食品包装袋及膜质量检验标准
- 格式:doc
- 大小:68.50 KB
- 文档页数:4

食品和药品包装用复合膜、袋标准及其检测广州市冠誉铝箔包装材料有限公司廖启忠Tel:E-mail:目前药品包装用复合膜、袋有行业标准YBB00132002《药品包装用复合膜袋通则》、YBB00172002《聚酯/铝/聚乙烯药品包装用复合膜、袋》、YBB00182002《聚酯/低密度聚乙烯药品包装用复合膜、袋》、YBB00192002《双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋》,相关的行业标准、国家标准和外国标准有YBB00142002《药品包装材料与药品相溶性试验指导试验指导原则》、GB/T10005-1998《双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋》、GB/T10004-1998《耐蒸煮复合膜、袋》、JIS Z1707-1995《食品包装用塑料膜》。
药品包装用复合膜、袋的性能指标主要有:外观尺寸、密封阻隔性能、机械性能、卫生性能和其它特种性能等五大类。
一、外观外观一般不允许有穿孔、异物、异味、粘连、复合层间分离及明显的损伤、气泡、皱纹、脏污等缺陷,复合袋的热封部位还应平整,无虚封。
对于印刷的文字和图案应清晰,完整,色彩均匀,无明显色差。
套印精度一般用精度为0.1mm的20倍刻度放大镜检验不0.5mm。
印刷质量详细的标准及检测可参考GB/T7707-1987《凹版装潢印刷品》。
对于卷膜还应紧实,卷面不允许有明显突起和凹陷的暴筋,卷膜两端应平整,端面不平整度一般不得超过2mm。
外观检验一般以目测为主,其质量标准不同厂家有较大差异。
二、尺寸偏差一般袋的长度和宽度允许有±1.5mm的偏差,偏差太大会影响袋的容积,瓶盖用封口膜由于要放置在瓶盖内其尺寸精度要求较高,一般允许偏差不超过±2%。
厚度偏差及平均厚度偏差一般要求不超过±10%,制袋产品,热封宽度也不能偏差过大,热封边的大小不仅会影响袋的强度,还会影响其容积,一般要求热封边的宽度偏差不超过20%作为袋,还有一个要控制的尺寸是热封边与袋边的距离,一般不超过4mm,最好有控制在3mm以内,过大会影响袋的容积,可能装不下被包装物。

食品包装用复合膜、袋1 范围本标准规定了食品包装用复合膜、袋的分类、要求、试验方法、检验规则、标志、包装、运输和贮存等。
本标准适用于聚对苯二甲酸乙二醇酯薄膜(PET)、双向拉伸聚丙烯薄膜(BOPP)、聚对苯二甲酸乙二醇酯镀铝薄膜(VMPET)、聚乙烯薄膜(PE)、流延聚丙烯薄膜(CPP)、流延聚丙烯镀铝薄膜(VMCPP)、双向拉伸聚丙烯镀铝薄膜(VMBOPP)、尼龙薄膜(PA/NY)、铝箔(AL)、纸(PAPER)等材料中的两种或多种材料,经印刷(或无印刷)、复合、熟化、分切、制袋等工艺制成的多层食品包装用复合膜、袋。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191-2008 包装储运图示标志GB/T 1037-1988 塑料薄膜和片材透水蒸气性试验方法杯式法GB/T 1038-2000 塑料薄膜和薄片气体透过性试验方法压差法GB/T 1040.3 塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 2828.1-2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2918-1998 塑料试样状态调节和试验的标准环境GB/T 3198 铝及铝合金箔GB 4789.2 食品安全国家标准食品微生物学检验菌落总数测定GB 4789.3 食品安全国家标准食品微生物学检验大肠菌群计数GB 4789.4 食品安全国家标准食品微生物学检验沙门氏菌检验GB 4789.5 食品安全国家标准食品微生物学检验志贺氏菌检验GB 4789.10 食品安全国家标准食品微生物学检验金黄色葡萄球菌检验GB 4789.11 食品安全国家标准食品微生物学检验β型溶血性链球菌检验GB 4789.15 食品安全国家标准食品微生物学检验霉菌和酵母计数GB 4806.1 食品安全国家标准食品接触材料及制品通用安全要求GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB 5009.156-2016 食品安全国家标准食品接触材料及制品迁移试验预处理方法通则GB/T 6672 塑料薄膜和薄片厚度测定机械测量法GB/T 6673 塑料薄膜和薄片长度和宽度的测定GB/T 7707-2008 凹版装潢印刷品GB/T 8808 软质复合塑料材料剥离试验方法GB 9683 复合食品包装袋卫生标准GB/T 10004-2008 包装用塑料复合膜、袋干法复合、挤出复合GB 12904 商品条码零售商品编码与条码表示GB 19741-2005 液体食品包装用塑料复合膜、袋GB/T 19789 包装材料塑料薄膜和薄片氧气透过性试验库仑计检测法GB 31603-2015 食品安全国家标准食品接触材料及制品生产通用卫生规范GB 31604.2 食品安全国家标准食品接触材料及制品高锰酸钾消耗量的测定GB 31604.7 食品安全国家标准食品接触材料及制品脱色试验GB 31604.8 食品安全国家标准食品接触材料及制品总迁移量的测定GB 31604.9 食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定GB 31604.23 食品安全国家标准食品接触材料及制品复合食品接触材料中二氨基甲苯的测定BB/T 0030 包装用镀铝薄膜QB/T 2358 塑料薄膜包装袋热合强度试验方法3 产品分类3.1 符号及缩略语见附录A。

文件制修订记录
1.0目的
依据GB/T28118-2011食品包装用塑料与铝箔复合膜、袋建立其内控质量标准,确保产品质量。
2.0适用范围
适用于公司食品包装用塑料与铝箔复合膜、袋的采购、储存、检验的质量控制。
3.0职责
3.1供应链部负责食品包装用塑料与铝箔复合膜、袋的采购,供方质量必须符合控制指标项下要求;
3.2库管员负责食品包装用塑料与铝箔复合膜、袋的大小,“外观”等项目的验收;
3.3库房以供方质量证明或质量管理部检验报告单为依据办理入库等相关手续。
4.0质量标准
4.1外观:应平整,无皱纹,封边良好。
不得有裂纹。
4.2控制指标:
提供检验报告书。
4.4贮藏:干燥处,密封保存。
4.5复检期:12个月。

食品包装用多层复合膜、袋1 范围本标准规定了食品包装用多层复合膜、袋的分类、要求、试验方法、检验规则、标志、包装、运输及贮存。
本标准适用于以双向拉伸聚丙烯薄膜(BOPP)、聚对苯二甲酸乙二醇酯镀铝薄膜(VMPET)、低密度聚乙烯薄膜(LDPE)、聚丙烯珠光膜(CPP)、流延聚丙烯薄膜(CPP)中的两种或三种为基材,经或不经印刷,后经干法复合、分切、熟化等工艺制成的食品包装用多层复合膜、及由该复合膜经制袋工艺制成的食品包装用多层复合膜袋。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191 包装储运图示标志GB 1037 塑料薄膜和片材透水蒸汽性试验方法杯式法GB/T 1038 塑料薄膜和薄片气体透过性试验方法压差法GB/T 1040.3 塑料拉伸性能的测定第三部分薄膜和薄片的试验条件QB/T 2358 料薄膜包装袋热合强度试验方法GB/T 2918 塑料试样状态调节和试验的标准环境GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB/T 6543 运输包装用单瓦楞纸箱和双瓦楞纸箱GB/T 6673 塑料薄膜与片材长度和宽度的测定GB/T 8808 软质复合塑料材料剥离试验方法GB 9683 复合食品包装袋卫生标准GB 9685 食品容器、包装材料用添加剂使用卫生标准GB/T 10004 包装用塑料复合膜、袋干法复合、挤出复合GB/T 23887 食品包装容器及材料生产企业通用良好操作规范GB/T 23887 食品包装容器及材料生产企业通用良好操作规范GB 31604.2 食品安全国家标准食品接触材料及其制品高锰酸钾消耗量的测定GB 31604.8 食品安全国家标准食品接触材料及其制品总迁移量的测定GB 31604.9 食品安全国家标准食品接触材料及其制品食品模拟物中重金属的测定GB 31604.23 食品安全国家标准食品接触材料及制品复合食品接触材料中二氨基甲苯的测定3 分类3.1 按材料结构按材料结构不同分为A类:双向拉伸聚丙烯薄膜(BOPP)/聚对苯二甲酸乙二醇酯镀铝薄膜(VMPET)/低密度聚乙烯薄膜(LDPE);B类:双向拉伸聚丙烯薄膜(BOPP)/聚丙烯珠光膜(CPP);C类:聚对苯二甲酸乙二醇酯镀铝薄膜(VMPET)/流延聚丙烯薄膜(CPP)。

食品包装袋的检验及卫生标准软包装行业中的食品包装袋的质量,尤其是卫生质量直接关系到所包装的食品安全,因此要保证所使用的原材料、添加剂符合质量要求的管理制度。
须健全包装膜袋的行业和国家标准并严格执行,加强对食品包装的检验监督,防止不合格的食品包装流入市场,加强管理,才得以保障软包装行业的健康发展。
食品包装袋在食品包装行业是使用量最大的包装容器,食品包装袋一般可以分为单膜袋和复合薄膜包装袋两类,食品包装单膜袋主要是聚乙烯吹塑薄膜为主,也有一些是聚丙烯薄膜,对这些薄膜袋的检验主要执行的标准有:GB/T4456-1996《包装用聚乙烯吹塑薄膜》、GB12025-1989《高密度聚乙烯吹塑薄膜》、QB/T2461-1999《包装用降解聚乙烯薄膜》、GB9687-1988《食品包装用聚乙烯成型品卫生标准》、GB9688-1988《食品包装用聚丙烯成型品卫生标准》等。
GB9685-1994《食品容器、包装材料用助剂使用标准》,在这个助剂的卫生标准中,规定了添加剂、溶剂、胶粘剂等十七个大类,五十八种具体物质的名称和最高使用量。
食品包装单膜袋的检验项目主要分为以下几大类:外观不得有对使用有碍的气泡、穿孔、水纹、暴筋、塑化不良、鱼眼僵块等疵病。
规格、宽度、长度、厚度偏差均应有规定的范围内。
物理机械性能包括拉伸强度、断裂伸长率,它是反映产品在使用过程中随拉伸的能力,如果此项不合格,在使用过程中食品包装袋容易出现破裂、损坏现象。
一、卫生性能包括蒸发残渣(乙酸、乙醇、正己烷)、高锰酸钾消耗量、重金属、脱色试验。
蒸发残渣是反映食品包装袋在使用过程中遇醋、酒、油等液体时析出残渣、重金属的可能性,残渣和重金属会对人体健康产生不良影响,此外残渣还会直接影响食品的色、香、味等食用质量。
降解性能根据产品的降解类型不同,可分为光降解型、生物降解型、环境降解型。
降解性能是反映产品在使用废弃后被环境接纳的能力,如果降解性能好,袋就会在光照和微生物的共同作用下,自行断裂、分化和降解,最终成为碎屑,为自然环境所接纳;如果降解性不好就不会被环境接纳,从而形成“白色污染”。
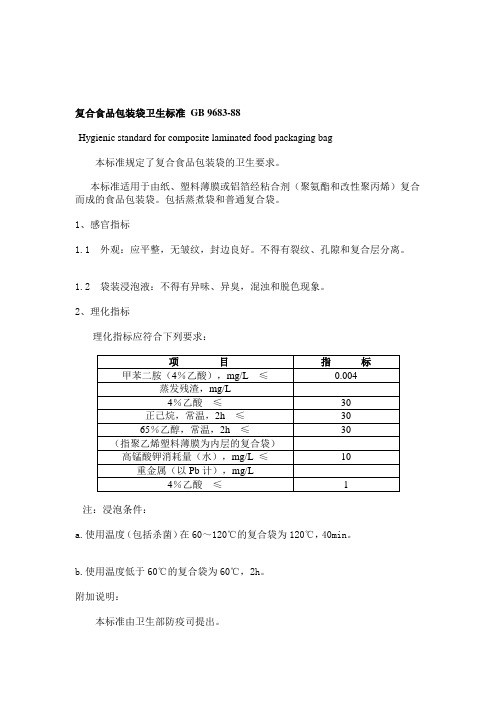
复合食品包装袋卫生标准GB 9683-88
Hygienic standard for composite laminated food packaging bag
本标准规定了复合食品包装袋的卫生要求。
本标准适用于由纸、塑料薄膜或铝箔经粘合剂(聚氨酯和改性聚丙烯)复合而成的食品包装袋。
包括蒸煮袋和普通复合袋。
1、感官指标
1.1 外观:应平整,无皱纹,封边良好。
不得有裂纹、孔隙和复合层分离。
1.2 袋装浸泡液:不得有异味、异臭,混浊和脱色现象。
2、理化指标
理化指标应符合下列要求:
注:浸泡条件:
a.使用温度(包括杀菌)在60~120℃的复合袋为120℃,40min。
b.使用温度低于60℃的复合袋为60℃,2h。
附加说明:
本标准由卫生部防疫司提出。
本标准由湖北省、上海市、浙江省、山西省食品卫生监督检验所负责起草。
本标准由卫生部委托技术归口单位卫生部食品卫生监督检验所负责解释。
中华人民共和国卫生部1988-08-10批准1998-06-01实施。

食品包装袋/膜验收标准
一、目的
为规范公司包装袋/膜的验收,提高采购质量,特制订本验收标准。
二、适用范围
适用于公司采购的所有包装袋/膜的进厂验收。
三、外观
1.部分符合双方确定的样板要求。
2.膜的外观应符合表一规定。
表一
四、物理机械性能符合表二规定。
表二
五、卫生指标符合GB5009.60要求
六、封口度偏差符合如下规定:封口宽度≤5mm 的封口宽度偏差为±1.0mm;封口宽度>5~10mm的封口宽度偏差为±1.5mm
七、长度、宽度偏差符合以下要求。
0.5丝(包括0.5丝)视为符合验收标准。
比如,双方约定厚度为8.0丝,那么我们的验收标准为7.5~8.5丝(包括7.5丝和8.5丝),否则视为不合格。
九、引用标准
1、QB/T1871-93《双向拉伸尼龙/低密度聚乙烯复合膜、袋》
2、GB/T5009.60-1996《食品包装用聚乙烯、聚苯乙烯、聚丙烯成型品卫生标准的分析方法》。

食品包装袋(膜)的检验标准
Foodjx导读:
食品包装袋(膜)的检验主要执行的标准有:GB/T4456-1996《包装用聚乙烯吹塑薄膜》、GB12025-1989《高密度聚乙烯吹塑薄膜》、QB/T2461-1999《包装用降解聚乙烯薄膜》、GB9683-1988《复合食品包装袋卫生标准》、GB9687-1988《食品包装用聚乙烯成型品卫生标准》、GB9688-1988《食品包装用聚丙烯成型品卫生标准》等。
食品包装袋(膜)的检验项目主要分为五大类———
外观不得有对使用有碍的气泡、穿孔、水纹、暴筋、塑化不良、鱼眼僵块等疵病等。
规格宽度、长度、厚度偏差均应在规定的偏差范围内。
物理机械性能包括拉伸强度、断裂伸长率,它是反映产品在使用过程中承受拉伸的能力,如果此项不合格,在使用过程中食品包装袋(膜)就容易出现破裂、损坏现象。
卫生性能包括蒸发残渣(乙酸、乙醇、正己烷)、高锰酸钾消耗量、重金属、脱色试验。
蒸发残渣是反映食品包装袋在使用过程中遇醋、酒、油等液体时析出残渣、重金属的可能性,残渣和重金属会对人体健康产生不良影响,此外残渣还会直接影响食品的色、香、味等食用质量。
降解性能根据产品的降解类型不同,可分为光降解型、生物降解型、环境降解型。
降解性能是反映产品在使用废弃后被环境接纳的能力,如果降解性能好,袋(膜)就会在光照和微生物的共同作用下,自行断裂、分化和降解,最终成为碎屑,为自然环境所接纳;如果降解性不好就不会被环境接纳,从而形成“白色污染”。
食品包装用复合膜、袋1 范围本标准规定了食品包装用复合膜、袋的分类、要求、试验方法、检验规则、标志、包装、运输和贮存等。
本标准适用于聚对苯二甲酸乙二醇酯薄膜(PET)、双向拉伸聚丙烯薄膜(BOPP)、聚对苯二甲酸乙二醇酯镀铝薄膜(VMPET)、聚乙烯薄膜(PE)、流延聚丙烯薄膜(CPP)、流延聚丙烯镀铝薄膜(VMCPP)、双向拉伸聚丙烯镀铝薄膜(VMBOPP)、尼龙薄膜(PA/NY)、铝箔(AL)、纸(PAPER)等材料中的两种或多种材料,经印刷(或无印刷)、复合、熟化、分切、制袋等工艺制成的多层食品包装用复合膜、袋。
2 规范性引用文件下列文件对于本文件的应用是必不可少的。
凡是注日期的引用文件,仅所注日期的版本适用于本文件。
凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191-2008 包装储运图示标志GB/T 1037-1988 塑料薄膜和片材透水蒸气性试验方法杯式法GB/T 1038-2000 塑料薄膜和薄片气体透过性试验方法压差法GB/T 1040.3 塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 2828.1-2012 计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划GB/T 2918-1998 塑料试样状态调节和试验的标准环境GB/T 3198 铝及铝合金箔GB 4789.2 食品安全国家标准食品微生物学检验菌落总数测定GB 4789.3 食品安全国家标准食品微生物学检验大肠菌群计数GB 4789.4 食品安全国家标准食品微生物学检验沙门氏菌检验GB 4789.5 食品安全国家标准食品微生物学检验志贺氏菌检验GB 4789.10 食品安全国家标准食品微生物学检验金黄色葡萄球菌检验GB 4789.11 食品安全国家标准食品微生物学检验β型溶血性链球菌检验GB 4789.15 食品安全国家标准食品微生物学检验霉菌和酵母计数GB 4806.1 食品安全国家标准食品接触材料及制品通用安全要求GB 4806.7 食品安全国家标准食品接触用塑料材料及制品GB 5009.156-2016 食品安全国家标准食品接触材料及制品迁移试验预处理方法通则GB/T 6672 塑料薄膜和薄片厚度测定机械测量法GB/T 6673 塑料薄膜和薄片长度和宽度的测定GB/T 7707-2008 凹版装潢印刷品GB/T 8808 软质复合塑料材料剥离试验方法GB 9683 复合食品包装袋卫生标准GB/T 10004-2008 包装用塑料复合膜、袋干法复合、挤出复合GB 12904 商品条码零售商品编码与条码表示GB 19741-2005 液体食品包装用塑料复合膜、袋GB/T 19789 包装材料塑料薄膜和薄片氧气透过性试验库仑计检测法GB 31603-2015 食品安全国家标准食品接触材料及制品生产通用卫生规范GB 31604.2 食品安全国家标准食品接触材料及制品高锰酸钾消耗量的测定GB 31604.7 食品安全国家标准食品接触材料及制品脱色试验GB 31604.8 食品安全国家标准食品接触材料及制品总迁移量的测定GB 31604.9 食品安全国家标准食品接触材料及制品食品模拟物中重金属的测定GB 31604.23 食品安全国家标准食品接触材料及制品复合食品接触材料中二氨基甲苯的测定BB/T 0030 包装用镀铝薄膜QB/T 2358 塑料薄膜包装袋热合强度试验方法3 产品分类3.1 符号及缩略语见附录A。

食品和药品包装用复合膜、袋标准及其检测广州市冠誉铝箔包装材料有限公司廖启忠Tel:E-mail:目前药品包装用复合膜、袋有行业标准YBB00132002《药品包装用复合膜袋通则》、YBB00172002《聚酯/铝/聚乙烯药品包装用复合膜、袋》、YBB00182002《聚酯/低密度聚乙烯药品包装用复合膜、袋》、YBB00192002《双向拉伸聚丙烯/低密度聚乙烯药品包装用复合膜、袋》,相关的行业标准、国家标准和外国标准有YBB00142002《药品包装材料与药品相溶性试验指导试验指导原则》、GB/T10005-1998《双向拉伸聚丙烯(BOPP)/低密度聚乙烯(LDPE)复合膜、袋》、GB/T10004-1998《耐蒸煮复合膜、袋》、JIS Z1707-1995《食品包装用塑料膜》。
药品包装用复合膜、袋的性能指标主要有:外观尺寸、密封阻隔性能、机械性能、卫生性能和其它特种性能等五大类。
一、外观外观一般不允许有穿孔、异物、异味、粘连、复合层间分离及明显的损伤、气泡、皱纹、脏污等缺陷,复合袋的热封部位还应平整,无虚封。
对于印刷的文字和图案应清晰,完整,色彩均匀,无明显色差。
套印精度一般用精度为0.1mm的20倍刻度放大镜检验不0.5mm。
印刷质量详细的标准及检测可参考GB/T7707-1987《凹版装潢印刷品》。
对于卷膜还应紧实,卷面不允许有明显突起和凹陷的暴筋,卷膜两端应平整,端面不平整度一般不得超过2mm。
外观检验一般以目测为主,其质量标准不同厂家有较大差异。
二、尺寸偏差一般袋的长度和宽度允许有±1.5mm的偏差,偏差太大会影响袋的容积,瓶盖用封口膜由于要放置在瓶盖内其尺寸精度要求较高,一般允许偏差不超过±2%。
厚度偏差及平均厚度偏差一般要求不超过±10%,制袋产品,热封宽度也不能偏差过大,热封边的大小不仅会影响袋的强度,还会影响其容积,一般要求热封边的宽度偏差不超过20%作为袋,还有一个要控制的尺寸是热封边与袋边的距离,一般不超过4mm,最好有控制在3mm以内,过大会影响袋的容积,可能装不下被包装物。

塑料包装袋产品质量标准及验收检测方法(一)印刷1.1套印极限偏差:主要部位W0.2mm,次要部位W0.3mm1.2墨色:色相正确(与标样比较),鲜艳、均匀、牢固、光亮、无明显色差1.3网纹:清晰、层次分明1.4文字线条:清晰完整1.5印迹:边缘光洁1.6整体:洁净、无明显脏污2、分切制袋允许有轻微间断性褶皱,但不多于产品总面积的5%;不允许有划伤、烫伤、穿孔、粘连、异物、分层、异味,明显损伤、脏污。
3、产品规格及偏差袋宽度(MM)宽度偏差∕mm厚度偏差/%长度偏差∕mm封口偏差/% 101-300≤±2≤±8≤±2≤±20301-500≤±7≤±8≤±7≤±203.1尺寸偏差3.2图案位置偏差宽宽度(mm)IO1-300mm301-480mm允许偏差≤2≤34、材质:食品级;溶剂残留量(按GB/T10004-2008规定):总量(mg∕m2)≤5.0;其中苯类不得检出。
5、卫生指标:应符合GB9683复合食品包装袋卫生标准的要求。
6、包装及存储6.1产品用塑料膜作内包装,外包装用瓦楞纸包装,并用打包带十字捆扎。
6.2每件膜、袋外包装应附上产品合格证,并标明产品名称、规格、数量、生产日期、生产厂商名称和检验员章或代号。
6.3运输中小心轻放;注意防潮、防雨淋、防机械碰撞、防重压、防日晒雨淋及防腐蚀气体。
产品到货时,必须外包装箱完整。
6.4产品应贮存在整洁、阴凉、干燥的库房内,整齐码放,避免曝晒、受潮和污染;距离热源不少于1m;贮存期为生产日期起一年。
7、验收7.1不合格类型抽样检测样品的缺陷分为致命、严重、次要三种缺陷,对应不合格类分别为A类、B类、C类:A类不合格为:标识、文字错误,基材、油墨不符合食品卫生要求;B类不合格为:破皮,开口性不良(死封),机械损伤、划伤、烫伤、微孔;C类不合格为:除A、B类不合格以外。
7.2检验判定方法抽样方法:检查抽样按GB2828(见附表A)正常检查二次方案执行,由总批量查知样本数,均匀分配到抽样件数,得到试样。

本文件不适用于多层共挤热收缩膜、袋。
2规范性引用文件下列文件中的内容通过文中的规范性引用而构成本文件必不可少的条款。
其中,注日期的引用文件,仅该日期对应的版本适用于本文件;不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。
GB/T 191包装储运图示标志GB/T 1037-2021 GB/T 1038.1GB/T 1040.3塑料薄膜与薄片水蒸气透过性能测定杯式增重与减重法塑料制品薄膜和薄片气体透过性试验方法第1部分:差压法塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件(ISO 527-3:1995,IDT)透明塑料透光率和雾度的测定计数抽样检验程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划塑料试样状态调节和试验的标准环境塑料薄膜和薄片厚度的测定机械测量法塑料薄膜和薄片长度和宽度的测定平版装潢印刷品凹版装潢印刷品软质复合塑料材料剥离试验方法塑料薄膜和薄片抗冲击性能试验方法自由落镖法第1部分:梯级法商品条码零售商品编码与条码表示商品条码条码符号放置指南信息技术自动识别与数据采集技术条码符号印刷质量的检验柔性版装潢印刷品第2部分:塑料与金属箔类商品条码条码符号印刷质量的检验包装材料塑料薄膜和薄片氧气透过性试验库仑计检测法GB/T 2410GB/T 2828.1 GB/T 2918GB/T 6672GB/T 6673GB/T 7705GB/T 7707GB/T 8808GB/T 9639.1 GB 12904GB/T 14257GB/T 14258GB/T 17497.2 GB/T 18348GB/T 19789GB/T 26253GB/T 21302GB/T 33259QB/T 1130QB/T 2358塑料薄膜和薄片水蒸气透过率的测定包装用复合膜、袋通则数字印刷质量要求及检验方法塑料直角撕裂性能试验方法塑料薄膜包装袋热合强度试验方法食品包装用多层共挤膜、袋质量通则1范围本文件规定了食品包装用多层共挤膜、袋的分类、要求、试验方法、检验规则、标志、包装、运输和贮存。

塑料袋检测方法及检测标准
塑料袋的检测方法和标准包括多个方面。
首先,根据国家标准GB/T 41168-2021的规定,食品包装用塑料与铝箔复合膜、袋的验货执行标准包括外观及工艺等内容。
此外,还有针对静电屏蔽包装袋的要求和检测方法的标准,其标准号为GB/T 39588-2020。
进一步来说,日用塑料袋的标准规定了以树脂为主要原料的薄膜,经热合或粘合等工艺制成的连卷袋(也称撕裂袋或点断袋)、平口塑料袋等的术语和定义、要求、试验方法、检验规则及标志、包装、运输、贮存。
而对于食品用塑料袋,则按结构分为A类和B类,按使用温度分为水煮级、半高温蒸煮级、高温蒸煮级。
在具体的检测项目上,包括刚性、硬度、厚度、韧性、旋转粘度、固含量、挥发物含量、高水蒸气透过率、气体透过率、水解酸值、羟值、有毒有害物含量、单体残留量、pH值、酸值、交联度、氯含量等。
不同的检测项目价格会有一定差异。
同时,对于PE袋/取样袋的进料检验,样品确认检验,生产过程出现的不良确认检验等也有具体的检验方法。

文件制修订记录1.0目的本标准规定了包装袋的质量技术要求、检验方法和运输、存放的各项要求。
2.0范围本标准适用于公司使用的所有复合包装袋(复合膜)材料。
3.0引用标准GB9683复合食品包装袋卫生标准4.0职责4.1仓库负责包装袋的品名、规格、数量入库。
4.2资材部负责提供包装袋的资材编号和相关检测报告的索取。
4.3贸易部负责确定包装箱的规格、版面、数量。
4.4品管部负责包装袋相关检测报告的验收和审核。
5.0技术质量要求5.1外观要求洁净平整,无褶皱破烂。
字体、图案应清晰、正确,无错印、漏印,无油墨污染。
5.2 工艺要求a尺寸符合规格,偏差在允许范围内。
b封边良好。
5.3卫生要求应符合GB9683的规定。
6.0检验方法6.1外观检测在明亮的室内目测。
6.2工艺要求检测对照工艺文件和资料,在明亮的室内目测或使用测量工具检测。
6.3 卫生要求检测检查供应商的卫生许可证、官方检验报告和每批产品的合格证。
7.0检验规则验收前,IQC须查看供应商提供的高榕公司贸易担当签字确认的关于此批货品的版面复印件及数量,并对照贸易部编制的资材编号资料,无误后,将复印件附于检测记录后留存,方可实施验收。
7.1检验以批为单位进行,以相同材料、相同工艺、相同规格、同一送货日期的产品为一批。
7.2纸箱检验采用随机抽样检验。
送货数量未超过10000个时,抽样数量为每批送货数量的5%,当送货数量超过10000个时,抽样数量为每批送货数量的3%。
7.3合格与不合格的判定7.3.1外观、尺寸质量缺陷的判定8.0运输和贮存8.1运输运输车辆须清洁、干净。
严禁与有害、有毒、有异味和其它易污染物品混运。
8.2储存须存放在干燥,阴凉,通风,清洁的仓库。
仓库应设有防潮设施。
无鼠,无虫害和其它污染。
存放时应与墙、天花板保持适当距离;须垫底板。
9.0相关记录表格9.1包装袋验收报告单9.2入库单9.3定货单。

文件编号:QS/BZ-ZY18产品检验标准一、吹塑①宽度、厚度―――用千分尺和直板尺测量,可在生产过程中测量。
②周边强度―――用两手的食指和拇指捏住膜片,两手间距约10㎜,用相同的力同时向相反的方向撕裂,若裂口有锯齿状为合格,无锯齿状为不合格。
③电晕处理―――用配制的达因水涂抹测试即可。
涂上5秒钟后呈虚线状为不合格,线条不断开为合格。
二、印刷:④油墨牢固度(附着性)―――每个半成品膜卷进行头、中、尾三次试验。
用胶带贴到印刷图案部分,铺平压实,用力分离剥开,看油墨是否脱落,重复3次,片状大面积脱落为不合格,星点小面积脱落为合格。
⑤油墨耐水性―――将印刷后的膜割一段放入水中浸泡20分钟后取出,两手握住膜对搓20次看是否有油墨脱落现象。
若片状大范围掉墨为不合格,星点掉为合格。
搓时注意不能将膜拉伸变形。
三、制袋:⑥长度、宽度、及厚度―――用相应的测量尺具实际测量。
封口牢固―――检测时将袋内冲入气体,将口拧紧不透气,然后挤压看测热封处是否漏气。
做好破坏性试验,直到袋子破碎为止,看效果如何,若在其他部位则合格,在底封线处破碎且无锯齿状(是爆裂状态)则表示不合格。
四、复合袋:⑦周边强度―――复合袋试验检测周边的热合强度时将袋内装水后热封,放平滑的地面上用脚踩踏压迫看是否漏水。
或用木直板在封边处透捅,看是否有透进现象。
⑧跌落试验―――将袋子装水后封口,于2米高度处垂直下落到平滑的水泥地面上看是否有破碎现象。
⑨检查袋子的热合线位置,测量袋子的冲孔位置是否正确等。
最后要进行成品的入库前的抽检工作,不合格的产品责令当事人返工整理到合格为止。
合格品签字入库。
发出的成品出现客户反馈,质检负有主要责任。
五、普通PE袋1、材质:出口袋使用进口原料,内销袋使用国产原料(透明度较进口原料差,质地不够均匀,可能有花纹)。
2、卫生:使用材料需符合国家食品卫生标准,严禁沾水,沾杂物,如头发、毛线丝等,且无异味。
3、规格:袋的长度误差额在±5mm内,宽度和封口线内规格误差额±3mm内,封口线垂直,距底边0.7—1.1cm,单面厚度必须均匀,误差不超过0.5丝,单个袋重误差须在0.5g以内(理论值:长*宽*厚*0.093g/cmэ=袋重),每个包装内总重不得低于理论值的总和,袋切边须整齐,四周不带毛边,底边必须与袋垂直不倾斜,塑料片单面4丝。