注塑模具胶口类型
- 格式:ppt
- 大小:5.26 MB
- 文档页数:90
浇口类型选择浇口类型和选择最佳的浇口尺寸以及浇口位置一样重要。
浇口类型可分为人工和自动去除式浇口。
人工去除式浇口人工去除式浇口主要是指那些要求操作者在进行制件再加工时将其与流道分离。
使用人工去除式浇口的原因有:∙浇口体积过大,以至于当模具打开时无法从制件处剪切。
∙一些剪切敏感的材料(如PVC)不能存在高剪切率,从而不能应用自动去除式浇口设计。
∙在穿过较宽处的时候,为了保证流动分布的同时性,以达到特定的分子纤维排列,通常不使用自动浇口去除方式。
型腔的人工去除式浇口类型包括:∙注道式浇口∙边缘浇口∙凸片浇口∙重叠式浇口∙扇形浇口∙薄膜浇口∙隔膜浇口∙外环浇口∙轮辐或多点浇口自动去除式浇口自动去除式浇口的特点是,在打开制模模具顶出制件的过程中,可以切断或剪切浇口。
自动去除式浇口应用于:∙避免在再加工时去除浇口∙保持所有顶出的周期时间一致∙浇口残留最小化自动去除式浇口包括:∙针点浇口∙潜入式(隧道式)浇口∙热流道浇口∙阀门浇口注道浇口推荐这种浇口应用于单型腔模具或要求对称充填的制件。
这种类型的浇口适合于较大壁厚处,这样保压压力将更为有效。
较短的浇口最好,这样模具充填更为快速,且压力损失较低。
浇口另一侧需配备一个冷料井。
使用这种浇口的劣势在于,流道(或注道)被修整之后,制件表面会产生浇口痕迹。
可以通过制件厚度来控制凝固,但凝固并不取决于制件厚度。
一般而言,在注道浇口附近的收缩率较低,而注道浇口处的收缩率较大。
这会导致浇口附近具有较高的拉伸应力。
尺寸起初,注道直径由机器射嘴来控制。
该注道直径必须比射嘴口直径大 0.5mm左右。
标准注道衬套的锥度为 2.4度,开口面向制件。
因此可以通过注道长度来控制制件处附近的浇口直径,该直径应当比该处壁厚至少大 1.5mm或约为该处壁厚的两倍。
注道和制件的连结点应为放射状的,以避免应力裂化。
∙锥角较小(最小为1度),可能导致在喷射过程中注道无法与注道衬套脱离。
∙锥度较大,造成材料浪费且冷却时间延长。
注塑件模具的常见浇口类型
注塑件加工的过程中不只需要工程师有效的把控到每一个注塑环节,也需要注塑工程师能够有用掌握注塑模具的使用情况。
而浇口作为注塑模具重要的组成部分之一,其类型是多元化的,并且不一样的浇口类型用在不一样的成型塑件上面,并且其对注塑件加工的最终质量也有所影响。
注塑件模具的常见浇口类型有哪些呢?
第一:直接浇口,当前直接浇口在注塑加工模具应用中仍是比较广泛的,其最大的长处在于熔体的压力相对来说比较小,并且也相对简单,直接浇口的长处使得其能够适用于常用的任何塑料,特别是一些成型大且深的注塑件。
第二:矩形浇口,矩形浇口的位置通常是开在注塑模具的分型面上,较多的用在中小型的注塑件的注塑模具上。
其最大的长处在于其截面形状简略,可简单进行加工、并且后期在进行试用注塑模具后也便于进行修改。
不过矩形浇口最大的缺陷是易发生浇口痕迹。
第三:扇形浇口,扇形浇口其实是矩形浇口的一种变异的方式,因而其和矩形浇口有许多类似的地方。
不过扇形交口通常对比适用于注塑成型大平板状以及薄壁的注塑件。
多见的浇口类型即是上述三种类型,当然还有比如:膜状浇口、轮辅浇口、点浇口、埋伏浇口等类型。
注塑模具进胶口类型与适用材料对应表注塑模具是注塑成型过程中的重要工具,其中的进胶口类型和适用材料对成型品的质量和生产效率有着重要影响。
本文将从进胶口类型和适用材料对应的角度,深入探讨注塑模具的选择和应用。
一、注塑模具的进胶口类型1. 直接进胶口直接进胶口是最常见的一种进胶口类型,适用于多种材料的注塑成型,包括但不限于聚丙烯、聚乙烯、聚苯乙烯等热塑性塑料。
其特点是成型周期短,生产效率较高,适用范围广。
2. 管道式进胶口管道式进胶口适用于对成型品表面要求较高的产品,如家电外壳等。
适用材料包括ABS、PC等工程塑料,利用管道式进胶口可以避免产品表面出现痕迹,确保产品质量。
3. 穴位式进胶口穴位式进胶口适用于对成型品外观要求苛刻的产品,如手机壳、汽车零部件等。
适用材料包括PPS、PBT等具有良好耐热性和机械性能的工程塑料,可以确保成型品的精度和表面质量。
二、注塑模具的适用材料对应表1. 聚丙烯(PP)聚丙烯适用于直接进胶口注塑模具,广泛应用于日用品、工业品等领域。
其优点是成型周期短,成本低,具有良好的成型性能和机械性能。
2. 聚乙烯(PE)聚乙烯适用于直接进胶口注塑模具,常用于食品包装、农业用品等领域。
其优点是具有良好的耐腐蚀性和耐磨性,适合大批量生产。
3. ABSABS适用于管道式进胶口注塑模具,广泛应用于家电、电子产品等领域。
其优点是具有良好的耐冲击性和表面硬度,适合需要提高产品表面质量的成型。
4. PCPC适用于管道式进胶口注塑模具,常用于汽车、航空等领域。
其优点是具有良好的耐热性和透明性,能够满足对成型品外观和性能要求苛刻的领域需求。
5. PPSPPS适用于穴位式进胶口注塑模具,常用于电子、医疗器械等领域。
其优点是具有良好的耐热性、耐腐蚀性和机械性能,能够满足对成型品精度和表面质量要求高的需求。
总结回顾:通过对注塑模具的进胶口类型和适用材料的深入了解,我们可以更好地选择和应用注塑模具,提高产品质量和生产效率。
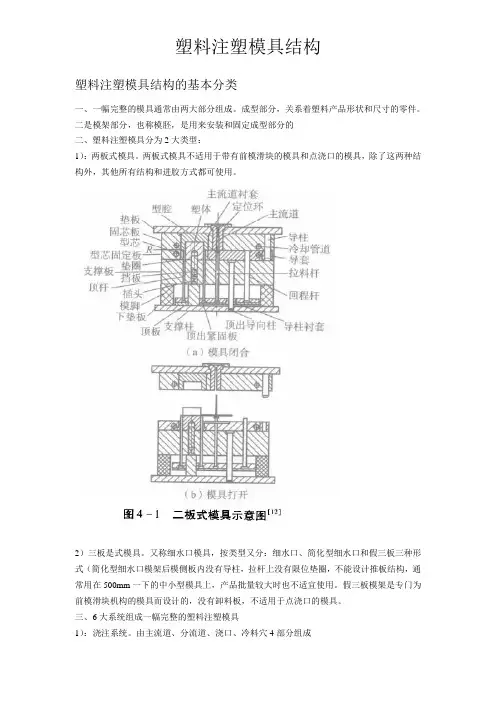
1):浇注系统。
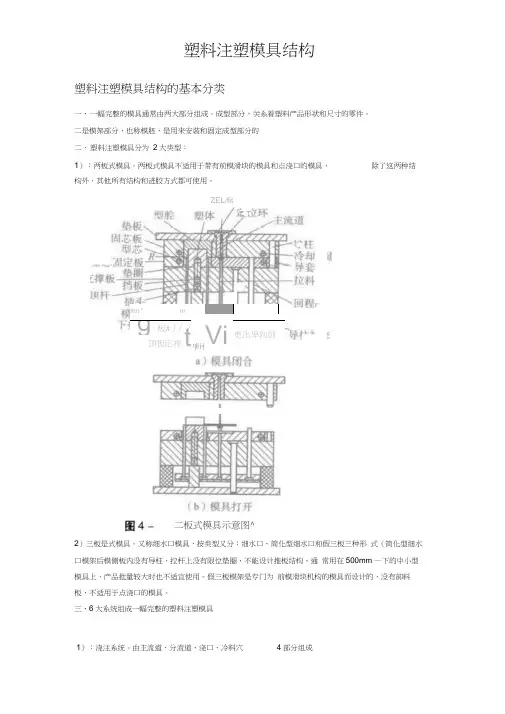
由主流道、分流道、浇口、冷料穴 4部分组成塑料注塑模具结构的基本分类一、 一幅完整的模具通常由两大部分组成。
成型部分,关系着塑料产品形状和尺寸的零件。
二是模架部分,也称模胚,是用来安装和固定成型部分的二、 塑料注塑模具分为 2大类型:1):两板式模具。
两板式模具不适用于带有前模滑块的模具和点浇口的模具,除了这两种结构外,其他所有结构和进胶方式都可使用。
2)三板是式模具。
又称细水口模具,按类型又分:细水口、简化型细水口和假三板三种形 式(简化型细水口模架后模侧板内没有导柱,拉杆上没有限位垫圈,不能设计推板结构,通 常用在500mm —下的中小型模具上,产品批量较大时也不适宜使用。
假三板模架是专门为 前模滑块机构的模具而设计的,没有卸料板,不适用于点浇口的模具。
三、6大系统组成一幅完整的塑料注塑模具Itm ”nrg 板#丿/ /顶板応挥t r ill iJ yi i ] Vi 纟紧更出卑向创二板式模具示意图^ZEL/fit11 E TF T2):成型机构。
成型结构是与塑料产品直接接触的部分,包括前后模仁、镶件、滑块、斜顶等机构。
3):顶出机构。
包括顶针、顶块、司筒、顶针固定板、顶针垫板、复位杆结构等。
4):导向结构。
导向机构包括导柱、导套、顶板复位杆、顶板导套等机构。
对于要求较高的模具,有时还应另外增加辅助导向机构,如锥面、直面、圆锥精定位等。
5):冷却系统。
冷却系统主要是循环水路,有油冷、水冷、空气冷等。
有些模具需要加热,可利用冷却水路来进行加热。
6):排气系统。
主要有排气槽、排气针、排气镶块,排气阀等部分机构。
塑料模具热流道系统介绍一:热流道系统是一种用途非常广泛的塑料成型浇注系统,主要借助于加热装置和电子温控系统使浇注系统中的熔融塑料不会发生凝固,从而平稳有序地将塑料填充到模具型腔中。
在没有注塑压力的情况下,熔融塑料不会自动流动,也不会随着塑料制品的脱模产生拉丝、溢流等现象,所以热流道模具又称无流道或少流道模具。
最全的模具浇口设计,你都知道他们的优缺点吗浇口,亦称进料口,是连接分流道与型腔熔体的通道。
浇口选择恰当与否,直接关系到注塑制品能否完好、高质量地注射成型。
浇口位置对熔体流动前沿的形状和保压压力的效果都起着决定性的作用,因此,也决定了注塑制品的强度和其它性能。
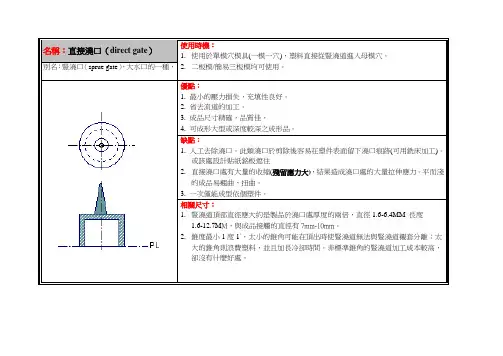
一.浇口的类型与位置在注塑模设计中,按浇口的结构形式和特点,常用的浇口形式有下列11种:1.直浇口即主流道浇口,属于非限制性浇口。
优点:塑料熔体由主流道的大端直接进入型腔,因此具有流动阻力小、流程短及补给时间长等特点。
这样的浇口有良好的熔体流动状态,熔体从型腔底面中心部位流向分型面,有利于排气;这种浇口形式使注塑制品和浇注系统在分型面上的投影面积最小,模具结构紧凑,注塑机受力均匀。
每晚八点有免费直播课程学习,私信老师即可免费学习!缺点:进料处有较大的残余应力,容易导致注塑制品翘曲变形,同时浇口较大,去除浇口痕迹较困难且痕迹较大,影响美观,所以,这类浇口多用于注射成型大中型长流程、深型腔、筒形或壳形注塑制品,尤其适合于聚碳酸酯、聚砜等高粘度塑料。
另外,这种形式的浇口只适合于单型腔模具。
在设计这类浇口时,为了减小与注塑制品接触处的浇口面积,防止该处产生缩口、变形等缺陷,一方面应尽量选用较小锥度的主流道锥角(为2-4°),另一方面应尽量减小定模板和定模座的厚度。
2.护耳浇口护耳浇口主要用于高透明的平板形塑料制品及变形要求很小的塑料制品。
优点:护耳浇口是在型腔侧面开设耳槽,熔体通过浇口冲击在耳槽侧面上产生摩擦热,从而改善了流动性,经调整方向和速度后,在护耳处均匀而平稳地进入型腔,可以避免喷流。
缺点:浇口切除较为困难,浇口痕迹较大。
3.点浇口点浇口尤其适用于圆桶形、壳形及盒形塑料制品。
对于较大的平板形塑料制品,可以设置多个点浇口,以减小翘曲变形;对于薄壁塑料制品,浇口附近的剪切速率过高,残余应力大,容易开裂,可局部增加浇口处的壁厚。
优点:点浇口位置限制小,浇口痕迹小,开模时浇口可自动拉断,有利于自动化操作。
塑料注塑模具结构的基本分类一、一幅完整的模具通常由两大部分组成。
成型部分,关系着塑料产品形状和尺寸的零件。
二是模架部分,也称模胚,是用来安装和固定成型部分的二、塑料注塑模具分为2大类型:1):两板式模具。
两板式模具不适用于带有前模滑块的模具和点浇口的模具,除了这两种结构外,其他所有结构和进胶方式都可使用。
2)三板是式模具。
又称细水口模具,按类型又分:细水口、简化型细水口和假三板三种形式(简化型细水口模架后模侧板内没有导柱,拉杆上没有限位垫圈,不能设计推板结构,通常用在500mm一下的中小型模具上,产品批量较大时也不适宜使用。
假三板模架是专门为前模滑块机构的模具而设计的,没有卸料板,不适用于点浇口的模具。
三、6大系统组成一幅完整的塑料注塑模具1):浇注系统。
由主流道、分流道、浇口、冷料穴4部分组成2):成型机构。
成型结构是与塑料产品直接接触的部分,包括前后模仁、镶件、滑块、斜顶等机构。
3):顶出机构。
包括顶针、顶块、司筒、顶针固定板、顶针垫板、复位杆结构等。
4):导向结构。
导向机构包括导柱、导套、顶板复位杆、顶板导套等机构。
对于要求较高的模具,有时还应另外增加辅助导向机构,如锥面、直面、圆锥精定位等。
5):冷却系统。
冷却系统主要是循环水路,有油冷、水冷、空气冷等。
有些模具需要加热,可利用冷却水路来进行加热。
6):排气系统。
主要有排气槽、排气针、排气镶块,排气阀等部分机构。
塑料模具热流道系统介绍一:热流道系统是一种用途非常广泛的塑料成型浇注系统,主要借助于加热装置和电子温控系统使浇注系统中的熔融塑料不会发生凝固,从而平稳有序地将塑料填充到模具型腔中。
在没有注塑压力的情况下,熔融塑料不会自动流动,也不会随着塑料制品的脱模产生拉丝、溢流等现象,所以热流道模具又称无流道或少流道模具。
二:热流道模的塑料熔融温度范围较宽。
低温时,流动性好:高温时具有较好的热稳定性。
对压力敏感,不加压不流动,加压后立即流动;导热性好,加热快,冷却快。
浇口对制件的影响及位置的选择一、浇口位置的要求:1.外观要求 (浇口痕迹, 熔接线)2.产品功能要求3.模具加工要求4.产品的翘曲变形5.浇口容不容易去除二、对生产和功能的影响:1.流长(Flow Length)决定射出压力,锁模力,以及产品填不填的满流长缩短可降低射出压力及锁模力2.浇口位置会影响保压压力保压压力大小保压压力是否平衡将浇口远离产品未来受力位置(如轴承处)以避免残留应力浇口位置必须考虑排气,以避免积风发生不要将浇口放在产品较弱处或嵌入处,以避免偏位(Core Shaft)三、选择浇口位置的技巧1.将浇口放置于产品最厚处,从最厚处进浇可提供较佳的充填及保压效果。
如果保压不足,较薄的区域会比较厚的区域更快凝固避免将浇口放在厚度突然变化处,以避免迟滞现象或是短射的发生2.可能的话,从产品中央进浇将浇口放置于产品中央可提供等长的流长流长的大小会影响所需的射出压力中央进浇使得各个方向的保压压力均匀,可避免不均匀的体积收缩3 浇口(Gate) 浇口是一条横切面面积细小的短槽,用以连接流道与模穴.横切面面积所以要小,目的是要获得以下效果: 1.模穴注不久, 浇口即冷结. 2.除水口简易. 3.除水口完毕,仅留下少许痕迹 4.使多个模穴的填料较易控制. 5.减少填料过多现象. 1.3.1 设计浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑: 1. 浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失. 2. 浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道中央,而它的横切面应尽可能成圆形.不过, 浇口的开关通常是由模件的开关来决定的. 1.3.2浇口尺寸浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口最佳尺寸: 1.胶料流动特性 2.模件之厚薄 3.注入模腔的胶料量 4.熔解温度 5.工模温度 1.3.3 决定浇口位置时,应紧守下列原则 : 1.注入模穴各部份的胶料应尽量平均. 2.注入工模的胶料,在注料过程的各阶段,都应保持统一而稳定的流动前线. 3.应考虑可能出现焊痕,气泡,凹穴,虚位,射胶不足及喷胶等情况. 4.应尽量使除水口操作容易进行,最好是自动操作. 5. 浇口的位置应与各方面配合。
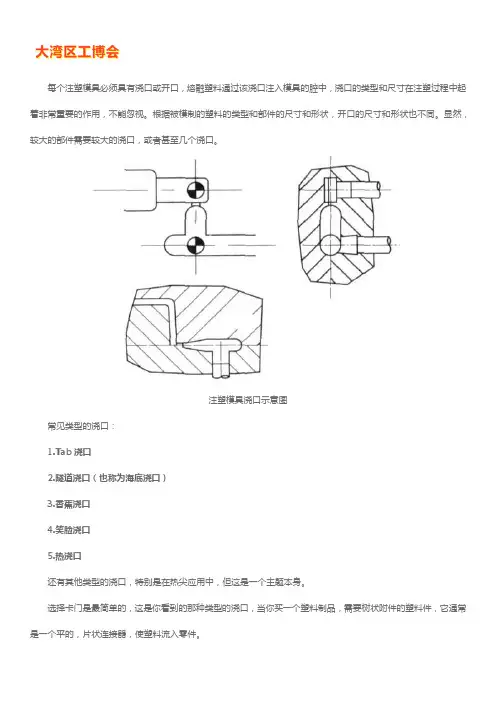
每个注塑模具必须具有浇口或开口,熔融塑料通过该浇口注入模具的腔中,浇口的类型和尺寸在注塑过程中起着非常重要的作用,不能忽视。
根据被模制的塑料的类型和部件的尺寸和形状,开口的尺寸和形状也不同。
显然,较大的部件需要较大的浇口,或者甚至几个浇口。
注塑模具浇口示意图常见类型的浇口:1.Tab浇口2.隧道浇口(也称为海底浇口)3.香蕉浇口4.笑脸浇口5.热浇口还有其他类型的浇口,特别是在热尖应用中,但这是一个主题本身。
选择卡门是最简单的,这是你看到的那种类型的浇口,当你买一个塑料制品,需要树状附件的塑料件,它通常是一个平的,片状连接器,使塑料流入零件。
隧道或海底闸浇口更复杂,并且需要更高程度的技能来添加到注塑模具中。
这种类型的开口是一个锥体,添加在零件的表面下,因此名称:潜艇门。
它也有隧道的外观,当没有很多证据表明门留在部件上时使用,这被称为门痕。
它也用于高生产模具,其中一切都是自动化的,并且零件必须从门上脱离以便分离和包装。
笑脸浇口是所谓的,因为当你看着它,它就像一个微笑,这更难以加工,并且用于在塑料部件的底部添加门。
它像一个隧道门,除了底部被切掉,或被截断,这使得浇口可以在塑料部件的底部。
笑脸开口也用于高生产应用中,其中为了自动化的目的,部件必须从门中脱离。
香蕉浇口是一个新奇,但非常有用。
当在塑料部件上没有门的痕迹时,使用这些门,它像一个隧道门,但弯曲,像一个香蕉,所以它可以到达下面的部分,并允许塑料被注入零件的隐藏区域。
总结:在塑料注塑模具制造中使用的浇口的尺寸、类型和位置对塑料部件的质量以及其生产速度有显着的影响,盖茨在定制注塑成型的自动化中发挥了重要作用。
注塑模具进胶口类型与适用材料对应表一、注塑模具的进胶口类型1. 直接进胶口2. 锥形进胶口3. 环形进胶口4. 立式进胶口5. 侧式进胶口二、注塑模具适用材料对应表1. 聚乙烯(PE):直接进胶口2. 聚丙烯(PP):锥形进胶口3. 聚苯乙烯(PS):环形进胶口4. 聚氯乙烯(PVC):立式进胶口5. 聚酯树脂(PET):侧式进胶口---注塑模具进胶口类型与适用材料对应表在注塑模具的设计和制造中,进胶口类型与适用材料是两个非常重要的因素。
不同类型的进胶口适用于不同的材料,而材料的选择也会影响到进胶口的设计。
本文将针对注塑模具的进胶口类型与适用材料进行全面评估,并根据这些信息撰写一篇有价值的文章。
让我们来了解一下注塑模具的进胶口类型。
根据实际的生产需求和注塑工艺的要求,注塑模具的进胶口可以分为直接进胶口、锥形进胶口、环形进胶口、立式进胶口和侧式进胶口等几种类型。
每种类型的进胶口都有其适用的材料和特点,因此在模具设计和制造过程中需要根据具体情况进行选择。
接下来,让我们来看看注塑模具适用材料对应表。
不同的注塑材料对应着不同的进胶口类型,这是由于材料的性质和流动特点决定的。
通常情况下,聚乙烯(PE)适合直接进胶口,聚丙烯(PP)适合锥形进胶口,聚苯乙烯(PS)适合环形进胶口,聚氯乙烯(PVC)适合立式进胶口,聚酯树脂(PET)适合侧式进胶口。
当然,具体的材料选择还需要考虑到产品的结构和要求,以及生产的实际情况。
总结回顾,注塑模具的进胶口类型与适用材料之间存在着密切的通联。
在实际的生产过程中,我们需要根据产品的要求和材料的特性来选择合适的进胶口类型,以确保产品的质量和生产效率。
不同进胶口类型的选择也会对模具的设计和制造产生影响,因此需要在整个注塑模具设计和制造过程中加以考虑。
对于这个主题,我个人的理解是,注塑模具的进胶口类型与适用材料是相互影响的,需要综合考虑产品要求、材料特性和生产效率等因素。
只有在全面评估的基础上,才能够选择合适的进胶口类型和适用材料,从而保证产品质量和生产效率。
1、盘形浇口: 沿产品外圆周而扩展进料,其进料点对称,充模均匀,能消除结合线.有利于排气.水口常用冲切方式去除,设计时注意冲切工艺.
2.扇形浇口: 从分流道到模腔方向逐渐放大呈扇形,适用于长条或扁平而薄之产品,可减少流纹和定向应力.扇形角度由产品形状决定,浇口横面积不可大于流道断面积.
3.环形浇口: 沿产品整个外圆周扩展进胶,它能使塑料绕型芯均匀充模,排气良好,减少结合线.但浇口切除困难,它适用于薄壁长管状产品.
4.点浇口: 是一种截面积小如针状之浇口,一般用于流动较好之塑料,其浇口长度一般不超过其直径,所以脱模后浇口自动切断,不须再修正.而浇口残痕不明显.在箱罩,盒壳体及大面积产品中应用相当广泛,它可以使模具增加一个分模面,便于水口脱模.其缺点是因进浇口较小易造成压力损耗,成型时产生一些不良(流痕,烧焦,黑点)其形状有菱形,单点形,双点形,多点形等.
5.侧浇口: 一般开设在模具一边,分模面上由内侧或外侧进胶,截面多为矩形,适用于一模多穴.
6.直接浇口: 直接由主流道进入模腔,适用于单穴深腔壳形,箱形模具.其流道流程短,压力损失少,有利于排气,但浇口去除不便,会留明显痕迹7.潜伏浇口: 其浇口呈倾斜状潜伏在分模面一方,在产品侧面或里面进胶脱模时可自动切断针点浇口,适用自动化生产.。