背光模组产品制程介绍 [相容模式]讲解
- 格式:doc
- 大小:150.00 KB
- 文档页数:28
背光模组一、背光模组简介背光模组(Back light module)为液晶显示器面板(LCD panel)的关键零组件之一,由于液晶本身不发光,背光模组之功能即在于供应充足的亮度与分布均匀的光源,使其能正常显示影像。
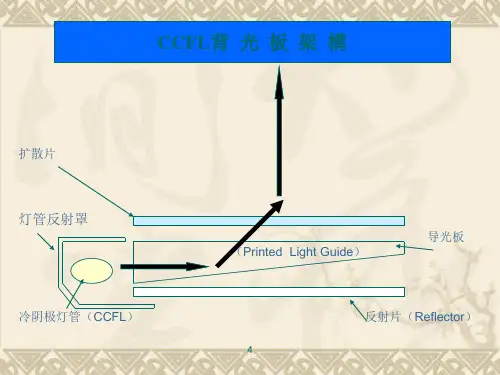
LCD面板现已广泛应用于监视器、笔记型电脑、數位相机及投影机等具成长潜力之电子产品,因此带动背光模组及其相关零组件的需求持续成长,在面板低价化的刺激下,又以笔记型电脑及LCD监视器等大尺寸用面板需求最大,为背光模组需求成长的主要动力來源,也是背光模组为LCD 面板第二大关键零组件.背光模组为LCD 面板第二大关键零组件二、背光模组類别:一般而言,背光模组可分为前光式(Front light )与背光式(Back light)兩种,而背光式可依其规模的要求,以灯管的位置做分類,发展出下列三大结构:(1) 侧光式(Edge lighting)结构:发光源为摆在侧边之单支光源,导光板采射出成型无印刷式设计,一般常用于18吋以下中小尺寸的背光模组,其侧边入射的光源设计,拥有轻量、薄型、窄框化、低耗电的特色,亦为手机、个人數位助理(PDA) 、笔记型电脑的光源,目前亦有大尺寸背光模组采用侧光式结构。
(2) 直下型(Bottom lighting)结构:超大尺寸的背光模组,侧光式结构已经无法在重量、消费电力及亮度上占有优势,因此不含导光板且光源放置于正下方的直下型结构便被发展出來。
光源由自发性光源(例如灯管、发光二极体等)射出藉由反射板反射后,向上经扩散板均匀分散后于正面射出,因安置空间变大,灯管可依TFT面板大小使用2至多之灯管,但同时也增加了模组的厚度、重量、耗电量、其优点为高辉度、良好的出光视角、光利用效率高、结构简易化等,因而适用于对可携性及空间要求较不挑剔的LCD monitor与LCD TV ,其高消费电力(使用冷阴极管),均一性不佳及造成LCD发热等问题仍需要求改善。
(3) 中空型结构:随着影像要求的尺吋增加,LCD也朝更大尺寸的方向发展,现在这類超大型的LCD被拿來当作监视器及璧挂式电视,不仅要求大画面、高亮度及轻量化,在电器上亦要求高功率下的低热效应,近年來发展的中空型结构的背光模组,使用热阴极管作为发光源。
![背光模组产品制程介绍 [相容模式]讲解](https://uimg.taocdn.com/7fa25192a0116c175f0e489d.webp)
主题:背光模組產品製程介紹背光模組產1 TFT-LCD 及 BLU的構造 TFTBLU的構造 LCD(液晶顯示器是顯示各種資訊的裝置,但因它本身不會自主發光,所以在其背面需放光源使 LCD畫面能均勻的發光,因此發光源即背光模組(BLU;Back Light Unit,對於B/L要求顯示面的輝度要均勻,液晶板的透光率須低於10%,需維持一定的水準。
為了要使B/L達到輕薄化、高輝度、低耗電量、均勻度等,必須要擁有高度的技術才行。
LCD Panel LCD Panel DBEF Diffuser Up Prism Up Diffuser Sheet-2 Diffuser Sheet-1 Backligh ht Diff Diffuser D Down Light Guide Plate Lamp Reflector Backlig ght Prism Down Light Guide Plate Lamp p Reflectior Support Main Case(Backlight Body Notebook Monitor側光式背光模組側光式背光模組:為達到輕、薄與低耗電量的要求,筆記型電腦之TFT面板以採用側光式背光模組為主,側光式背光模組的光源,一般僅為單支燈管,燈管的外徑通常採用φ1.8mm,而燈管放置的位置顧名思義為背光模組的側面,由於光源僅從單邊進入,故整體背光模組的亮度均勻性較直下式背光模組更難以控制,且亮度亦較低,通常在筆記型電腦及中、小尺寸之(15”以下之背光模組上使用單支燈管,17”監視器、側光式背光模組通常在筆記型電腦及中小尺寸之(15”以下之背光模組上使用單支燈管17”監視器側光式背光模組通常使用2支燈管,圖所示為側光式背光模組之構造。
側光式背光源的構造直下式背光模組直下式背光模組:直下式背光模組的燈管是置於背光模組的正下方,且數量通常為2支以上,由於使用的燈管數多於側光式背光模組,連帶使得直下式背光模組的耗電量大增,故大部供應對耗電量較不要求的大型液晶監視器或液晶電視之TFT面板上,以期獲得較多的亮度,直下式背光模組的亮度分佈較為均勻,不過相對地需佔用較大的空間,如圖所示:大的空間如圖所示直下式背光源的構造光行進方向稜鏡片擴散膜導光板或擴散板反射板冷陰極管2 成型射出- 工序圖(射出室成型射出- 工序圖(射出室原料(LGP Resin -保管及庫存管理原料供應設備 -注意異物流入除濕乾燥機 -調整正確乾燥溫度/時間成型機 -模具溫控機模具設計模具製作精密設出高品質導光板超大型起薄型高平坦鏡面無印刷 C.A.E 鏡面加工在模具上作點狀加工取出工序 -機械設備、人無印刷射出壓射出 (工作台裝載 -20ea 單位的上、下玻璃板裝載 -自然放置 -防止刮傷 -清潔滾筒裝備及除靜電裝備清潔滾筒裝備及除靜電裝備外觀檢查程序 -須檢查 Jig -檢查標準程序 -外觀不良修補更換後處理工序 -彎曲校正時,利用輔助台及校返機 -Gate處理時使用 Cutting M/C -毛邊發生時,用專用刀處理 -利用輸送帶傳送利用輸送帶傳送3 導光板印刷 -工序圖 (印刷式LGP 清洗程序-印刷前清除異物及檢查 -乙醇清洗LGP 印刷 JIG 台裝置列印-印刷前防靜電處 -印刷 JIG-設計圖樣 -INK 選定-使用清潔滾筒及檢查 JIG■ 製板規格類別管理■ 油墨點度、程度分析■ 橡膠清潔器的速度 /角度■ 遵守印刷後乾燥時間■ 標準作業條件表■ 溫、溼度的管理檢查乾燥程序二次包裝-依油墨來決定 -乾燥、溫 /溼度-印刷狀況檢查-檢查 JIG 及輔助台之必要 -不良品輔助工具 -利用托盤運送到生產室-標準檢查程序4 組立生產 -程序 (生產室射出室-器材管理及申請部門供應 -器材保管-購買必要器材IQC 印刷室器材管理室-初部導光板生產-導光板印刷Q-入庫器材檢查 (Sheet, S/Main, LGP等所有器材-指導合作的廠商Diffuser upPrism upDiffuser downPrism down生產室LGP ReflectorLamp Supporter -器材入庫及供應 -組裝及修理Main檢查製品倉庫 (營業運送 (營業-線上檢查 (LQC;Line Quality Control-出貨檢查 (OQC;Out Quality Control-交付營業所為準 -每40個裝成一箱-LG Philips LCD-包含檢查保證書-尺寸及光學測定的構成要素及特性▷▷背光模組的構成Diffuser UpPrism ▷光線的折射 /集光 (輝度上▷ Press 加工保護稜鏡▷光線擴散 Tomson 加工▷國外進口 Up/DownDiffuser Down▷使光線表面均勻擴散▷ Tomson 加工▷國內購入升▷國外進口 (日本的 3M Top CaseLGP▷均勻地傳導光▷射出成型▷印刷 /無印刷▷自產 PCB PanelDiffuser Sheet Lamp Housing ▷防止光的損失 :AgCutting ▷ Press 加工▷防止光的損失▷使光朝正面戶射▷ Tomson 加工▷國外進口 Prism SheetDiffuser SheetLight GuideReflector Lamp HousingLamp HousingLamp ▷發光▷超小型▷國外購入 (日本▷表面 :Ag Cutting處理▷國內購入Reflector Lamp▷ Lamp /▷ Press ▷容納所有物品▷射出試驗▷公司購入 Supporter MainCover BottomSupporterMain Lamp 保護 / 容納▷維持堅硬度Press 加工▷國內購入Cover Bottom導光模組的構成要素(S/Main Ass’yS/Mi A ’S/Main Ass’y背光模組的重要元件 (LGP、薄片、燈等的部品此部品是由燈的配件和 B/L的主架所構成Lamp 位置 (Side型-斷面圖Lamp : 主要是使用冷陰極管 , 螢光體是用效率較高的稀土類元素 (Y,Ce,Tb 等並注入混合紅、綠、藍色的白色系三波長使用。
LCD背光模组的详细介绍制作材质:在PET基材上涂布覆盖锯齿状或波浪状的PMMA微结构上下稜镜片两种.区别为基材上微结构方向(相互垂直)不同.作用:提升正面辉度种类:BEFⅡ---(规则稜柱)单一方向增量大概60%,而两张垂直方向重叠可增加120%BEFⅢ---(不规则稜柱,避免干涉现象)单一方向增量大概59%,而两张垂直方向重叠可增加111%RBEF---微结构非直角而是圆弧状,亮度比较:BEFⅡ>RBEF视角比较:RBEF>BEFⅡDBEF---3M专利,结构由多层可反射偏极光片相互贴附而成,可改变光的进行方向,经由反射后再加以利用反射板制作材质:PET及PC基材,反射率达90%.作用:一般侧光式背光模组的反射板放置于导光板底部,将自底面漏出的光反射回导光板中,防止光源外漏,以增加光的使用效率:而直下式背光模组则是置于灯箱底部表面或黏贴于其上,将经扩散板反射之光束由灯箱底部再次反射回扩散板以被利用。
导光板应用于侧光型背光模组,是影响光效率的重要元件,用射出成型的方法将丙烯压制程表面光滑的楔形板块,然后用具高反射率且不吸光的材料,在导光板底面用网版印刷印上圆形或方形的扩散点。
导光板主要功能在于导引光缐方向,以提高面板光辉度及控制亮度均匀。
冷阴极管位于导光板厚侧的端面,冷阴极管所发的光以端面照光的方式进入导光板,大部分的光利用全反射往薄的一端传导,当光线在底面碰到微结构正面射出,利用疏密、大小不同的微结构图案设计可使导光板面均匀发光。
在外型上又区分为:1.楔型板.2.平板。
一般笔记型电脑因考虑空间关系均采用楔型板,而LCD Monitor与LCD TV则采用平板为主。
材质:PMMA---光学亚克力板,即有机玻璃特性:具有较低的表面粗糙度和良好的光学特性作用:接受光源,引导光的散射方向类型:印刷式(以网板印刷的方式印上扩散点)、非印刷式(利用设定好网点或纹路的摸具制作)非印刷式包括机械加工、蚀刻及薄板取代等方式直下式(光源在LGP背面)、侧光式(光源在侧边)矩形、楔型、弧型等偏光转换膜因在现有LCD液晶面板设计中,对光源模组给予过濾掉S-ray平行光,允许P-ray光源通过,并利用这单一的偏极态光來驱动或照明LCD液晶面板,产生所要的功能。
背光模组及其生产过程背光模组(Backlight Module)是一种用于显示器、电视屏幕及其他光电产品的核心部件之一、它提供了背光源,使得屏幕可以在暗环境下显示清晰的图像和文字。
背光模组的生产过程包含多个步骤,下面将对其进行详细介绍。
1.原材料准备:背光模组的制作需要一些重要的原材料,包括透明导光板、发光二极管(LED)、胶水、导线等。
这些原材料需要提前准备好。
2.导光板制作:导光板是背光模组的核心部件之一,它可以将LED的光线均匀地分布到整个屏幕上。
在制作导光板时,首先将亚克力板或玻璃板切割成指定的形状和尺寸。
然后,在其表面进行乳白处理,以增强光的散射效果。
3.LED安装:LED是产生光线的关键元件,它们被安装在导光板的边缘,并通过电导线与电源相连。
在安装过程中,要确保每个LED的位置和角度都是准确的,以确保均匀的光线分布。
4.胶水固定:为了确保LED和导光板的稳定性,需要使用胶水将它们固定在一起。
在固定之前,要做好对胶水的选择工作,以确保其与导光板和LED的材料相兼容。
5.驱动板安装:背光模组的另一个重要组成部分是驱动板,它负责为LED提供电能和控制信号。
在制作过程中,驱动板需要安装在导光板的一侧,并与LED连接。
6.光学片安装:光学片用于调整光线的方向和亮度,以提高屏幕的显示效果。
在安装过程中,要确保光学片与导光板和LED之间没有空隙,以免影响光的传输。
7.调试和测试:在完成组装后,需要对背光模组进行调试和测试,以确保其工作正常且符合预期效果。
这包括检查LED的亮度和均匀性,驱动板的电能输出和信号稳定性等。
8.包装和质检:通过质检后,背光模组将被包装起来,并做好相关标识。
在包装过程中,要注意保护模组的灵敏部件,以防损坏。
以上是背光模组的主要生产过程。
需要强调的是,不同厂家和产品的生产过程可能略有差异,但总体来说,背光模组的制作过程基本类似。
随着技术的进步和需求的变化,背光模组的制造工艺也在不断优化和改进,以提供更高质量和更高亮度的显示效果。
背光模组的构造原理及应用1. 背光模组的基本构造原理背光模组是一种透明的光源装置,广泛应用于电子产品中,如手机、电视、平板电脑等。
它的作用是提供背光,使显示器的内容能够清晰可见。
背光模组由多个组成部分构成,包括光源、导光板、衬底、透光膜和反射膜等。
1.1 光源背光模组的光源通常采用发光二极管(LED)技术。
LED具有高效、长寿命、低能耗的特点,因此成为了背光模组中最常用的光源。
1.2 导光板导光板是背光模组中的重要组成部分,其作用是将光源发出的光线均匀地分布到整个显示区域。
导光板通常采用有机玻璃材质,表面还有一层导光膜进行增光和分散光线的作用。
1.3 衬底衬底是背光模组的基座,用来支撑其他组件和提供背景支撑。
常用的材质有塑料和金属。
1.4 透光膜和反射膜透光膜和反射膜用于提高背光模组的发光效果。
透光膜用于提高光传输效率,而反射膜则用于增强光的反射效果,减少能量损失。
2. 背光模组的应用领域背光模组在现代电子产品中得到广泛应用,它能够提供清晰亮丽的背光效果,提高用户体验和产品的可视性。
以下是几个常见的应用领域。
2.1 手机和平板电脑现代手机和平板电脑都采用了背光模组技术,使屏幕在任何光线条件下都能够清晰显示。
背光模组的亮度和颜色调节能力,使得手机和平板电脑在户外环境下仍然可以让用户轻松阅读和浏览内容。
2.2 电视和显示器电视和显示器是背光模组的主要应用领域之一。
通过背光模组的使用,电视和显示器能够提供更高的亮度和清晰度,以及更广的颜色范围。
这使得用户可以获得更逼真的图像和视频体验。
2.3 汽车显示屏如今,很多汽车在仪表盘、导航系统和后视镜上都采用了背光模组技术。
背光模组不仅提供了高亮度的背光效果,还能够减少眩光和增加对比度,提高驾驶员对信息的感知能力。
2.4 广告显示屏背光模组还被广泛应用于户外和室内广告显示屏。
其高亮度、均匀的光线分布和可调节的颜色效果,使得广告显示屏可以吸引更多的目光,提升广告效果。
主题:背光模組產品製程介紹背光模組產1 TFT-LCD 及 BLU的構造 TFTBLU的構造 LCD(液晶顯示器是顯示各種資訊的裝置,但因它本身不會自主發光,所以在其背面需放光源使 LCD畫面能均勻的發光,因此發光源即背光模組(BLU;Back Light Unit,對於B/L要求顯示面的輝度要均勻,液晶板的透光率須低於10%,需維持一定的水準。
為了要使B/L達到輕薄化、高輝度、低耗電量、均勻度等,必須要擁有高度的技術才行。
LCD Panel LCD Panel DBEF Diffuser Up Prism Up Diffuser Sheet-2 Diffuser Sheet-1 Backligh ht Diff Diffuser D Down Light Guide Plate Lamp Reflector Backlig ght Prism Down Light Guide Plate Lamp p Reflectior Support Main Case(Backlight Body Notebook Monitor側光式背光模組側光式背光模組:為達到輕、薄與低耗電量的要求,筆記型電腦之TFT面板以採用側光式背光模組為主,側光式背光模組的光源,一般僅為單支燈管,燈管的外徑通常採用φ1.8mm,而燈管放置的位置顧名思義為背光模組的側面,由於光源僅從單邊進入,故整體背光模組的亮度均勻性較直下式背光模組更難以控制,且亮度亦較低,通常在筆記型電腦及中、小尺寸之(15”以下之背光模組上使用單支燈管,17”監視器、側光式背光模組通常在筆記型電腦及中小尺寸之(15”以下之背光模組上使用單支燈管17”監視器側光式背光模組通常使用2支燈管,圖所示為側光式背光模組之構造。
側光式背光源的構造直下式背光模組直下式背光模組:直下式背光模組的燈管是置於背光模組的正下方,且數量通常為2支以上,由於使用的燈管數多於側光式背光模組,連帶使得直下式背光模組的耗電量大增,故大部供應對耗電量較不要求的大型液晶監視器或液晶電視之TFT面板上,以期獲得較多的亮度,直下式背光模組的亮度分佈較為均勻,不過相對地需佔用較大的空間,如圖所示:大的空間如圖所示直下式背光源的構造光行進方向稜鏡片擴散膜導光板或擴散板反射板冷陰極管2 成型射出- 工序圖(射出室成型射出- 工序圖(射出室原料(LGP Resin -保管及庫存管理原料供應設備 -注意異物流入除濕乾燥機 -調整正確乾燥溫度/時間成型機 -模具溫控機模具設計模具製作精密設出高品質導光板超大型起薄型高平坦鏡面無印刷 C.A.E 鏡面加工在模具上作點狀加工取出工序 -機械設備、人無印刷射出壓射出 (工作台裝載 -20ea 單位的上、下玻璃板裝載 -自然放置 -防止刮傷 -清潔滾筒裝備及除靜電裝備清潔滾筒裝備及除靜電裝備外觀檢查程序 -須檢查 Jig -檢查標準程序 -外觀不良修補更換後處理工序 -彎曲校正時,利用輔助台及校返機 -Gate處理時使用 Cutting M/C -毛邊發生時,用專用刀處理 -利用輸送帶傳送利用輸送帶傳送3 導光板印刷 -工序圖 (印刷式LGP 清洗程序-印刷前清除異物及檢查 -乙醇清洗LGP 印刷 JIG 台裝置列印-印刷前防靜電處 -印刷 JIG-設計圖樣 -INK 選定-使用清潔滾筒及檢查 JIG■ 製板規格類別管理■ 油墨點度、程度分析■ 橡膠清潔器的速度 /角度■ 遵守印刷後乾燥時間■ 標準作業條件表■ 溫、溼度的管理檢查乾燥程序二次包裝-依油墨來決定 -乾燥、溫 /溼度-印刷狀況檢查-檢查 JIG 及輔助台之必要 -不良品輔助工具 -利用托盤運送到生產室-標準檢查程序4 組立生產 -程序 (生產室射出室-器材管理及申請部門供應 -器材保管-購買必要器材IQC 印刷室器材管理室-初部導光板生產-導光板印刷Q-入庫器材檢查 (Sheet, S/Main, LGP等所有器材-指導合作的廠商Diffuser upPrism upDiffuser downPrism down生產室LGP ReflectorLamp Supporter -器材入庫及供應 -組裝及修理Main檢查製品倉庫 (營業運送 (營業-線上檢查 (LQC;Line Quality Control-出貨檢查 (OQC;Out Quality Control-交付營業所為準 -每40個裝成一箱-LG Philips LCD-包含檢查保證書-尺寸及光學測定的構成要素及特性▷▷背光模組的構成Diffuser UpPrism ▷光線的折射 /集光 (輝度上▷ Press 加工保護稜鏡▷光線擴散 Tomson 加工▷國外進口 Up/DownDiffuser Down▷使光線表面均勻擴散▷ Tomson 加工▷國內購入升▷國外進口 (日本的 3M Top CaseLGP▷均勻地傳導光▷射出成型▷印刷 /無印刷▷自產 PCB PanelDiffuser Sheet Lamp Housing ▷防止光的損失 :AgCutting ▷ Press 加工▷防止光的損失▷使光朝正面戶射▷ Tomson 加工▷國外進口 Prism SheetDiffuser SheetLight GuideReflector Lamp HousingLamp HousingLamp ▷發光▷超小型▷國外購入 (日本▷表面 :Ag Cutting處理▷國內購入Reflector Lamp▷ Lamp /▷ Press ▷容納所有物品▷射出試驗▷公司購入 Supporter MainCover BottomSupporterMain Lamp 保護 / 容納▷維持堅硬度Press 加工▷國內購入Cover Bottom導光模組的構成要素(S/Main Ass’yS/Mi A ’S/Main Ass’y背光模組的重要元件 (LGP、薄片、燈等的部品此部品是由燈的配件和 B/L的主架所構成Lamp 位置 (Side型-斷面圖Lamp : 主要是使用冷陰極管 , 螢光體是用效率較高的稀土類元素 (Y,Ce,Tb 等並注入混合紅、綠、藍色的白色系三波長使用。
其表面塗了一層黃銅並做使燈所發的光向導光板內部反射入光防止光的損失並將燈的效率 Lamp Housing :其表面塗了一層黃銅,並做 Ag Cutting處理 , 使燈所發的光向導光板內部反射入光,防止光的損失並將燈的效率提升到最佳化。
Cover Bottom :為了保護燈的配件並與 S/Main組合的部品。
Support Main :支撐並容納所有的元件。
背光模組的構成要素 (導光板LampLGP導光板 (LGP;Light Guide Plate主要是以壓克力材質做成,其作用接收燈放出來的光,擴散到一定程度的面積,並通過印刷的小點,使光能夠均勻地散佈到整個畫面,它也是 B/L夠輕薄化的重要要素,目前在無塵室直接生產。
Dot(Printed• 在背面能使光反射的白色原料和透明粉末,是用油墨以 Silk 印刷的方式形成點狀模樣的圖樣。
• 圖樣的面積是由光源開始到最遠的部份,使整個畫面的輝度能夠均勻地出光。
印刷的小點是為了使燈放射的光穿透導光板的正面而做的• 印刷的小點是為了使燈放射的光穿透導光板的正面而做的。
• 分佈於導光板上的 Dot Pattern是使用 Silk 印刷的方法,而印刷用油墨,主要用光學油墨。
背光模組專用壓克力材質的特性及要求事項• 目前被廣泛地使用的材質是壓克力 (PMMA;Poly-Methyl-Meth-Acrylate。
• 會影響輝度及光波的物質數量極少。
• 壓克力的透明度及光澤非常高,堅硬、不易破損或變形、重量輕且耐化學性。
• 可視光透過率高達 90~95%,內部損失極少。
• 韌性強、耐彎曲、延展性好且耐化學性強等特性。
<作業時注意事項 >▷因操作不當, S/C最常發生,組裝後畫面會出現白色線條。
▷導光板用乙醇清洗。
插入方法非常重要若插入方式不正確會造成燈罩破裂導致光線不良或導光板破碎等情況的發生▷插入方法非常重要,若插入方式不正確,會造成燈罩破裂,導致光線不良或導光板破碎等情況的發生。
▷大部份會有白點的原因是出在導光板和擴散片之間,要徹底確認擴散片在擴散後的白點及導光板破碎的問題。
背光模組的構成要素 (薄片類反射片 (Reflector• 位於導光板的下面及側面的裝置,主要是反射在導光板內部,無法反射而穿透出來的光。
• 主要功能是把導光板底面穿透出來的光,再次反射回導光板內部。
光的反射主要功能是把導光板底面穿透出來的光,再次反射回導光板內部• 原料是以PET 做成的白色材質為主流。
• 薄片類中處理最容易且幾乎不會有原料不良或工作人員作業上疏失的問題。
<作業時注意事項 >▷薄片類中處理最容易且幾乎不會有原料不良或工作人員作業上疏失的問題。
擴散片 (Diffuser Down• 位於導光板上面主要是把導光板放射出來的光擴散開並連接導光板表面的前半部使輝度均勻的擴散▷皺褶是大部份人為疏失所造成的,主要是發生在反射片插入 S/Main時位於導光板上面,主要是把導光板放射出來的光擴散開,並連接導光板表面的前半部,使輝度均勻的擴散。
• 主要使用 PET 是有優秀的光擴散力且有助於高輝度化。
• 將光從稜鏡前面及鏡板正面的方向擴散,使視野角變寬,導光板上的圖案消失。
•使用透明、耐熱度高的 PC 或 PET 薄片,在其表面塗上具折射性微粒子材質粉末及具透光性的無機微粒子。
<作業時注意事項 >▷較易處理,在入光的部份有印刷 (XA 共用▷原料不良主要是薄片本身有異物,印刷不良的情況很多。
▷因薄片很薄,經常在取用時不小心便發生皺褶,所以在堆放台取用薄片時要特別注意。
背光模組的構成要素 (展開圖C/B Ass’ yC/BottomscrewLamp HousingLampSide GS/M Ass’ yS / ML/H Ass’ yCNT HolderCapton tape反射 SheetSide HConstriction tubeRubber ringSheet擴散 SheetPrism downBACK LIGHT ASS’ Y Wire Clamper TapePrism up保護 SheetLabelDust protect tape(NECPadAC BS/M : Supporter MainC/B : Cover BottomL/H : Lamp Housing※ OHP FilmBoth-sided Tape (Inside C/B Both-sided Tape (backsideS/M L G PED Both sided Tape (backside S/M6 6 SheetSheet 的提取方法( X ( X ( X( X ( ○ ( ○ ( ○ ( ○工具7 組立作業程序及留意事項作業順序1.S/Main Ass’ y 投入及重點•CNT 完全插入後,打開 Inventor 的電源開關2. 反射片組裝• 反射片要完全繄貼住 S/Main注意事項Invertor• 注意連結的方向,防止 CNT 不良的狀炾發生。