三板模基本结构
- 格式:ppt
- 大小:1.97 MB
- 文档页数:21
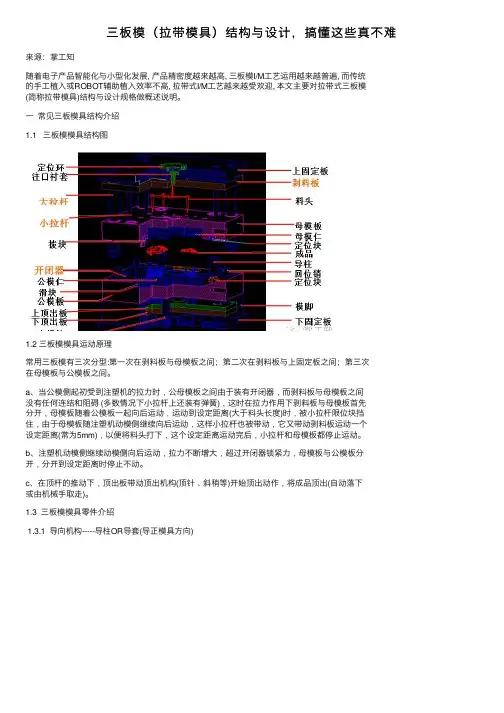
三板模(拉带模具)结构与设计,搞懂这些真不难来源:掌⼯知随着电⼦产品智能化与⼩型化发展, 产品精密度越来越⾼, 三板模I/M⼯艺运⽤越来越普遍, ⽽传统的⼿⼯植⼊或ROBOT辅助植⼊效率不⾼, 拉带式I/M⼯艺越来越受欢迎, 本⽂主要对拉带式三板模(简称拉带模具)结构与设计规格做概述说明。
⼀常见三板模具结构介绍1.1 三板模模具结构图1.2 三板模模具运动原理常⽤三板模有三次分型:第⼀次在剥料板与母模板之间;第⼆次在剥料板与上固定板之间;第三次在母模板与公模板之间。
a、当公模侧起初受到注塑机的拉⼒时﹐公母模板之间由于装有开闭器﹐⽽剥料板与母模板之间没有任何连结和阻碍 (多数情况下⼩拉杆上还装有弹簧)﹐这时在拉⼒作⽤下剥料板与母模板⾸先分开﹐母模板随着公模板⼀起向后运动﹐运动到设定距离(⼤于料头长度)时﹐被⼩拉杆限位块挡住﹐由于母模板随注塑机动模侧继续向后运动﹐这样⼩拉杆也被带动﹐它⼜带动剥料板运动⼀个设定距离(常为5mm)﹐以便将料头打下﹐这个设定距离运动完后﹐⼩拉杆和母模板都停⽌运动。
b、注塑机动模侧继续动模侧向后运动﹐拉⼒不断增⼤﹐超过开闭器锁紧⼒﹐母模板与公模板分开﹐分开到设定距离时停⽌不动。
c、在顶杆的推动下﹐顶出板带动顶出机构(顶针﹑斜稍等)开始顶出动作﹐将成品顶出(⾃动落下或由机械⼿取⾛)。
1.3 三板模模具零件介绍1.3.1 导向机构-----导柱OR导套(导正模具⽅向)1.3.2 定位机构-----定位块OR定位柱(精确定位模具相对位置)1.3.3 注塑引流系统-----引料接头(将熔融塑料从机台导流⾄模腔)材质⼀般使⽤硬度较⾼的SKD61或HRC51~531.3.4 开闭器系统-----塑性开闭器&刚性开闭器&磁性开闭器(依顺序延迟开模)1.3.5 定距拉杆系统-----定距拉杆及拉板(限制开模距离)⼆拉带模具导⼊条件2.1 拉带I/M模具端⼦基本要求2.1.1 料带端⼦间Pitch应使产品之间有⾜够空间(a >1.5),以保证模仁强度(如图)2.1.2 料带Pitch孔设计可符合现有模座及拉带机构设计标准 (如图)A:料带Pitch孔Φ1.30 +/-0.02﹔ B:Pitch距 a=5.00﹔ C:料带宽度 c >3.502.1.2 料带端⼦有梳⼦&封胶位的位置 (如图)A:端⼦封胶尺⼨宽度保证+/-0.02公差管控﹔B:模具有梳⼦的位置﹐端⼦位置度0.062.2 拉带I/M产品的基本要求A.产品⾁厚,不⼩于0.25B.封胶占位符0.40。

模具基本結構簡介之三板模1. 介绍在模具制造中,使用三板模是非常常见的一种模具形式。
三板模是由上模板、下模板和侧模板组成的,其中上模板和下模板通常用于形成模具内部的空腔,而侧模板则用于固定和定位上下模板。
本文将详细介绍三板模的基本结构和工作原理。
2. 上模板上模板是三板模中的一个关键部分,其主要作用是形成模具内部的空腔。
上模板通常由高强度的金属材料制成,如钢材。
在制造上模板时,通常需要经历下列工序:•材料选择:选择适合的金属材料,常用的有P20、H13等;•加工:根据设计要求,进行铣削、镟削、磨削等加工工艺;•加工表面:通过研磨等方法使上模板表面光滑度更高;•热处理:采用淬火、回火等热处理工艺提高材料的硬度和强度;•组装:将上模板与其他模具部件组装在一起。
上模板的设计需要考虑产品形状、尺寸和生产工艺等因素,以满足模具的使用要求。
3. 下模板下模板是三板模中另一个重要组成部分,其主要作用是提供模具内部空腔的下半部分。
下模板与上模板紧密配合,共同形成模具的工作空间。
下模板通常也是由高强度金属材料制成,制造工艺与上模板类似。
下模板与上模板、侧模板和模具座等部件一起组成了一个完整的模具系统。
下模板的设计需要考虑模具的定位槽、导柱、导套等结构,以确保模具的定位精度和稳定性。
侧模板是三板模中的一个重要组成部分,其主要作用是固定和定位上模板和下模板。
侧模板通常由金属材料制成,具有较高的刚性和稳定性。
在制造侧模板时,需要考虑到以下方面:•加工精度:侧模板的加工精度需要保证模具的定位精度,以便正确装配上下模板;•耐磨性:侧模板需要具备一定的耐磨性,以应对模具长时间使用时的摩擦和磨损;•安装便捷性:侧模板的安装需要方便快捷,以提高模具的装配效率。
侧模板与上模板和下模板之间通常通过螺栓、导柱等连接方式进行固定。
使用三板模进行模具工作时,需要按照以下步骤进行:1.安装侧模板:先将侧模板固定在适当的位置,确保与上模板和下模板的配合精度。
模具基本结构简介之三板模引言三板模是一种常见的模具结构,广泛应用于各个行业中的注塑和压铸加工。
本文将对三板模的基本结构进行简介,并介绍其主要组成部分和工作原理。
一. 三板模的定义和特点三板模是一种由上模板、下模板和动模板组成的模具结构。
其特点如下: - 可以同时生产多个零件, 提高生产效率; - 适用于大批量和中小批量生产; - 适用于复杂零件的加工。
二. 三板模的主要组成部分三板模由以下几个主要组成部分构成:1.上模板(或称为固模板):–通常由坚硬材料制成,如钢材等;–上模板是整个模具的基础,用于保持模具的形状和稳定模具结构;–上模板上的凹模是由客户的设计图纸确定的;–上模板上通常有导柱,用于引导动模板;–上模板上的定位销用于保持模具的定位。
2.下模板(或称为浮动模板):–通常也是由坚硬材料制成;–下模板上的凸模是由客户的设计图纸确定的;–下模板通过导簧与上模板连接,可以在一定范围内浮动;–下模板上的排气通道用于排除注塑过程中产生的气体。
3.动模板(或称为活动模板):–通常由钢材制成;–动模板具有移动的功能,用于打开和关闭模具;–动模板上有定位孔,用于和上模板上的定位销配合;–动模板上的顶针用于从模具中推出制件。
4.模腔(Cavity):–模腔是三板模中用于成型物体的部分;–模腔的形状和尺寸由客户的设计图纸确定;–模腔通常位于上模板和下模板之间,可以通过动模板的打开和闭合进行物体的注塑或压铸。
三. 三板模的工作原理三板模的工作原理相对简单,主要包括以下几个步骤:1.首先,上模板和下模板在被动模板固定以后,固定在注塑机或压铸机上。
2.然后,在模具关闭状态下,动模板位于上模板和下模板之间。
3.当需要注塑或压铸时,注塑机或压铸机将熔融的塑料或金属物质注入模腔。
4.动模板打开,使得模具中的制件可以被推出。
5.最后,动模板关闭,上模板和下模板再次接合,准备下一次注塑或压铸。
四. 三板模的应用领域三板模广泛应用于各个行业中,特别是注塑和压铸加工领域。
三板模工作原理
三板模是一种常用于塑料注塑成型的模具,其工作原理如下:
一、注塑过程
1. 模具关闭:在注塑过程中,模具的两个板子会合并在一起,形成一个密闭的空间。
2. 注塑料进入模具:注塑机会将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 模具开启:模具的两个板子分开,取出成型的产品。
二、三板模的结构
三板模由三个板子组成:动模板、固定模板和中间板。
其中,动模板和固定模板分别固定在注塑机的移动板和固定板上,中间板则位于两个模板之间。
三、三板模的工作原理
1. 模具关闭:动模板和中间板同时向固定模板移动,形成一个密闭的空间。
2. 注塑料进入模具:注塑机将熔化的塑料注入模具中,填满模具的空间。
3. 塑料冷却:塑料在模具中冷却,变硬成型。
4. 中间板移动:当塑料冷却成型后,中间板向下移动,将成型的产品从动模板上推出。
5. 模具开启:动模板和中间板同时向上移动,将固定模板上的残留塑料推出,准备进行下一次注塑。
三板模具的优点是结构简单,易于制造和维修,适用于大批量生产。
同时,三板模具的使用寿命较长,能够生产出高质量的产品。
模具基本结构简介之三板模主讲:吴会清三板模或细水口模(3 PLATE MOLD,PIN-POINT GATE MOLD)有两个分型面将模具分成三部分,比两板模增加了浇口板,适用于制品的四周不准有浇口痕迹的场合,这种模具采用点浇口,所以叫细水口模,这种模具相应复杂些,启动用山打螺丝或拉板。
三板模(小水口DC type)结构形式大拉杆上固定板剥料板母模板导柱公模板垫块复位杆顶针固定板顶针推板下固定板顶板导柱三板模(小水口DC type)运动过程典型的三板模(小水口DC type)运动过程:开模过程:三板模有两次分型,第一次在剥料板与母模板之间,第二次在母模板与公模板之间1.当公模侧起初受到注塑机的拉力时,公母模板之间由于装有开闭器,而剥料板与母模板之间没有任何连结和阻碍,(多数情况下小拉杆上还装有弹簧)这时在拉力作用下剥料板与母模板首先分开,母模板随着公模板一起向后运动,运动到设定距离时,被小拉杆限位块挡住,由于母模板随注塑机继续向后运动,这样小拉杆也被带动,它又带动剥料板运动一个设定距离,以便将料头打下.个设定距离运动完后,小拉杆和母模板都停止运动.2.注塑机继续向后运动,拉力不断增大,超过开闭器锁紧力.母模板与公模板分开.分开到设定距离时停止不动.3.在脊杆地推动下,顶出板带动顶出机构(顶针,顶杆,斜稍etc)开始顶出运动,将成品顶出(自动落下或由机械手取走)合模过程:当顶出板上有拉回机构时,在合模前,顶出板被注塑机强制拉回.(1)在注塑机地推动下,公模侧向母模侧运动,若顶出板没有被预先拉回,RP最先接触母模板,在反作用力下,顶出板在RP的带动下回位.(2)公模板压向母模板和剥料板,最后完全合紧,注塑机上的喷嘴与模具上的注口衬套密合,开始注塑.这样就完成塑料模具的整个运动周期.三板模设计小拉杆设计方法A:直径确定300×300以下Φ16300→450 Φ20450→600 Φ25600以上Φ30B:通常取四支两支,注意是否影响料头取出位置C:小拉杆行程=料头总长+20~35mmD:注意小拉杆上端T形套安装时需加装弹簧垫圈E:在剥料板与母模板间加弹簧, 弹簧行程取20左右.大拉杆设计方法A:大拉杆直径计算B:大拉杆位置D1=大拉杆直径+5mmC.大拉杆行程=小拉杆行程+剥料头行程(8mm)+安全值(2mm)D. 400以下的模座可以不需要GP﹐上固定板的厚度一般为LP的直径的1.5倍。