J23系列开式可倾压力机参数
- 格式:doc
- 大小:87.50 KB
- 文档页数:2


冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。

J23 系列开式可倾压力机J23-16bJc23-63用途与结构性能:该系列压力机机身为可倾式铸造结构,倾斜时便于冲压件或废料从模具上滑下。
采用刚性转键离合器,具有单次和连续操作规范。
使用带式制动器,滑块装有压塌式保险器,超载时保险器被压塌,从而保证整机不受损坏。
本机具有通用性强,精度高,性能可靠,便于操作的优点。
配备自动送料装置可实现半自动冲压作业。
25 吨以上机床可选配紧急制动装置。
主要技术参数 Specification项目名称 Item单位Unit J23-6.3 J 23-10B J23-16B J23-25B JC23-25 J23-40 JC23-40 J23-63 JC23-63 JC23-80 公称力 Nominal Pressure 千牛kN 63100160250250400400630630800公称力行程 Nominal PressureStroke 毫米 mm2 2 5 4 4 5 7 8.5 8.5 9滑块行程 Stroke Length毫米mm35 60 70 70 65 90 80 120 120 130行程次数 No. ofStrokes per minute次 /分 SPM 170130120110554545505050最大装模高度 Max. Die Height 毫米mm 120130 160 175 220 240 255 270 270 270装模高度调节量 Die Height Adjustment毫米 mm30 35 60 60 55 80 65 80 80 80喉深 Throat Depth毫米mm 110 130 160 190 200 250 250 260 260 260 工作台板 前后 F.B.毫米mm 200 240 300 360 370 460 460 480 480 500 BolsterSurface 左右 L.R.毫米mm310 360 450 600 560 700 700 710 710 720 前后 F.B.毫米mm110 100 110 160 200 150 250 200 200 200 左右 L.R.毫米mm160 180 220 250 290 300 360 340 340 340 工作台孔尺寸 Bed Opening直径 Dia.毫米mm 140 130 160 200 260 200 320 250 250 250 滑块底面 前后 F.B.毫米mm 120 150 180 185 220 260 260 272 272 272 SlideSurface 左右 L.R.毫米mm 140 170200260250300300320320320模柄孔尺寸 Stem hole 毫米mm Φ30X55 Φ30X55 Φ40X60Φ40X60Φ40X60Φ50X70Φ50X70Φ50X80 Φ50X80 Φ50X70立柱间距离 Distance betweenUprights 毫米 mm 150 180 220 260 270 300 340 350 350 350垫板厚度Thickness of Bolster 毫米mm 30 50 60 60 50 80 65 90 90 90机身最大可倾角 Max. InclinableAngle 角度degree 4530 35 30 30 30 30 30 30 20型号 ModelY90S-6 Y90L-6 Y100L-6 Y 112M-6 Y 100L1-4 Y 112M-4 Y 132S-4 Y 132M2-6 Y 132M2-6 Y 160M-6 主电机 Main Motor功率 Power 千瓦 kW0.75 1.11.52.22.2 4 5.55.55.5 7.5 前后 F.B.毫米mm780 9151140 1400 1345 1720 1721 1810 1810 1810 左右 L.R. 毫米mm570 752 905 900950 1335 1335 1350 1350 1300 外型尺寸Overall Dimension高度 Height 毫米mm1503 1690 1890 21002130 2488 2488 2740 2740 2760 重量 Weight 千克 4406601070 1980200035753894 440044005170kgJ21系列开式固定台压力机(钢性)JC21-100用途与结构性能:该系列机身为固定台式结构,采用转键离合器,具有单次和连续操作规范。


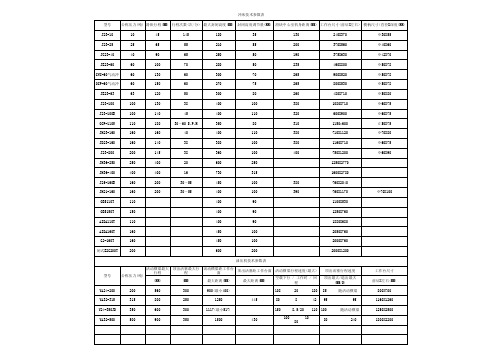
JB23系列开式可倾压力机
JB23-25
型JB23-16
型
JB23-10
型
单位数值
千牛250 160 100 公称压力行程毫米 5 5 4 滑块行程毫米70 60 50 滑块行程次数次/分70 140 145 最大封闭高度毫米200 170 150 封闭高度调节量毫米40 40 40 滑块中心线至床身距
离
毫米180 160 130
工作台尺
寸前后毫米320 300 240 左右毫米525 480 360
工作台落料孔尺寸前后毫米160 110 100 左右毫米220 220 180 直径毫米200 160 140
滑块底面尺寸前后毫米170 180 150 左右毫米230 200 170
模柄孔尺
寸直径毫米40 35 30 深度毫米60 60 50
机身两立柱间距毫米240 220 180 工作台至道轨间净距
离
毫米280 290 255 垫板厚度毫米50 50 50 机身可倾斜度度20 30 30
电机功率千瓦 2.2 1.5 1.1 转速转/分1440 940 960
外形尺寸前后毫米1200 1130 610 左右毫米900 750 880 高度毫米2050 1890 1660
机床重量(约)公斤1300 700 400。
冲床技术参数解释J23系列开式双柱可倾压力机J21系列开式双柱固定台压力机,主要参数说明以下几个问题:1反映了一台压力机的工艺能力和加工零件的尺寸范围2反映压力机生产效率3是设计压力机重要依据4用户根据成型工艺要求和生产率选择压力机参数是否合适1、公称压力滑块离下死点某一特定距离(公称力行程)或曲柄转角离下死点前某一特定角度(公称压力角)时,滑块上所有容许承受的最大作用力。
例如:J21-110,1100千牛开式单点压力机,公称力1100千牛,公称力行程S P离下死点距离为5mm。
公称力是压力机主要工作性能参数,是计算压力机零件强度和刚度基本根据压力机受力零件可以分成三类:一类零件——床身、滑块、连杆、调节螺杆和保险块,此类零件的强度和刚度按公称力设计,它的强度和刚度不受曲柄转角变化而变化,作用力常数。
二类零件——齿轮、传动轴和离合器制动器、旋转零件,此类零件的强度与刚度,按公称力作用下产生的公称扭矩设计的,它的零件强度和刚度随着曲柄转角变化而变化。
扭矩为常数(忽略弯距的影响)三类零件——曲轴,它的强度于刚度既要考虑公称力作用下的弯距,又要考虑曲轴传递的扭矩,属于弯扭联合作用,所以曲轴强度也是随着曲柄转角变化而变化。
根据以上三种零件的强度可以绘制出滑块允许负荷图,用户厂的加工零件的工艺负荷图不能超过滑块允许负荷图曲线之外,否则会损坏压力机零件。
举例说明:Sp=5mm(α=18度)——离下死点距离为5mm时产生公称力(吨位)S P<S ;S>S P当公称行程S在这两种情况下压力机有关零件受力情况有所不同2、滑块行程滑块行程指滑块从上死点到下死点所经过的距离,行程是曲轴偏心的2倍1滑块行程大小,随着工艺用途和公称力的不同而变化,落料与冲孔工序一般不需要大的滑块行程。
2浅拉伸要求滑块行程大点,此时滑块行程一般不应小于拉伸件高度的3倍,此外还要考虑到上模在上死点时不与模具导柱脱开。
3大吨位的压力机一般都有工件顶出装置,为了使工件在顶出过程中不损坏工件而且便于取出,滑块行程也要增加。