注塑模具三板模介绍.
- 格式:ppt
- 大小:3.40 MB
- 文档页数:21
注塑模具三板模介绍注塑模具是一种用于注塑成型的工艺工具,广泛应用于塑料制品的生产中。
注塑模具三板模是其中一种常见的模具结构,由模座、模板及模腔组成。
下面将对注塑模具三板模进行详细介绍。
1.模座:模座是注塑模具的支撑结构,通常由铸铁或钢材制成。
模座上设有导柱孔和导套孔,用于安装模板和导柱导套。
2.模板:模板是模具的关键部分,承载着注塑过程中的压力和温度。
模板通常由优质的合金钢制成,具有良好的机械性能和耐热性。
模板上设置有注塑孔和冷却孔,注塑孔用于将熔融塑料注入模腔,冷却孔用于散热和控制注塑过程中的温度。
3.模腔:模腔是模具中用于成型塑料产品的空腔部分,在注塑过程中起到定型、冷却和排气的作用。
模腔的形状和尺寸决定了最终产品的外观和尺寸精度。
模腔通常由模板上的凹模和凸模组合而成,凹模和凸模之间的间隙称为缝隙,能够容纳塑料在注射过程中的膨胀。
模腔的表面通常进行表面处理,以提高产品的表面质量。
1.结构简单,易于制造和维修。
由于模座、模板和模腔之间没有复杂的配合关系,因此容易加工和装卸,维修和更换零部件也较为方便。
2.成本相对较低。
与其他结构的模具相比,三板模的制造成本相对较低,适用于注塑生产中的大批量制造。
3.适用范围广。
注塑模具三板模适用于各种塑料制品的生产,尤其是中小型注塑设备,具有较好的通用性。
4.注塑过程中的施工压力均衡。
注塑模具三板模结构相对稳定,能够均衡地承受注塑过程中的压力,减小了模具的变形和磨损,延长了模具的使用寿命。
总之,注塑模具三板模是一种常见且具有广泛应用的注塑模具结构。
它的结构简单、成本较低、适用范围广,并能保证注塑过程中的施工压力均衡,因此在塑料制品生产中得到了广泛的应用。
不过需要注意的是,在使用过程中要定期进行维护和保养,以确保模具的正常运行和延长使用寿命。
![注塑模具结构及设计2(三板模)[优质ppt]](https://uimg.taocdn.com/ff7168d304a1b0717fd5ddcf.webp)

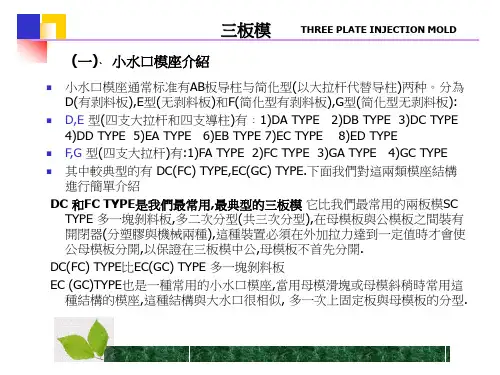


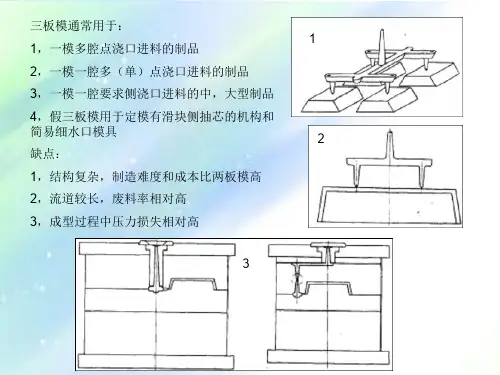
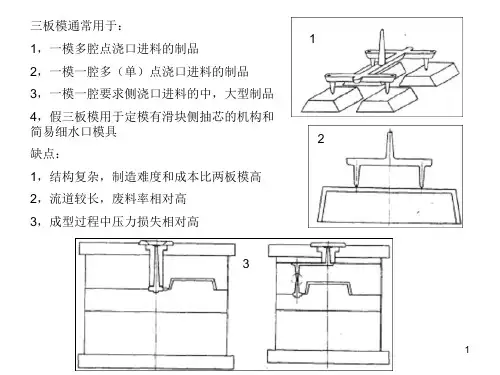
模具基本结构简介之三板模主讲:吴会清三板模或细水口模(3 PLATE MOLD,PIN-POINT GATE MOLD)有两个分型面将模具分成三部分,比两板模增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以叫细水口模,这种模具相应复杂些,启动用山打螺丝或拉板。
三板模(小水口DC type)结构形式大拉杆上固定板剥料板母模板导柱公模板垫块复位杆顶针固定板顶针推板下固定板顶板导柱三板模(小水口DC type)运动过程典型的三板模(小水口DC type)运动过程:开模过程:三板模有两次分型,第一次在剥料板与母模板之间,第二次在母模板与公模板之间1.当公模侧起初受到注塑机的拉力时,公母模板之间由于装有开闭器,而剥料板与母模板之间没有任何连结和阻碍,(多数情况下小拉杆上还装有弹簧)这时在拉力作用下剥料板与母模板首先分开,母模板随着公模板一起向后运动,运动到设定距离时,被小拉杆限位块挡住,由于母模板随注塑机继续向后运动,这样小拉杆也被带动,它又带动剥料板运动一个设定距离,以便将料头打下.个设定距离运动完后,小拉杆和母模板都停止运动.2.注塑机继续向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时停止不动.3.在脊杆地推动下,顶出板带动顶出机构(顶针,顶杆,斜稍etc)开始顶出运动,将成品顶出(自动落下或由机械手取走)合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机强制拉回.(1)在注塑机地推动下,公模侧向母模侧运动,若顶出板没有被预先拉回,RP最先接触母模板,在反作用力下,顶出板在RP的带动下回位.(2)公模板压向母模板和剥料板,最后完全合紧,注塑机上的喷嘴与模具上的注口衬套密合,开始注塑.这样就完成塑料模具的整个运动周期.小拉杆设计方法A:直径确定300×300以下Φ16300→450 Φ20450→600 Φ25600以上Φ30B:通常取四支两支,注意是否影响料头取出位置C:小拉杆行程=料头总长+20~35mmD:注意小拉杆上端T形套安装时需加装弹簧垫圈E:在剥料板与母模板间加弹簧, 弹簧行程取20左右.三板模设计大拉杆设计方法A:大拉杆直径计算B:大拉杆位置D1=大拉杆直径+5mmC.大拉杆行程=小拉杆行程+剥料头行程(8mm)+安全值(2mm)D. 400以下的模座可以不需要GP﹐上固定板的厚度一般为LP的直径的1.5倍。
模具基本結構簡介之三板模1. 介绍在模具制造中,使用三板模是非常常见的一种模具形式。
三板模是由上模板、下模板和侧模板组成的,其中上模板和下模板通常用于形成模具内部的空腔,而侧模板则用于固定和定位上下模板。
本文将详细介绍三板模的基本结构和工作原理。
2. 上模板上模板是三板模中的一个关键部分,其主要作用是形成模具内部的空腔。
上模板通常由高强度的金属材料制成,如钢材。
在制造上模板时,通常需要经历下列工序:•材料选择:选择适合的金属材料,常用的有P20、H13等;•加工:根据设计要求,进行铣削、镟削、磨削等加工工艺;•加工表面:通过研磨等方法使上模板表面光滑度更高;•热处理:采用淬火、回火等热处理工艺提高材料的硬度和强度;•组装:将上模板与其他模具部件组装在一起。
上模板的设计需要考虑产品形状、尺寸和生产工艺等因素,以满足模具的使用要求。
3. 下模板下模板是三板模中另一个重要组成部分,其主要作用是提供模具内部空腔的下半部分。
下模板与上模板紧密配合,共同形成模具的工作空间。
下模板通常也是由高强度金属材料制成,制造工艺与上模板类似。
下模板与上模板、侧模板和模具座等部件一起组成了一个完整的模具系统。
下模板的设计需要考虑模具的定位槽、导柱、导套等结构,以确保模具的定位精度和稳定性。
侧模板是三板模中的一个重要组成部分,其主要作用是固定和定位上模板和下模板。
侧模板通常由金属材料制成,具有较高的刚性和稳定性。
在制造侧模板时,需要考虑到以下方面:•加工精度:侧模板的加工精度需要保证模具的定位精度,以便正确装配上下模板;•耐磨性:侧模板需要具备一定的耐磨性,以应对模具长时间使用时的摩擦和磨损;•安装便捷性:侧模板的安装需要方便快捷,以提高模具的装配效率。
侧模板与上模板和下模板之间通常通过螺栓、导柱等连接方式进行固定。
使用三板模进行模具工作时,需要按照以下步骤进行:1.安装侧模板:先将侧模板固定在适当的位置,确保与上模板和下模板的配合精度。
三板模工作原理
三板模是一种常用于塑料注塑成型的模具,其工作原理如下:
一、注塑过程
1. 模具关闭:在注塑过程中,模具的两个板子会合并在一起,形成一个密闭的空间。
2. 注塑料进入模具:注塑机会将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 模具开启:模具的两个板子分开,取出成型的产品。
二、三板模的结构
三板模由三个板子组成:动模板、固定模板和中间板。
其中,动模板和固定模板分别固定在注塑机的移动板和固定板上,中间板则位于两个模板之间。
三、三板模的工作原理
1. 模具关闭:动模板和中间板同时向固定模板移动,形成一个密闭的空间。
2. 注塑料进入模具:注塑机将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 中间板移动:当塑料冷却成型后,中间板向下移动,将成型的产品从动模板上推出。
5. 模具开启:动模板和中间板同时向上移动,将固定模板上的残留塑料推出,准备进行下一次注塑。
三板模具的优点是结构简单,易于制造和维修,适用于大批量生产。
同时,三板模具的使用寿命较长,能够生产出高质量的产品。