光学零件工艺学共80页文档
- 格式:ppt
- 大小:10.81 MB
- 文档页数:40
第四章光学零件加工工艺设计工艺规程是光学零件加工的主要技术资料,也是组织生产不可缺少的技术依据,合理的加工工艺规程不但能保证加工质量,提高加工效率,而且也能反映出当前的生产情况和工艺水平。
一、工艺设计的基本原则要想编出合理的工艺规程,必须掌握光学零件制造特点,考虑现有生产条件,并尽可能采用新技术、新工艺,。
设计工艺规程的基本原则是:在一定条件下,如何保证以最低的成本和最高的效率来达到零件图上的全部尺寸、形状、位置精度、表面质量和其他技术要求。
目前我司围绕光学透镜玻璃的加工,在厂房建设上、设备选型上、工艺布局上以主要采用高效透镜单片加工作为公司生产组织的工艺定位。
(结合实际情况部分零件又采用多片加工工艺),其主要加工流程如下:(增加工艺流程)二、工艺设计的步骤(一)、全面了解和研究原始资料光学零件图、技术条件、生产纲领、设备性能等是工艺设计必须具备的原始资料,也是工艺设计的基本依据,必须对其进行细致地分析和全面地的研究。
(二)、确定生产类型、毛坯种类和加工方法根据生产纲领的大小,光学零件生产类型分为小量(包括试制)、成批和大量生产3 种,对于大批量生产应尽可能采用压型毛坯和采用粗磨铣削、高速精磨、高速抛光、自动定心磨边等高效的加工方法,对于单件试制,采用块料毛坯并尽量采用公司现有的加工方法。
(三)确定加工顺序根据毛坯种类、零件的尺寸和形状、图面的技术要求等确定加工顺序,进而制定出零件在各工序加工中应达到的尺寸、形状、加工精度、表面质量等技术要求及操作注意事项。
一般情况加工顺序的确定可参考以下原则:1、铣磨:a、先加工区率半径较小的面b、先加工凹面2、精磨、抛光:a平面先于球面b、凹面先于凸面c、曲率半径大的面先于曲率半径小的面d、外观要求低的面先加工3、磨边:一般情况下先铣磨、精磨、抛光后磨边、镀膜,在零件材质化学稳定性较差、边缘较薄而偏心要求又不高的情况下可考虑先铣磨、精磨、磨边后抛光、镀膜。
4、镀膜:一般情况下先磨边后镀膜,在零件材质化学稳定性较差或度膜有效范围要求较高(接近磨边完工直径)时可考虑先镀膜后磨边。

第一章光学零件制造工艺一般知识1.1 光学零件制造工艺的特点及一般过程制作光学零件的常见材料有三大类,即光学玻璃、光学晶体和光学塑料,其中以光学玻璃,特别是无色光学玻璃的使用量最大。
虽然光学零件的加工按行业划分归入机械加工一类,但由于加工对象的材料性质和加工精度要求显著地不同于金属材料,因而加工工艺上也完全不同于金属工艺而具有特殊性。
1.1.1 光学零件的加工精度及其表示光学零件属于高精度零件。
平面零件的加工精度主要有角度和平面面形;球面零件的加工精度要求主要有曲率半径和球面面形。
高精度棱镜的角误差要求达到秒级。
高精度平面面形精度可达到几十分之一到几百分之一波长。
平面零件的平面性和球面零件的球面性统一称为面形要求。
光学车间一般用干涉法计量,用样板叠合观察等厚干涉条纹(俗称看光圈)。
表示面形误差的光圈数符号是N,不规则性(或称局部误差)符号是△N。
除面形精度外,光学零件表面还要有粗糙度要求。
光学加工中各工序的表面粗糙度如表6-1所示。
光学零件抛光表面粗糙度用微观不平十点高度表示为R2=0.025um,用轮廓算术平均偏差表示为R2=0.025um,用符号表示则为0.008,在此基础上,还有表面疵病要求,即对表面亮丝、擦痕、麻点的限制。
1.1.2 光学零件加工的一般工艺过程及特点光学零件加工的工艺过程随加工方式不同而异。
光学零件的加工方式主要有两类:传统(古典)加工工艺和机械化加工工艺,这里我们只介绍传统加工工艺。
传统工艺的特点主要有:(1)使用散粒磨料及通用机床,以轮廓成形法对光学玻璃进行研磨加工。
操作中以松香柏油粘结胶为主进行粘结上盘。
先用金刚砂对零件进行粗磨与精磨,然后使用松香柏油抛光模与抛光粉(主要是氧化铈)对零件进行抛光加工。
影响工艺的因素多而易变,加工精度可变性也大,通常是几个波长数量级。
高精度者可达几百分之一波长数量级。
(2)手工操作量大,工序多,操作人员技术要求高。
对机床精度,工夹磨具要求不那么苛刻,适于多品种,小批量、精度变化大的加工工艺采用。
第一章光学零件制造工艺一般知识1.1 光学零件制造工艺的特点及一般过程制作光学零件的常见材料有三大类,即光学玻璃、光学晶体和光学塑料,其中以光学玻璃,特别是无色光学玻璃的使用量最大。
虽然光学零件的加工按行业划分归入机械加工一类,但由于加工对象的材料性质和加工精度要求显著地不同于金属材料,因而加工工艺上也完全不同于金属工艺而具有特殊性。
1.1.1 光学零件的加工精度及其表示光学零件属于高精度零件。
平面零件的加工精度主要有角度和平面面形;球面零件的加工精度要求主要有曲率半径和球面面形。
高精度棱镜的角误差要求达到秒级。
高精度平面面形精度可达到几十分之一到几百分之一波长。
平面零件的平面性和球面零件的球面性统一称为面形要求。
光学车间一般用干涉法计量,用样板叠合观察等厚干涉条纹(俗称看光圈)。
表示面形误差的光圈数符号是N,不规则性(或称局部误差)符号是△N。
除面形精度外,光学零件表面还要有粗糙度要求。
光学加工中各工序的表面粗糙度如表6-1所示。
光学零件抛光表面粗糙度用微观不平十点高度表示为R2=0.025um,用轮廓算术平均偏差表示为R2=0.025um,用符号表示则为0.008,在此基础上,还有表面疵病要求,即对表面亮丝、擦痕、麻点的限制。
1.1.2 光学零件加工的一般工艺过程及特点光学零件加工的工艺过程随加工方式不同而异。
光学零件的加工方式主要有两类:传统(古典)加工工艺和机械化加工工艺,这里我们只介绍传统加工工艺。
传统工艺的特点主要有:(1)使用散粒磨料及通用机床,以轮廓成形法对光学玻璃进行研磨加工。
操作中以松香柏油粘结胶为主进行粘结上盘。
先用金刚砂对零件进行粗磨与精磨,然后使用松香柏油抛光模与抛光粉(主要是氧化铈)对零件进行抛光加工。
影响工艺的因素多而易变,加工精度可变性也大,通常是几个波长数量级。
高精度者可达几百分之一波长数量级。
(2)手工操作量大,工序多,操作人员技术要求高。
对机床精度,工夹磨具要求不那么苛刻,适于多品种,小批量、精度变化大的加工工艺采用。

第一章光学理论分析光学系统是由透镜组合而成,本章主要叙述光的基本原理,透镜的几何光学成像理论,以及像差的问题,当中并以光学厂实际生产的镜头为例子,辅以印证理论。
1-1 基本原理光是自然界的产物,以下就光的特性以及物理量加以说明。
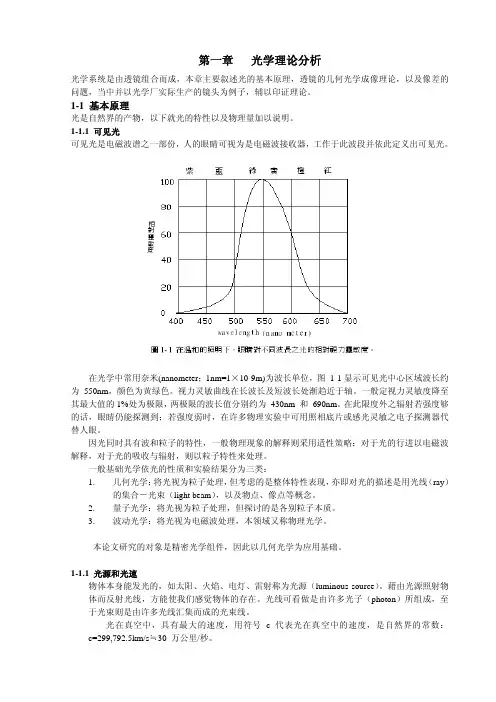
1-1.1 可见光可见光是电磁波谱之一部份,人的眼睛可视为是电磁波接收器,工作于此波段并依此定义出可见光。
在光学中常用奈米(nanometer;1nm=1×10-9m)为波长单位,图 1-1显示可见光中心区域波长约为 550nm,颜色为黄绿色。
视力灵敏曲线在长波长及短波长处渐趋近于轴。
一般定视力灵敏度降至其最大值的1%处为极限,两极限的波长值分别约为 430nm 和 690nm。
在此限度外之辐射若强度够的话,眼睛仍能探测到;若强度弱时,在许多物理实验中可用照相底片或感光灵敏之电子探测器代替人眼。
因光同时具有波和粒子的特性,一般物理现象的解释则采用适性策略:对于光的行进以电磁波解释,对于光的吸收与辐射,则以粒子特性来处理。
一般基础光学依光的性质和实验结果分为三类:1.几何光学:将光视为粒子处理,但考虑的是整体特性表现,亦即对光的描述是用光线(ray)的集合-光束(light beam),以及物点、像点等概念。
2.量子光学:将光视为粒子处理,但探讨的是各别粒子本质。
3.波动光学:将光视为电磁波处理,本领域又称物理光学。
本论文研究的对象是精密光学组件,因此以几何光学为应用基础。
1-1.1 光源和光速物体本身能发光的,如太阳、火焰、电灯、雷射称为光源(luminous source)。
藉由光源照射物体而反射光线,方能使我们感觉物体的存在。
光线可看做是由许多光子(photon)所组成,至于光束则是由许多光线汇集而成的光束线。
光在真空中,具有最大的速度,用符号 c 代表光在真空中的速度,是自然界的常数:c=299,792.5km/s≒30 万公里/秒。
光源的发光强度称为光度(luminous intensity)。