刀片:第五位的数字,ISO代表切刃长度,ANSI代表内接缘径第六位的数字代表厚度,ISO的单位为mm,而ANSI的为:inch 第七位的数字代表刀尖角,ISO的单位为mm,而ANSI的为:inch最后两位字母代表任意符号,如:主切刃符号、断屑槽符号等。
今天给大家普及一下日本厨师刀日本厨刀大都是出自以前的军刀制造商,所以质量绝度杠杠的,今天就来盘点那些知名的日本厨刀品牌。
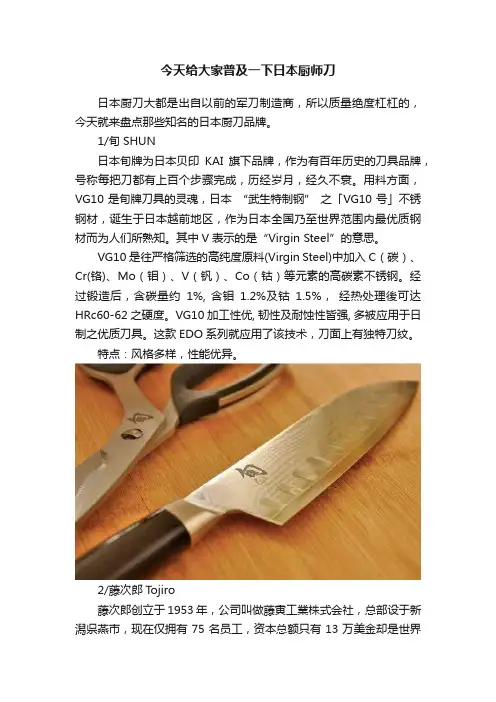
1/旬SHUN日本旬牌为日本贝印KAI旗下品牌,作为有百年历史的刀具品牌,号称每把刀都有上百个步骤完成,历经岁月,经久不衰。
用料方面,VG10是旬牌刀具的灵魂,日本“武生特制钢” 之「VG10号」不锈钢材,诞生于日本越前地区,作为日本全国乃至世界范围内最优质钢材而为人们所熟知。
其中V表示的是“Virgin Steel”的意思。
VG10是往严格筛选的高纯度原料(Virgin Steel)中加入C(碳)、Cr(铬)、Mo(钼)、V(钒)、Co(钴)等元素的高碳素不锈钢。
经过锻造后,含碳量约1%, 含钼1.2%及钴1.5%,经热处理後可达HRc60-62之硬度。
VG10加工性优, 韧性及耐蚀性皆强, 多被应用于日制之优质刀具。
这款EDO系列就应用了该技术,刀面上有独特刀纹。
特点:风格多样,性能优异。
2/藤次郎T ojiro藤次郎创立于1953年,公司叫做藤寅工業株式会社,总部设于新潟県燕市,现在仅拥有75名员工,资本总额只有13万美金却是世界第一的复合材料刀具制造商,销量在日本排名前五,并出口全球15个国家和地区。
日本作为高档厨刀第一出口国,有着众多个知名品牌。
藤次郎是日本10大厨刀品牌之一,N次获得日本通商产业省质量和设计大奖、法兰克富厨具博览会金奖;法国里兹饭店、马克西姆餐厅的御用刀刀等等,除了知名度意外,还有着比同级别厨刀更高的性价比。
藤次郎在10大厨刀品牌里,价钱高低都有性价比较高,品质一流。
特点:三文治结构可以使其比较容易从新造刃。
使用它切起菜和肉就跟豆腐一样。
3/正本刀具1866年创业的正本総本店是世界有名的刀具品牌。
作为制作日本料理时所使用的和庖丁品牌在世界是最有名气的,这点几乎是众所周知,即使作为制作西餐时所使用的洋庖丁也被称赞为“Best in show(最棒的刀)”,曾得到美食杂志评估分类中得到最高级的NO.1的评价。
金属陶瓷刀具班级:0808302 学号:姓名:切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
提高加工效率,将会带来巨大的社会、经济效益。
前北美机械工程师协会主席Hom曾说:“每节省加工工时一分钟,美国就可节省一亿美元”,可见提高加工效率对国民经济具有十分重要的意义。
陶瓷刀具由于高温性能好,其切削速度可比传统刀具提高3—10倍,因而可以在现有的厂房、设备、动力条件下,使产品产量成倍增长,大幅度提高社会生产力。
其次,由于现代科学技术和生产的发展,越来越多地采用超硬难加工工件,以提高机器设备的使用寿命和工作性能。
有资料介绍,难加工材料已超过43%。
这些难加工材料的采用,给制造技术带来很大的困难,传统刀具是难以对付的,往往要采用费时费电的退火加工和磨加工等方法。
新型陶瓷刀具由于有很高的硬度(HRA93—95),因而可以加工硬度高达HRC65的各类难加工材料,免除退火加工所消耗的电力和时间;可以提高工件的硬度,延长机器设备的使用寿命。
硬质合金刀具大量消耗着W、Co等战略性贵重金属,节约这些资源是各国的基本政策,而广泛采用陶瓷刀具则是有效措施。
因为陶瓷刀具的主要原料Al2O3和SiO2,是地壳中最丰富的成分,是取之不尽,用之不竭的。
一、复合TiCN金属陶瓷刀具近年来发展起来的TiCN金属陶瓷刀具是以碳氮化钛(TiCN)作为耐磨相,金属Mo、Ni作为粘结相,经过高温烧结而成的金属陶瓷刀具材料。
它有很高的抗弯强度(≥1 000 GPa),和断裂韧性(K Ic≥10 MPa·m1/2),有较宽的适用范围,适合于普通钢铁材料加工,在精加工和高速铣削钢件时尤为有效。
但是由于晶界上有相当数量的Mo、Ni等金属相,硬度较低(HRA91—92),高温性能也受到影响,难于胜任高硬难加工材料的加工。
复合TiCN金属陶瓷刀具比复合Si3N4陶瓷刀具有更高的硬度和耐磨性,更适合于淬硬钢、高强度钢的加工;它比复合Al203陶瓷刀具有更高的断裂韧性和抗冲击性,可承受更大的切削深度和进给量。
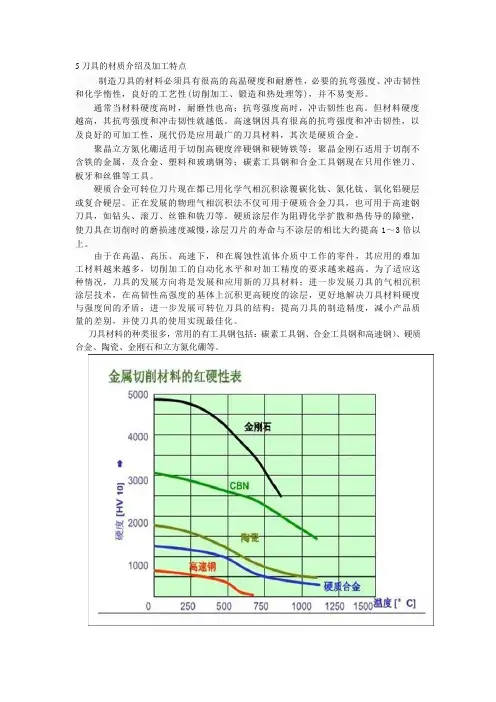
5刀具的材质介绍及加工特点制造刀具的材料必须具有很高的高温硬度和耐磨性,必要的抗弯强度、冲击韧性和化学惰性,良好的工艺性(切削加工、锻造和热处理等),并不易变形。
通常当材料硬度高时,耐磨性也高;抗弯强度高时,冲击韧性也高。
但材料硬度越高,其抗弯强度和冲击韧性就越低。
高速钢因具有很高的抗弯强度和冲击韧性,以及良好的可加工性,现代仍是应用最广的刀具材料,其次是硬质合金。
聚晶立方氮化硼适用于切削高硬度淬硬钢和硬铸铁等;聚晶金刚石适用于切削不含铁的金属,及合金、塑料和玻璃钢等;碳素工具钢和合金工具钢现在只用作锉刀、板牙和丝锥等工具。
硬质合金可转位刀片现在都已用化学气相沉积涂覆碳化钛、氮化钛、氧化铝硬层或复合硬层。
正在发展的物理气相沉积法不仅可用于硬质合金刀具,也可用于高速钢刀具,如钻头、滚刀、丝锥和铣刀等。
硬质涂层作为阻碍化学扩散和热传导的障壁,使刀具在切削时的磨损速度减慢,涂层刀片的寿命与不涂层的相比大约提高1~3倍以上。
由于在高温、高压、高速下,和在腐蚀性流体介质中工作的零件,其应用的难加工材料越来越多,切削加工的自动化水平和对加工精度的要求越来越高。
为了适应这种情况,刀具的发展方向将是发展和应用新的刀具材料;进一步发展刀具的气相沉积涂层技术,在高韧性高强度的基体上沉积更高硬度的涂层,更好地解决刀具材料硬度与强度间的矛盾;进一步发展可转位刀具的结构;提高刀具的制造精度,减小产品质量的差别,并使刀具的使用实现最佳化。
刀具材料的种类很多,常用的有工具钢包括:碳素工具钢、合金工具钢和高速钢)、硬质合金、陶瓷、金刚石和立方氮化硼等。
A高速钢是在合金工具钢中加入较多的钨、钼、铬、钒等合金元素的高合金工具钢。
它具有较高的强度、韧性和耐热性,是目前应用最广泛的刀具材料。
因刃磨时易获得锋利的刃口,又称“锋钢”。
高速钢按用途不同,可分为普通高速钢和高性能高速钢。
1)普通高速钢普通高速钢具有一定的硬度(62~67 HRC)和耐磨性、较高的强度和韧性,切削钢料时切削速度一般不高于50~60m/min,不适合高速切削和硬材料的切削。
刀具分类LAMINA是瑞士顶级的硬质合金刀具1、瑞士PVD物理涂层技术,TiAlN复合涂层≈10um,涂层厚度居同行之首。
2、仅需一个牌号就能够应付各种不同工件材料的加工,减少选刀和换刀时间,大大提高生产效率,降低用户库存数。
3、LAMINA生产的任何一片刀片,加工性能及寿命都比竞争对手更好或至少对等,是目前全球性价比最高、最具市场影响力品牌之一。
4、LT10涂层系列(车削加工专用牌号)非合金钢、合金钢、不锈钢、铸钢、钢铁、钛合金、镍合金等; LT10 CR涂层系列特别适合加工一些类似钛镍合金等难加工材质。
另有CNMP、TNMP、WNMP大前角特殊槽形为加工不锈钢及特殊材质之首选,但不适用于断续切削; LT30涂层系列(铣削加工专用牌号); LT05涂层系列(铝加工专用牌号)。
京瓷材质匹配材料日本京瓷KYOCERA主要以陶瓷刀具为主,产品主要有外圆、内孔车刀杆,切槽、切断刀杆、刀片,螺纹刀杆刀片(牙刀片)等辅以各种材质适合各种条件加工的ISO一般可转位刀片;及外圆车削刀片,内圆车削、及小零件加工专用、螺纹加工用ISO 刀片及钻孔加工专用刀片刀杆等;另外面铣加工及复合加工,京瓷刀具也有其独特之处。
京瓷公司的尚乐特系列拥有多种材质满足现代更高要求的金属加工用;目前京瓷公司尚特乐系列主要有涂层硬质合金,涂层微粒硬质合金、硬质合金、PCD及CBN等材质。
PCD超微粒金钢石材质:刀片主要用于非铁金属;主要用于铝及非铁金属精加工外圆、钻孔切槽等;如尚乐特表示为KPD001、KPD002、KPD010、KPD025材质。
CBN材质:主要用于高硬度材料用和铸铁用适合高硬材料的外圆加工高硬小零件的仿形加工及高硬材料的钻孔、切槽加工等;如尚乐特表示为KBN525、KBN10B、KBN25B、KBN51O、KBN65B、KBN900、KBN35N等KBN系列刀片。
陶瓷:主要用于高硬度材料及铸铁的低成本加工如氧化铝用KA30氧化铝+氧化钛用的A66N、A65氧化铝用KS500、KS600等材质。
Ver.0605-0京瓷刀具SE学校 课程2<材种篇 1>(涂层 瓷金)京瓷有限公司机械工具事业本部教材1目1. 2. 3. 4. 5.次3 4 7 9 37切削工具(刀片)的制作方法 工具材种分类和使用用途 超 硬 涂层 瓷金21.切削工具(刀片)的制作方法 材料工程調合 研削加工工程Vacuum粉砕调整Air烧成 CVDPVD32. 工具材种分类和使用用途2-1. 工具材种的分类和使用用途记号P(种) M(种) K(种) N(种) S(种) H(种)分类记号P01~P50 M01~M40 K01~K40 N01~N30 S01~S30 H01~H30使用用途的大分类钢 不锈钢 耐热钢 铸铁 非铁材料 难削材 高硬度材钢材代表例炭素钢(S15C)、合金钢(SCM435) 奥氏体系不锈钢(SUS304) 灰铸铁(FC200)、球墨铸铁(FCD450) 铝、铜 钛合金(Ti-6Al-4V) NI基合金 HRC40以上标准(烧结材)※分类记号的数値越小,耐摩耗性越优秀、记号越大耐欠损性越优秀。
<综合目录记载例 :P8参照>42-2. 代表的的工具材种分类一览工具材种 超硬1分类记号P种 M种 K种主成分(母材)WC+Co+TiC+(TaC) WC+Co 超硬 超硬 TiN、TiC、TiCN、NbC+Co 瓷金 Al2O3+ZrO2系 Al2O3+TiC系 Si3N4系 Al2O3+TiC系 陶瓷 BN+被覆(高含有):高温高圧烧成 BN+被覆(低含有):高温高圧烧成 CBN 多结晶钻石:高温高圧烧成 PVD方式 PVD方式涂层方式代表例PW30 KW10CVD涂层 PVD涂层 瓷金2P种/M种/K种 P种/M种/K种 P种/M种/K种 P种/M种/K种 K种 H种 K种/H种 K种 H种 K种/H种 N种CVD方式 TiC TiN PVD方式 TiN TiCNTiCN TiCAl2O3 TiAlNCA 系列 PR TN 系列 系列 系列PVD瓷金3PVD方式 TiN TiCNTiCTiAlN KA30PV陶瓷 PVD陶瓷A65 KS6000 A65 A66N KBN65B4 5CBN PVD CBN 钻石KBN510 KBN10NKBN525 KNB25NKPD00152-3. 综合目录里記载的工具材种的分类例 K种 M种 P种连续切削的 第1推荐材种 连续切削的 第2推荐材种 断续切削的 第1推荐材种<综合目录记载例 :P34~参照>断续切削的 第2推荐材种 轻断续切削的 轻断续切削的 第1推荐材种 第2推荐材种N种 K种 M种 P种63.超硬3-1.什么叫超硬(综合目录 P23参照)通常情况下,在炭化钨( WC )的粉末里、混入钴(Co)等粉末、两者烧结而成的合金称之为 『超硬合金 (超硬)』 。
国际知名刀具厂商及代号德国山特维克是切削刀具行业第一品牌(SANDVIK)德国瓦尔特(Walter)美国肯纳(Kenner)瑞典山高(Seco)以色列伊斯卡(ISCAR)瓦尔特(包含万耐特Valenite、塞菲提Safety、蒂泰克斯TITEX、普瑞特Prototyp)威迪亚WIDIA(包含赫尼塔hanita、瑞别格、曼彻斯特等)蓝帜金属(包含菲特、基宁格、昂思路等6家)森拉天时钴领guhring(包含豪费德)例外日韩刀具如三菱综合材料、住友电工、东芝泰珂洛、京瓷、黛杰、日立、特固克、克劳依等在中国的知名度也挺高。
而国产刀具叫得上号的也可能只有株洲钻石了。
各刀具厂商都有自己的特色刀具,针对对象不同可能排名就不同。
(法国EPB)世界上首屈一指的刀柄系统及镗刀制造商,以其一流的产品性能和完美的技术服务着称于世。
(法国塞菲提)成立于1932年,欧洲汽车制造厂商眼中的最佳刀具供应商。
(法国无敌泰克)擅长于钻头、铰刀、成型刀具,特别是枪钻的非标制作。
(意大利丹德瑞)着名的镗刀制造厂商。
(意大利Fiudi)成立于1959年,主要从事CBN,PCD和天然金刚石各类刀具产品的生产制造。
(西班牙JMC)生产丝锥与铰刀60余年。
(西班牙卡耐乐)知名可转位刀具供应商。
(葡萄牙帕比特)欧洲老牌硬质合金工具厂。
(瑞士迪哈特)拥有世界闻名的高精度铰刀,也是PCD刀具业的领导者。
(瑞士弗雷萨)世界着名刀具生产厂商之一,特色产品高速切削铣刀。
(瑞士好优利)发明出了第一把用于去毛刺的刀具。
(瑞士凯撒)知名的工具系统品牌,日本大昭和的技术提携者。
(瑞士拉米那)瑞士最先进的硬质合金刀具制造厂,开发出了万用材质刀片。
(瑞士斯特拉姆)有80年制造硬质合金刀具历史,现隶属美国ATI冶联,擅长加工难加工金属材料。
(瑞士钨马)国际知名的专业模块式镗刀的生产厂家,在世界上拥有众多的用户,孔加工刀具的领先者。
(瑞典山特维克)经过140余年的发展,在制造工艺方面已经发展成为全球的领导者。
刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
例如:ISO:CNMG120408PSABSI:CNMG432PS第一位的字母代表刀片的形状,公制与英制是一样的。
H:6角形120°、O:8角形135°、P:5角形108°、S:四方形90°、T:3角形60°、C:菱形80°、D:菱形55°、E:菱形75°、F:菱形50°、M:菱形86°、V:菱形35°、W:6角形80°、L:长方形90°、A:平行四边形顶角85°、B:平行四边形顶角82°、K:平行四边形顶角55°、R:圆形第二位的字母代表刀片后角,公制与英制是一样的。
A:3°、B:5°、C:7°、D:15°、E:20°、F:25°、G:30°、N:0°、P:11°第三位的字母代表刀片的公差,公制与英制相同,其公差根据刀片尺寸不同而不同。
第四位的字母代表孔/断屑槽符号,这个的种类比较多,不一一细说,只挑两种常用的说,一般的外圆刀片都是G(有孔,双面带断屑槽),镗孔刀片多为T(有孔,且单埋头孔,单面有断屑槽)第三、四两位的意思你可以在使用时查下你所选用的刀具的刀具样本,上面都会有说明。
上述的字母意思适用于所有的车削用可转位刀片,从第五位开始则有了区别,先来说金属陶瓷、图层硬质合金以及硬质合金的刀片:第五位的数字,ISO代表切刃长度,ANSI代表内接缘径第六位的数字代表厚度,ISO的单位为mm,而ANSI的为:inch第七位的数字代表刀尖角,ISO的单位为mm,而ANSI的为:inch最后两位字母代表任意符号,如:主切刃符号、断屑槽符号等。
除此之外,还会再继续后缀数字与字母,如:VP15TF,这个代表刀具的材质。
金属陶瓷刀具的性能及发展在机械加工过程中,切削加工是工业生产中最基本、最普通和最重要的方法之一,它直接影响工业生产的效率、成本和能源消耗。
提高加工效率,将会带来巨大的社会、经济效益。
近年来,陶瓷刀具产业取得了快速的发展,现代陶瓷刀具材料多为复合材料。
目前应用于刀具的陶瓷材料主要为氧化铝系、氮化硅系、硼化钛系和金属陶瓷等系列。
而其中的金属陶瓷基复合材料是上世纪三十年代逐渐发展起来的一种新型材料。
由于金属陶瓷具有硬度高、耐磨性好、导热性好等优良的综合性能而被广泛用作工具材料。
以下是金属陶瓷刀具的图片。
一、金属陶瓷刀具的发展历程金属陶瓷用于切削刀具最早始于上世纪二十年代对TiC化合物的实验研究,上世纪五十年代,TiC-Mo-Ni金属陶瓷首次作为刀具材料用于钢的高速精密切削。
它虽然具有与硬质合金不相上下的高强度和高硬度,但其韧性比较差。
为了提高金属陶瓷的韧性,改善其切削性能,上世纪七十年代人们最终开发出了一种韧性很高的细颗粒TiC-TiN基金属陶瓷。
从那时以来,金属陶瓷在刀具开发中的应用日趋广泛。
二、金属陶瓷刀具的特点及加工范围金属陶瓷刀具在硬质合金行业中一般是指TiCN/TiC/TiN为硬质相,添加Co 或Ni作为粘接相,在很多场合中,添加元素周期表地IVB、VB及VIB族金属中的一种以上的氮化物、碳化物及碳氮化物作为添加剂以增强金属陶瓷的力学、高温性能的一种刀具。
金属陶瓷刀具的特点:(1)硬度高;(2)与被加工工件材料的亲和力低,不易产生积屑瘤;(3)化学稳定性好;(4)耐热性,耐磨性好。
适合加工范围:金属陶瓷刀具适合加工各种钢件和铸铁件的半精加工和精加工,当切削深度在 2.5mm以下,每转进给量在0.25mm/r以下,每齿进给量在0.2.mm/齿以下时,金属陶瓷刀具具有出色的切削性能。
加工以上材质的金属陶瓷刀具都可以提供稳定的刀具寿命和良好的表面光洁度。
但在断续切削领域不适合金属陶瓷刀具,容易发生刀片破损现象。
陶瓷刀片和金属陶瓷刀片的区别内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展陶瓷刀片和金属陶瓷刀片的区别1、陶瓷刀片比金属陶瓷刀片硬度高。
2、金属陶瓷刀片比陶瓷刀片韧性好。
3、陶瓷刀片里面只含有陶瓷,而金属陶瓷刀片里面是金属和陶瓷混合在一起的。
4、金属陶瓷刀片只针对钢件、铸铁、不锈钢精加工或半精加工。
陶瓷刀使用精密陶瓷高压研制而成,故称陶瓷刀。
陶瓷刀号称“贵族刀” ,作为现代高科技的产物,具有传统金白色陶瓷刀属刀具所无法比拟的优点;采用高科技纳米氧化锆为原料,因此陶瓷刀又叫“锆宝石陶瓷刀具刀” ,它的高雅和名贵可见一斑。
市面上的陶瓷刀大多是用一种纳米材料“氧化锆”加工而成。
用氧化锆粉末在 2000度高温下用 300吨的重压配上模具压制成刀坯,然后用金刚石打磨之后配上刀柄就做成了成品陶瓷刀。
数控陶瓷刀片的优势为了在当今全球经济中保持竞争优势,模具制造商必须在极短的时间周期内不断生产出高质量的产品。
为了达到这一目标,必须开发先进的制造工艺技术和切削刀具材料,使模具加工车间能始终处于竞争的优势地位。
硬铣削作为这些先进制造技术中的一项,一直在不断发展之中。
前几年,由于受到当时机床和切削刀具的局限,模具制造商未能真正采用硬铣削工艺。
然而在今天,大多数配备有高刚性、高转速主轴系统和先进处理器的现代加工中心对切削硬材料都得心应手。
同时,先进的CAM软件包已有针对硬铣削的特定加工循环,设计了可使刀具寿命最优化的刀具轨迹(刀路)功能。
一、硬铣削刀具的选择模具车间通常使用三种类型的铣削刀具:整体硬质合金立铣刀、可转位硬质合金刀片以及最新开发的可转位陶瓷刀片。
在不同的加工应用中,这三种刀具各有其优势和缺点。