双进双出钢球磨煤机优化运行
- 格式:doc
- 大小:484.50 KB
- 文档页数:5
双进双出磨煤机的结构与优化运行调整的开题报告一、课题背景及意义:随着我国工业化进程的加快,煤作为一种重要的能源资源,在国民经济中占有重要地位。
磨煤机作为煤粉制备的核心设备,具有对生产能力、煤粉品质等方面起着决定性影响的作用。
因此,提高磨煤机的生产效率和煤粉品质成为了当前亟需解决的问题。
同样,在磨煤机的结构设计和运行调整方面存在大量的技术问题亟待解决。
双进双出磨煤机是目前应用较广泛的一种磨煤机结构,也是制备高品质煤粉的主要设备之一。
本课题旨在结合该类型磨煤机的结构特点进行分析和优化设计,并对运行调整中可能存在的问题进行探讨,提高磨煤机的生产效率和煤粉品质,具有一定的理论和实践意义。
二、研究内容:1. 双进双出磨煤机的结构分析与优化设计通过对双进双出磨煤机的工作原理、结构和影响因素等进行分析,针对存在的问题进行结构优化设计,比如采用新型磨辊、调整磨轮间隙、改进内部风道结构等,提高煤粉细度和产量。
2. 双进双出磨煤机的运行调整在磨煤机的运行中,存在着多种因素会影响其生产效率和煤粉品质。
本项目采用多种方法对磨煤机进行调整,如调整磨轮转速、进出料流量、磨煤机内部风量等,以提高煤粉品质和降低能耗。
三、研究方法:本项目采用的研究方法包括文献综述法、理论分析法、实验方法等,具体如下:1. 文献综述法通过调研相关文献和资料,了解磨煤机的发展历程、工作原理、主要结构和优化方向等,为后续的理论与实验研究提供基础资料。
2. 理论分析法通过建立数学模型,对磨煤机内部煤粉流场、压力分布等进行分析,以优化磨煤机的内部设计和提高生产效率。
3. 实验方法通过实验手段,对磨煤机进行性能测试和优化,从而指导磨煤机的最优工作状态和运行调整。
四、预期成果:本项目的预期成果主要包括:1. 双进双出磨煤机结构优化设计方案;2. 磨煤机的性能测试结果分析,并提出优化调整建议;3. 理论研究成果,包括磨煤机内部流场、压力分布等方面的分析结果;4. 学术论文和专利申请等相关成果产出。
发电运维Power Operation灵活性安全经济运行华能湖南岳阳发电有限责任公司钟世有王磊袁旭摘要:进行了双进双出钢球磨煤机直吹式制粉系统分析,旨在通过本次研究内容的展开,为双进双出钢球磨煤机直吹式制粉系统运行效益增长、安全性提升起到促进作用。
关键词:双进双出;钢球磨煤机;制粉系统厂生产过程中,双进双出钢球磨煤机直[—电吹式制粉系统,属于电厂中电能消耗量最大的构成部分,几乎占比整个电厂整体用电量的20%,其在构成组件上主要以钢球煤机和给煤机两大设备构成。
但目前此系统在运行期间仍存在较多的安全性问题,同时在运行期间的系统生产效益也具有较大的提升空间,导致系统运行经济性下降。
华能岳阳电厂是湖南电网装机容量最大的火力发电厂。
投产初期制粉系统耗电率较高,制粉单耗一度超过32kWh/t,高于国内同类机组平均水平。
在近年的运行中深挖制粉系统节能潜力,运行维护水平不断提高,制粉单耗降低到26kWh/t左右,实现了双进双出钢球磨煤机直吹式制粉系统的灵活性提升,且在安全经济运行方面也取得初步成效。
1双进双出钢球磨煤机1.1制粉研磨原理双进双出钢球磨煤机由两个完全对称的回路组成,原煤通过变频起重式给煤机送入落煤管中,再由螺旋输送装置的旋转运动将煤送入至磨煤机内。
图1双进双出钢球磨煤机系统简图待原煤被磨煤机磨粉干燥后,由风、粉气流按原煤落入磨煤机的反方向将煤粉带出球磨机进入煤粉分离器进行分离,煤粉经过分离后,颗粒符合标准的通过分离器出口经煤粉管道送至燃烧器,而颗粒较大的则落入中口轴重新进入研磨机再次研磨。
1.2磨煤机钢球最佳装载量在双进双出钢球磨煤机直吹式制粉系统构成中,磨煤机的钢球装载量变化对于钢球磨筒之内的空间变化具有很大影响,同时其也会影响到钢球磨制煤粉的作业效率|1]。
相关理论研究显示,磨煤机与钢球量之间出力比率呈0.6次方正比关系,功率比率呈0.9次方正比关系,在此理论基础之上,一旦钢球装载量数值高于最适宜参数值,那么设备的出力增力会低于设备功率所消耗的增加数值,但此时设备的实际制粉单耗却会出现增加的状况|2]。
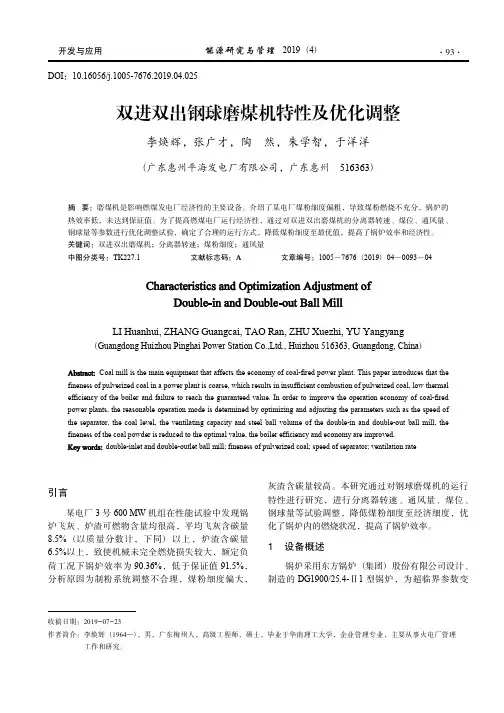
双进双出钢球磨煤机双可调式动静态分离器的优化试验研究发布时间:2022-12-23T06:55:26.548Z 来源:《工程建设标准化》2022年16期作者:李洋夏辉易晓坚陈超[导读] 本文分析了双进双出钢球磨煤机可调式动静态分离器的结构和工作原理李洋夏辉易晓坚陈超中国能源建设集团华中电力试验研究院有限公司 410000摘要:本文分析了双进双出钢球磨煤机可调式动静态分离器的结构和工作原理,并对湖南省某电厂双进双出钢球磨动静态分离器进行了试验研究,在不同动态分离器转速、不同静态分离器折向挡板开度、不同磨煤机出力以及不同料位情况下进行分析,通过对试验数据的整理分析得到,在机组安全稳定运行的基础上,考虑到燃烧的经济性和燃烧效率,动态分离器转速维持在900~1000rpm,静态分离器折向挡板维持在25~30%,磨煤机出力维持在50t/h,磨煤机料位在1000Pa时,机组的经济效益最好。
关键词:磨煤机;动静态分离器;煤粉细度;试验研究Abstract: This paper analyzes the structure and working principle of the adjustable dynamic and static separator of the double inlet and double outlet ball mill, and conducts an experimental study on the dynamic and static separator of the double inlet and double outlet ball mill in a power plant in Hunan Province. The analysis is carried out under the conditions of different dynamic separator speeds, different static separator baffle openings, different mill outputs and different material levels, On the basis of safe and stable operation of the unit, considering the economy of combustion and combustion efficiency, the rotating speed of dynamic separator is maintained at 900~1000rpm, the bending baffle of static separator is maintained at 25~30%, the output of coal mill is maintained at 50t/h, and the economic benefit of the unit is the best when the level of coal mill is 1000Pa. Keywords: Coal mill; Dynamic and static separator; Pulverized coal fineness; Experimental study 0 引言双进双出钢球磨煤机作为火电厂制粉系统的重要设施,具有广泛的适用性,可以磨挥发分低、硬度高的煤种。
【设备调试】双进双出钢球磨煤机调试操作规范及使用要求一、双进双出磨煤机调试操作规范及使用要求1.试运行前的准备1.1 目视检查:在启动磨机之前必须作的一般性检查如下:1)所有零件都装配好,无重要装置丢失,这样磨机才能安全启动。
2)无明显破损发生,所有设备都处良好状态3)安装过程中无错误,否则应重新安装。
所有部分都按设计说明进行安装,安装过程中疑问都已排除,缺陷已消除。
4)无其他杂物(如工具、铁屑、木屑)留在设备里。
5)所有旋转或运动部件均已设置安全罩(栏),如缺少都已补齐。
6)所有人员处于安全位置。
1.2 管路检查运行前,所有管路都要检查和准备好:1)对所有闸门进行检验(转动,开、关),然后把闸门按工作状态时的要求设在开或关的位置。
2)所有辅助设施(如油、水、压缩空气、蒸汽)都具备,检验它们的性能(温度、压力、流量)合格。
3)调节减压器,使压力达到正确的压力值。
4)把所有管路检查一下是否接好(包括水、油、压缩空气、蒸汽)。
1.3 电气和仪表检查对电气和仪表设备按下列要求,进行一般性检查:1)对所有接线进行检查(包括电源,控制和仪表)。
2)所有电缆都设置好,并带有套管,符合安全要求。
3)需要接地的用电设备已按规定接地。
4)尽可能对仪表(如流量开关、压力开关等)作操作检查。
5)所有接线盒和控制箱都应打开检查。
6)检查所有联锁关系及联锁保护装置,对所有方案进行测试。
7)把电动机与设备脱开,进行空转,检查电流和旋转方向。
8)记录电动机空转时的电能消耗。
1.4 机械检查首先检查主要设备及辅助设备的基础螺栓的牢固性。
传动装置必须检验,如必要,拆开联轴器,检查其同轴度。
大齿轮和齿轮罩间隙适当。
1.5 润滑油和脂的填加检验所有润滑管路是否干净。
设备需要润滑油的牌号和用量详见附表。
已经填加润滑油和脂,管路已经清洗过。
1.6 手动检查许多设备应用手转动,检查其有无干涉或转动不灵活现象。
2.磨机试运转为了能进行试运转操作,应把联锁装置断开。
026㊀河南电力2019年增刊双进双出钢球磨煤机运行优化李向阳,何中吉,宁慧莉(郑州裕中能源有限责任公司,河南㊀新密㊀452375)作者简介:李向阳(1973-),男,本科,工程师,从事电厂热能动力生产技术管理工作㊂摘㊀要:本文针对郑州裕中能源有限责任公司百万机组双进双出钢球磨煤机使用经济球改造后料位问题进行了分析,并提出应定期加球,维持磨煤机电流在116~118A 之间,同时保持高料位运行方式,最终实现减磨运行,减少设备磨损,实现总体节能效果㊂关键词:双进双出钢球磨煤机;差压料位建立;高料位运行;节能;绞龙衬板磨损;运行优化中图分类号:TK284.3㊀㊀㊀㊀文献标识码:B㊀㊀㊀㊀文章编号:411441(2019)01-0026-030㊀引言郑州裕中能源有限责任公司2ˑ1030MW 机组的制粉系统采用的是沈阳重型机械厂制造的MGS4360直吹式双进双出钢球磨系统,每台机组配置6台磨煤机㊂磨煤机出力不足和磨煤机差压料位异常在一段时间内困扰着我们㊂1㊀我公司双进双出磨煤机系统运行状况我公司MGS4360直吹式双进双出钢球磨系统,系统运行三年时间,系统运行稳定,差压料位一般能控制在400~900Pa 的范围,6台磨煤机运行,能够满足机组带满负荷运行㊂2016年至2017年期间,出现6台磨运行带负荷困难的情况,各台磨煤机的容量风门几乎全开,一次风机电流也较以往偏高,磨煤机差压料位显示偏低,差压料位显示失效㊂机组在2015年期间分别进行了磨煤机改经济球运行,改造初期差压料位一般维持在400~550Pa,差压料位随给煤量的增加会有小幅的变化㊂2016年至2017年期间,所有磨煤机差压料位全部失效,显示值在240~450之间㊂通过对差压料位取样装置的检修,机组启动后差压料位仍不正常,具体表现情况如下:差压料位一般在350~450Pa 之间,且驱动端和非驱动端两侧差压料位趋势基本一致;在容量风和一次风压不变的情况下,增加给煤量,磨出口温度出现下降,差压料位未见明显变化,部分磨煤机差压料位一直显示偏低在240~280Pa,但在其他参数不变的情况下,低负荷降低一次风压时,差压料位出现上升;差压料位一般会随着容量风门的增加而增加,维持30~50分钟,电耳料位会持续下降㊂2㊀磨煤机节能采用经济球的利弊分析2.1㊀磨煤机节能采用经济球配比我公司双进双出钢球磨MGS4360设计的钢球规格ϕ30㊁ϕ40㊁ϕ50,钢球配比(质量比)为ϕ30ʒϕ40ʒϕ50=1ʒ1ʒ1,差压料位一般控制在400~900Pa 的范围㊂2015年先后进行了磨煤机钢球改造,改造原因为钢球磨损率高,装球量大,磨煤机运行电流高达140~160A㊂磨煤机节能钢球优化,将钢球逐步更换耐磨高铬钢球,在第一次大小球配比后,后期仅添加ϕ60和ϕ50的高铬钢球㊂磨煤机电流降低至106A,钢球装载量明显减少,原先空磨时钢球量基本在差压料位的下探针下30~50mm 处,现空磨时钢球量基本在差压料位的下探针下120~150mm 处,差压料位的参考点相对上移,导致检测线性改变㊂改球后差压料位一般只能控制在400~500Pa,随着给煤量的变化料位变化幅度较小㊂随着时间的推移,磨煤机内部衬板的磨损导致携带钢球能力下降,加上磨内钢球磨损配比的失调,逐渐表现为差压料位无法正常监视㊂2.2㊀改经济球运行的利弊分析磨煤机改经济球的优点表现在以下两个方面:一是磨煤机电流明显下降,厂用电率降低;二是钢球消耗量降低,钢球采购费用下降㊂磨煤机改经济球的不利则表现在以下几个方面:一是钢球装球量下降,导致差压料位的参考点相对上移,现有差压料位不能适应改球运行工况,差压料位无法正常显示;二是高铬钢球的硬度较大,间接加速磨煤机衬板的磨损,检修DOI:10.19755/ki.hnep.2019.s1.0072019年增刊李向阳,等:双进双出钢球磨煤机运行优化027㊀期间发现磨煤机衬板较为严重;三是一次风压和分离器回粉量的增加,间接加速绞龙㊁管道以及热工检测元件磨损㊂绞龙磨损情况如图1㊂图1㊀磨煤机绞龙磨损图片㊀3㊀磨煤机优化运行浅析3.1㊀工作机理正常情况下,磨煤机在转动的过程中,靠近筒体中心的直径较小的钢球泻落对原煤进行剥离和研磨,靠近筒体衬板直径较大的钢球抛落运动破碎煤块,以及钢球之间相互挤压和碾磨运动,通过容量风的对冲在磨煤机腔体内形成<90μm 的煤粉浓度㊂通过差压测量这一浓度,即常说的磨煤机料位,磨煤机差压料位测量实际代表的筒体内煤粉的浓度㊂双进双出钢球磨的运行特点就是筒体可以看做流动的粉仓,具备一定的储粉能力,利用容量风门的快速响应满足负荷变动的要求,原煤进入磨煤机到磨制成粉需要10~35分钟的滞后㊂当磨煤机内煤粉浓度偏低时,为满足升负荷要求,控制系统会开大负荷风门和提高一次风量,较大的煤粉颗粒会被带起经分离器会再次回落至磨煤机,或者会进入煤粉管路产生沉积,或者进入燃烧器形成不完全燃烧,产生飞灰磨损和燃烧损失㊂磨煤机钢球装载量过少或者大小球比例失调,都会影响煤粉的磨制能力,导致磨煤机出力不足㊂磨出力不足,控制系统会开大容量风门,提高一次风量,大的风量夹带大颗粒煤粉,也会加速制粉系统设备及管路的磨损㊂磨煤机钢球装载量过多,则会增加耗电量㊂3.2㊀运行调整试验参数对比在改经济球运行的情况下,每台磨煤机电流均在106A 左右,增加给煤量,差压料位未见明显变化,电耳料位显示由60%提升75%,磨出力未见明显变化㊂通过实验,逐步增加钢球后,3A 磨煤机电流上升至127A,3C 磨煤机电流上升至117A,分别增加给煤量,先关小容量风门,建立初始料位,之后差压料位能够跟随给煤量的变化而变化,且增加给煤量后,差压料位可逐渐上升至850Pa 及以上,保持负荷不变的情况下,一次风机电流出现明显下降,容量风门开度也出现下降㊂分别进行多台磨煤机调整试验,均出现以上规律㊂说明适当增加钢球装载量,磨煤机差压料位能够恢复正常显示,且相应增加给煤量,磨煤机出力明显上升㊂两台机组相近负荷下相关参数见表1和表2㊂表1㊀#3㊁4机组参数对比机组负荷一次风机电流动叶开度主汽压一次风压MWA %MPa kPa #3832155.644.524.859.7#4834162.357.225.289.4表2㊀#3㊁4机组832MW 负荷磨煤机各参数一览磨运行电流差压料位容量风门入口风压单侧煤量备注APa %kPa t /h 3A 1274814.58.78拟停磨,最高料位9183B 113340508.830手动3C 11787044.78.732投自动,设定8603D 11225052.38.729手动3E 110300548.731手动3F 117860518.631投自动,设定8604A 11624044.57.516拟停磨,最高料位8704B 10844061.78.230手动4C11140075.47.930手动028㊀河南电力2019年增刊续表磨运行电流差压料位容量风门入口风压单侧煤量备注4D12442254.38.132投自动,设定4204E11043082.87.928手动4F10840085.28.128手动㊀㊀由表1㊁表2数据可以看出,两台机组的负荷基本一致,#3机组一次风机电流和动叶开度明显低于#4机组,而一次风机出口风压则明显高于#4机组,#3机组容量风门开度明显低于#4机组,两台机组的A磨煤机都在拟停运的过程中,#3机组的A磨明显接近空磨状态,#4机组的A磨则有一定的出力㊂#3机组的A㊁C㊁F磨已经加球运行,电流由原来的106A分别上升为127A㊁117A㊁117A,且A㊁C㊁F磨差压料位能够运行在800Pa以上㊂#4机组的A㊁D磨也加球运行,电流分别为116A㊁124A,虽当前差压料位没超过450Pa,原因为这两台磨实际给煤量偏低,未能建立料位,通过趋势观察A㊁D磨在增加给煤量的情况下差压料位也能够上升至800Pa以上㊂其它各台磨虽也适当加球,电流在116A以下,增加给煤量观察差压料位仍不能正常建立㊂以上数据分析表明,磨煤机增加钢球,电流在116A及以上,差压料位能够恢复800Pa以上,差压料位能够正常建立,而电流低于116A的磨煤机,增加给煤量观察,差压料位始终不能建立㊂增加钢球,对磨煤机的出力影响很大,当磨煤机电流上升至116A,基本能够满足出力要求,且差压料位反映灵敏,继续增加装球量,磨出力增加不明显,电流增大反而会影响磨煤机制粉单耗㊂增加钢球,磨煤机电流变化较大,而单纯增加给煤量和负荷风量,磨煤机的电流变化较小,最大约1.5A㊂4㊀浅析磨煤机优化运行方案节能增效和优化设备运行是我公司提高自身竞争能力的重要措施,针对我公司直吹式双进双出钢球磨系统,通过实验对比分析,建议采用如下优化运行措施:(1)仍采用耐磨钢球,适当增加钢球量,保证定期少量补充ϕ50和ϕ60钢球,维持磨煤机电流在116~118A之间,确保磨煤机钢球装载量和大小球配比适当,避免一味地减球运行,恢复磨煤机制粉出力;(2)确保磨煤机初始料位能够建立550Pa以上,尽量采用适当高料位运行,差压料位设定值控制在700~850Pa之间,适当增加磨筒体内煤粉的储量,也保证了钢球抛落的距离以及钢球和煤粉充分研磨,减少磨煤机钢球和衬板的直接摩擦和冲击,保证磨内一定的储粉量,提高机组适应负荷的快速性,同时减缓衬板的磨损㊂该优化运行方案带来的好处如下:(1)每台磨的出力上升,差压料位能够恢复正常,利于运行监控㊂(2)每台磨的出力上升,则可采用减少磨煤机运行台数运行方式,即在机组负荷750MW至900MW之间,可采用5台磨运行,在负荷600MW至750MW之间,可采用4台磨运行,这样虽然单台磨的电流较之前增加了10A,因磨煤机少煤运行和高负荷运行时的电流差别不大,实现减磨运行,磨煤机整体电耗减少约50A,相应节约电量约500kW/h,考虑一次风机电流减少因素,节能效果更加显著㊂(3)差压料位高位运行,机组适应负荷的快速性增强,同时减缓了衬板的磨损,煤粉浓度增加,分离器回粉量减少,煤粉细度增加,一次风量减少,也可有效减少绞龙以及风烟管道的磨损,同时减少飞灰不燃烧损失以及飞灰磨损㊂5㊀结论总之,通过以上运行优化,合理的控制双进双出磨煤机钢球装载量和大小球比例㊁合理控制磨煤机差压料位,既能减少制粉系统单耗,又能延长制粉系统设备使用寿命,从经济性和可靠性方面实现双赢㊂㊀㊀㊀㊀收稿日期:2017-06-30。
双进双出钢球磨煤机节能优化应用分析李寿添侯建辉发布时间:2023-08-04T09:33:44.791Z 来源:《当代电力文化》2023年10期作者:李寿添侯建辉[导读] 双进双出钢球磨煤机是火力发电站煤粉制备系统的主体设备,其作用是将一定尺寸的煤块干燥、破碎并磨制成煤粉以供给锅炉燃烧。
在国内发电厂中双进双出钢球磨煤机占各类磨煤机总量的60%以上。
然而双进双出钢球磨煤机的缺点也是显而易见的,如运行复杂、电耗高、噪音大、耗钢多、磨损多等,磨煤机节能改造的关键目的是综合解决磨煤机能耗高的问题。
本文就某厂双进双出钢球磨煤机的节能改造实例进行研究。
华润电力(贺州)有限公司广西贺州 542709摘要:双进双出钢球磨煤机是火力发电站煤粉制备系统的主体设备,其作用是将一定尺寸的煤块干燥、破碎并磨制成煤粉以供给锅炉燃烧。
在国内发电厂中双进双出钢球磨煤机占各类磨煤机总量的60%以上。
然而双进双出钢球磨煤机的缺点也是显而易见的,如运行复杂、电耗高、噪音大、耗钢多、磨损多等,磨煤机节能改造的关键目的是综合解决磨煤机能耗高的问题。
本文就某厂双进双出钢球磨煤机的节能改造实例进行研究。
关键词:钢球磨煤机;磨煤机;节能1简介某厂钢球磨煤机低速钢球磨煤机的主体是一个直径3.5m,长7m的筒体。
筒体内部安装有W型中铬波浪形衬板,作用是保护筒体内壁,不受物料和钢球的撞击而损坏,同时还可以通过不同的衬板形状,来调整筒体内磨矿介质的运动状态,帮助研磨介质更好的磨碎物料,加强研磨效率和磨碎效果。
当电机通过减速机,传动轴装置及大齿轮带动筒体转动时,筒体内的钢球在波浪形衬板带动下,依靠磨擦力和离心力的作用升到一定高度,然后由于自身重量下落将煤砸碎,同时,也靠钢球挤压和碾压作用将煤制成煤粉。
钢球在研磨煤粉的同时,也在损耗,当钢球磨损到¢20mm以下时,基本对原煤失去撞击、研磨功能。
失效钢球不能及时清除,就会降低磨煤机出力,并在研磨过程中被大钢球继续研磨成铁粉,使煤粉中含铁量增多,对锅炉燃烧系统和除渣系统有影响。
双进双出钢球磨的运行调整摘要:燃煤机组操作量最大的就是制粉系统,尤其是加减负荷时,操作量最大还比较频繁,调节不当会造成机组负荷波动较大,主再热气温波动大,甚至是受热面长时间超温,给机组带来很大的安全隐患,甚至是设备的损坏,为此本文浅谈了一些个人的理解和经验,以此借鉴。
关键词:频繁操作;波动大;超温1 设备和燃烧参数二单元2×600MW超临界机组配套锅炉为东方锅炉厂制造的超临界滑压运行直流锅炉,锅炉型号DG1900/25.4-Ⅱ1型,单炉膛,一次中间再热,平衡通风,尾部双烟道结构。
本锅炉固态排渣,全钢构架,全悬吊结构露天布置。
锅炉设计燃用晋北贫煤,磨煤机采用沈阳重型机械厂生产的MGS4366双进双出磨煤机,一次风机为动叶可调轴流式。
制粉系统配有五台沈阳重型机器厂引进法国ALSTOM公司的技术生产的MGS4366型双进双出钢球磨煤机,每台磨煤机设两台沈阳施道克EG2490型电子称重式给煤机,每台磨煤机出口分成四根煤粉管道与煤燃烧器相连。
煤燃烧器共有五层,前墙三层、后墙两层,形成非对称的对冲燃烧。
其中A(后下)层燃烧器具有少油点火功能。
燃烧系统设计采用分级燃烧和浓淡燃烧等技术,可有效降低NOX排放量和降低锅炉最低稳燃负荷。
2 制粉原理煤作为锅炉燃烧的主要能源,磨的煤粉主要是靠研碎、钢球与煤的碰撞的作用下来粉碎的,利用磨筒的滚动,将钢球带到一定的高度,通过落下的钢球对煤的撞击以及钢球与钢球之间、钢球与滚筒衬板之间的研压而将其击碎。
煤粉的颗粒大小一般在0-1000um之间,以20-50um占绝大多数。
煤粉颗粒形状不规则,这和煤种和制粉系统有关。
一般用煤粉细度来衡量这些煤粉的颗粒度大小,煤粉过粗,在炉膛中不容易燃烧,增加不完全燃烧损失;粉煤过细,又会使制粉系统的电耗增加,减少磨煤机的使用寿命,所以,煤粉细度应合适。
风速过低会造成磨煤机出粉管处积粉,风速过快会增加制粉系统的磨损。
我厂二单元风速控制在18-25m/s,对应的风量为65-110t/h。
双进双出钢球磨煤机技术介绍一、双进双出钢球磨煤机和单进单出钢球磨之比较我厂的HP中速磨煤机在国内市场占有率达50%,为了扩大磨煤机市场占有率,于1995年引进了法国阿尔斯通公司双进双出钢球磨煤机全套制造技术。
双进双出钢球磨煤机因具有煤种适应广、自动化程度高、维护操作简便等特点,在八十年代被广泛使用于国外电厂制粉设备中,深受用户欢迎。
双进双出钢球磨煤机是单进单出钢球磨煤机基础上发展起来的一种新颖制粉设备,它具有烘干、粉磨、选粉、送粉等功能,通常被称为直吹式粉磨系统。
单进单出钢球磨煤机功能单一,只能做粉磨用,不能用于直吹,从粉磨系统来讲,它只是一个单机。
构成系统,它还需要配备储粉仓和输送设备等。
双进双出钢球磨煤机和单进单出钢球磨煤机的功能差异主要是由他们本身结构所决定的。
二、双进双出钢球磨煤机零部件组成及功能介绍1.混煤箱2.螺旋输送器预烘干作用。
热风和原煤在混煤箱内混合后起到烘干作用。
原煤通过螺旋推进器的中心管和中空管之间的下半部环形通道送入磨内,一次风从螺旋推进器中心管进入磨内,被磨成细粉的煤经螺旋推进器中心管与中空管之间的上半部环形通道被带出磨机筒体外进入分离器。
3.主轴承4.回转筒体5.分离器支承磨机筒体及自位作用(调心作用)。
原煤在筒体内被研磨和烘干。
被磨成细粉的煤在分离器内进行筛选,合格粉末被输送至燃烧器,不合格的煤返回至磨内。
6.传动系统其中主传动带动磨机旋转,使筒体内钢球对物料进行研磨。
慢传动主要用于磨机的启动和停机,另外它还用于检修。
7.隔音罩8.煤粉截止阀用于隔离噪音。
关闭制粉系统时,起到快速关闭作用。
起静压轴承及冷却作用。
测量磨内煤位。
测量磨内煤位。
9.主轴承润滑装置10.压差煤位一次测量仪表11.噪音煤位一次测量仪表12.加球装置实现向磨内不停机加球。
三、双进双出钢球磨煤机运行原理及控制方法1原煤通过速度自动控制的给煤机从料斗内卸下。
煤落入混煤箱内,经旁路风预烘干后由螺旋输送器的旋转运动使煤推入到磨机筒体内。
双进双出磨煤机的结构改进及优化作者:宗卫星谢世平来源:《环球市场》2017年第18期摘要:本文通过对北方重工集团电站公司生产的双进双出磨煤机进行说明,旨在为同类产品的优化设计中提供指导和借鉴的作用。
关键词:双进双出磨煤机结构改进及优化1 概述1.1 背景。
沈阳重型机器厂(现北方重工集团有限公司)于1988年三月从法国斯登工业公司(现阿尔斯通公司)引进了直燃式 BBD 双进双出筒式磨煤机,合同规定转让 BBD3448,BBD4060,BBD4760,BBD4772,四种规格制粉系统设备的全部设计,制造,检验和试验研究技术,以满足国内外100MW,200MW,300MW,600MW火力发电机组锅炉的需要。
1.2结构。
双进双出筒式磨煤机由分离器,筒体,传动系统,主轴承,密封风箱,螺旋输送装置等主要部分及电气,润滑(主轴承采用静压和动压联合润滑,大小齿轮采用干油喷雾润滑)等辅助部分组成。
该系列磨煤机还配有液压顶起装置,钢球充填装置,筛卸球装置,慢速驱动装置,电耳和压差装置(监控和控制筒内料位)。
1.3工作原理1.3.1原煤通过能自动控制速度的给煤机进入落煤管,靠重力的作用落入输送装置的下方,被旋转的绞笼送入磨煤机的筒体,旋转的筒体内装有一定量的钢球,把原煤研磨成煤粉。
1.3.2一次风通过磨煤机两侧的中空管进入磨机的筒体,对原煤和煤粉进行干燥,并将磨制好的煤粉通过绞笼体的环形通道输送到磨煤机上方的分离器中,不合格的粗煤粉返回筒体内重新粉磨,合格的细粉被送到锅炉的燃烧器进行燃烧。
1.3.3部分一次风(旁路风)进入混料箱,对原煤进行充分预干燥后进入磨煤机分离器,与入磨一次风混合,共同完成对煤粉的进一步干燥和输送。
1.4 特性。
双进双出钢球磨煤机的特点主要有:钢球为易损件,但能够不停机添加易损件;可连续作业,运行维护工作少;磨煤机检修维护费低,可跟随锅炉检修时更换螺旋叶片和筒体衬板。
螺旋叶片寿命为2~3年,筒体衬板寿命为6~8年;风煤比低。
双进双出钢球磨煤机系统的运行优化作者:陈敏来源:《现代企业文化·理论版》2008年第19期摘要:双进双出钢球磨煤机是电厂系统中广泛采用的一种制粉设备,它具有能耗低、生产效率高、研磨煤种范围广和不受异物影响等优点。
文章介绍了双进双出磨煤机的工作原理,分析了磨煤机结构参数、工作参数和煤粉性质对磨煤功率和磨煤出力的影响,对磨煤机结构和工作参数进行了优化。
关键词:双进双出钢球磨煤机;工作参数;工作原理双进双出磨煤机储存煤粉的能力大,调节负荷变化快,运行灵活,可实现半磨运行,研磨效率高,系统防爆能力强,适应煤种范围宽,具有良好的预干燥性能,响应锅炉负荷变化快,煤粉细度细,控制方式先进合理,自动化程度高,设备运行可靠性好,连续作业率高,适合磨制硬度高、磨蚀性强、高灰份和较高挥发份的煤种,有利于锅炉低氧燃烧和抗高温腐蚀,特别适合磨制高灰份、强腐蚀性煤种等特点,所以被广泛的采用。
但是目前我国在双进双出钢球磨煤机的应用和发展还存在较多问题,首先,引进的技术产品规格档距设置过大,缺少中间规格,在一定程度上限制了用户的选用,满足不了市场的实际需求。
其次,现有的产品能耗比己经不能满足目前市场的要求,许多设计参数并没有很好的匹配,结构参数和工作参数设计不太合理,单位出力的能耗过高,带来了资源的浪费,降低了产品的市场竞争力。
另外,引进技术产品中的部分主要部件及配套设备制造要求太高,我国尚不具备生产制造的条件,所以没有完全国产化,必须从国外进口,而进口部件的价格又十分昂贵,使整机价格较高,用户难以承受。
本文正是基于这样的现状在分析了双进双出钢球磨煤机工作原理的基础上提出了其系统的运行优化策略。
一、双进双出钢球磨煤机的工作原理简介双进双出钢球磨煤机的研磨原理与普通的单进单出钢球磨煤机相同,由两个相互对称并组合在一起的研磨系统组成,筒体两端均设有进料管和出料管。
原煤通过自动控制给煤速度的给煤机,经过给煤管进入磨煤机两端的进料管,借助于螺旋输送装置,将原煤送入旋转的筒体内,由自由泻落和抛落的钢球对筒体内的原煤进行冲击和研磨,煤被磨碎形成煤粉。
双进双出钢球磨煤机优化技术应用研究作者:焦建广来源:《科技风》2016年第13期摘要:双进双出的钢球磨煤机优化技术是一件较为复杂的工艺,在应用的时候具有耗能低和生产效率高的优点,在电力范围内有广泛的应用,尤其是适合在锅炉低氧燃烧以及抗高温腐蚀的电厂,为了利用煤炭发电解决我国的资源紧张的状况,合理的利用煤炭资源,我国的电厂已经加强了技术装备,降低了发电的成本,由此本文阐述了双进双出钢球磨煤机技术的优化以及未来的应用。
关键词:双进双出钢球磨煤机;技术优化;煤资源一、双进双出钢球磨煤机存在的问题以及原因(一)双进双出钢球磨煤机出现满煤现象的原因首先,双进双出钢球磨煤机的大罐料位测量装置比较容易出现故障,其次,双进双出钢球磨煤机在运行的初期存在着料位指标不准的现象导致双进双出钢球磨煤机经常出现了满煤的现象,在运行的初期,料位指示不准确,加上操作人员不能准确地对这些状况进行判断,导致建立料位不能准确达到标准。
不仅如此,多数的原煤由于储存不当,出现了原煤太湿或者是一次风温较低的时候,煤位的建立就需要花费更多的时间,如果这个时候没有准确的对这些状况进行监督,操作人员就无法采取有效的措施,无法及时的处理满煤的情况。
当双进双出钢球磨煤机出现满煤的状况时,所表现出的现象有:双进双出钢球磨煤机的滚筒有噪音发出,声音沉闷,在机器的耳轴处有奇怪的声音发出;另外,当机器满煤的时候,双进双出钢球磨煤机的电流会有所下降,料位指示也会迅速的增加至能量最满量程,基准料位也就会因为堵塞出现料位为零的情况。
(二)双进双出钢球磨煤机的螺旋输送器出现损坏的状况为了避免由于燃烧水分过高而导致磨煤机的进口出现堵塞的情况,在磨煤机的两端就会出现螺旋输送器,由于受磨煤机转向所决定,螺旋输送器一个为右旋,装在驱动端;另一个为左旋,装在非驱动端,即便是这样,螺旋输送器在运转的时候依旧存在易损坏的状况,出现这一现象的原因主要有:首先,原煤中掺有的杂物给螺旋输送器带来了较大的阻力,增强了螺旋输送器的扭矩。
双进双出钢球磨煤机运行中的常见问题及分析摘要:煤种适应性广、运行可靠性高等特点均是双进双出钢球磨煤机(双进双出球磨机)的主要优势,凭借着这些优势,在国内外火电厂中,双进双出钢球磨煤机得到了广泛的运用。
基于此,文章首先对磨煤机进行了简要的概述,其次分析了双进双出球磨机运行中常见的问题以及引起问题的主要原因,最后针对相关问题提出一些合理化建议。
关键词:双进双出钢球磨煤机;运行问题;优化措施前言:自1990年中后期,我国开始引进双进双出球磨机,而且引进的数量非常多,通常用于大型燃煤发电机组。
双进双出球磨机具有煤种适应性广的优势,对磨损指数及可磨系数无任何限制,对铁块、石块以及木块不敏感,在磨制磨损指数高而灰分也高的煤种中特别适用。
但在双进双出球磨机运行中却始终存在诸多问题,为此,若想保障双进双出球磨机运行的稳定性、可靠性,必须解决这些问题,基于此,文章首先对磨煤机进行了简要的概述,其次分析了双进双出球磨机运行中常见的问题以及引起问题的主要原因,最后针对相关问题提出一些合理化建议。
1双进双出钢球磨的概述双进双出钢球磨,主要形式为滚筒式,转动速度在15-25r/min左右,其主要优势有:可靠性高、可用率高,维护简便,维护费用低,对煤种的适应能力强(能有效地磨制坚硬、腐蚀性强的煤。
双进双出磨煤机能磨制哈氏可磨性系数小于50的煤种或高挥发分(>40%)的煤种。
储粉能力强(与中、高速磨煤机相比,双进双出球磨机的筒体本身就是一个大的储煤罐,有较大的煤粉储备能力,大约相当于磨煤机运行10~15min的出粉量)。
显著的灵活性(双进双出球磨机具备双进双出、双进单出、单进双出、单进单出等运行方式)。
但它也有一定的缺点,如耗电高、机械体积大、占地面积大、噪音高等。
双进双出钢球磨的基本工作原理:原煤通过速度自控的给煤机从原煤仓卸下,进入混料箱与旁路风混合干燥后,通过落煤管落到分离器底部,靠螺旋输煤机的旋转运行,将煤送入正在旋转的筒体内。
双进双出钢球磨煤机优化运行
陈海燕
(中国国电集团聊城发电厂)
摘要:本文介绍了聊城电厂一期工程600MW“W”火焰锅炉双进双出磨煤机制粉系统的设计特点、运行优化方法、技术改造成果。
该磨媒机制粉系统在磨制硬度较高的煤种时,存在煤粉细度不稳定及细度偏粗等问题,飞灰、炉渣含碳量超标,严重影响锅炉燃烧稳定性、经济性。
通过改变一次风煤比、优化磨煤机料位控制、改变装球尺寸和比例、改进优化分离器等综合措施后,煤粉细度由原R75=17%左右提高到R75=6%左右,取得了较好的效果。
关键词:双进双出磨煤机;优化运行;技术改造
1设备概况
山东聊城发电厂一期工程投产的两台600MW发电机组,配备了英国Mitsui Babcock公司生产的“W”型火焰锅炉,采用“W”火焰燃烧方式,设计燃用山西西山、阳泉的无烟煤和贫瘦煤,设计煤种干燥无灰基挥发份(V daf)10.53,可磨系数67,固定碳(Fcad)63.35%。
锅炉制粉系统采用正压直吹式,配备6台双进双出滚筒式磨煤机(如图1)。
磨煤机为美国metso公司生产,型号为14′—0″×18′—0″,筒体直径:4267mm,筒体长度:5510mm,有效长度:5486mm,筒体有效容积:131m3,筒体转速:16.77rpm,离心式粗粉分离器直径2740mm,最大钢球装载量:103.1t。
在设计风煤比下,磨煤机设计最大出力:51.3 t/h,燃煤的HGI为67±5,煤粉细度为R75=9%(即75um筛子的通过率为91%)。
图1磨煤机制粉系统简图
132
无烟煤挥发分含量低且挥发分析出温度高、释放速度慢,很难燃烧,着火温度很高(800~900 ℃),挥发分的析出和燃烧不足以维持煤粉的着火,使着火速度慢,着火时间长,相应地缩短了煤粉燃尽的时间,降低了煤粉燃尽度,使煤粉不易着火和燃尽。
提高煤粉细度是解决无烟煤燃烧稳定性经济性的关键因素。
煤粒愈小,加热到着火温度就愈快;反应的表面积增大,风粉混合物的着火品质得到提高。
2磨煤机优化运行方案
近年由于国内电煤供应紧张,锅炉掺烧部分晋城煤、磁山煤、万年煤。
这些煤挥发份低(8%),可磨性差(可磨系数40-50)。
掺烧这些煤种时煤粉细度差,飞灰、炉渣含碳量高,严重影响锅炉燃烧稳定性、经济性。
优化磨煤机运行,提高磨煤机制粉能力,保证合格的煤粉细度成为锅炉优化运行的关键。
磨煤机优化运行主要进行以下工作:
(1)调节分离器折向挡板角度
磨煤机采用径向离心式粗粉分离器(如图2)。
气粉混合物进入粗粉分离器后,随通道截面增大流速降低,在重力作用下部分粗粉粒被分离出来回到磨煤机中,当气流由外锥通过切向叶片流入内锥时,受折向叶片影响产生旋转,在离心力作用下分离出一部分粗粉粒,气流在内锥中先向下再向上流动过程中又分离出一部分粗颗粒进入回粉管。
运行中可通过调节叶片的角度调整气粉混合物的旋转强度来调节煤粉细度。
挡板调节特性除受结构形状的影响外,一般还与其上下的间隙有关,其间隙越小,分离效果越好。
但由于制造、安装等方面的原因,往往存在较大的间隙,导致部分风粉气流短路,使得分离器挡板特性发生变化,挡板关到最小,煤粉细度未必最高。
因而,需要通过调试确定其最佳的挡板开度。
磨煤机厂家在分离器上标出5个位置,分别为“M-1”、“M”、“M+1”、“M+2”、“M+3”。
推荐使用“M+2”位置。
为提高煤粉细度,对分离器折向挡板角度进行大量试验,在每个分离器折向挡板角度下取煤粉化验细度10次以上,取平均值作为该角度下煤粉细度平均值,以相临两折向挡板之间的垂直距离做为表征分离器角度的参数,做出煤粉细度与挡板开度关系曲线如下:
133
134
由趋势图中可以看到,挡板间距在21-22厘米之间时,煤粉细度较好。
因此,对磨煤机分离器挡板间距进行调整,将挡板顶部指针箭头尖端与相临指针尾部近端直角处之间的距离调整为21.5厘米。
(2)分离器技术改造
分离器折向挡板的调整,提高了煤粉细度,但仍无法满足掺烧晋城煤等难磨煤种的要求。
根据实际运行经验,我们提出对分离器进行技术改造,在内锥顶部增加宽20cm 环型顶板,在内锥与外锥之间增设一级前置导流板的方案,顶板、导流板位置如图2、图3所示。
metso 公司利用CFD 模型对方案进行了论证。
图3 分离器前置导流板布置图
增加20cm 顶板和前置导流板后,减少了由分离器折向挡板上下间隙短路至出口管的气流,同时加强了分离器内气流的旋转,提高了分离效果。
CFD 模拟显示煤粉细度R75由13.15提高到3.47。
CFD 模拟改造前后各项指标如表1所示:
经CFD模拟论证,该方案可实施。
#1炉小修时,在1A磨煤机分离器上进行改造实验。
改造后对煤粉细度进行跟踪检测,改造效果较好,改造方案实施前后煤粉细度变化如图4:
图4 分离器改造前后1A磨煤粉细度变化趋势
(3)优化磨煤机料位控制
聊城电厂磨煤机料位控制系统采用美国METSO 公司生产,型号为MILL AUDIO CONTROLLER MACC VER1.00。
通过就地传感器电耳测量磨煤机的噪声,把声音信号转换为毫伏信号送到就地控制器,转换成4—20mA信号送到DCS系统,由DCS系统转换成磨煤机料位信号。
磨煤机的料位决定了磨煤机的研磨质量和磨煤机系统的风粉浓度,通过控制给煤率来维持磨煤机料位。
实际运行中磨煤机装球量、装球比例、回粉阀的动作情况及大罐的通风量等都影响电子耳料位测量的准确性,料位测量系统无法正确反映磨煤机内料位变化情况,容易导致煤粉细度变差。
针对电耳料位测量系统存在的问题,在磨煤机正常运行过程中采取变料位的方式,测试磨煤机料位的有关数据,验证磨煤机的最佳料位,指导运行人员操作。
试验方法如下:首先降低给煤机煤量,降低磨煤机料位,磨煤机料位降低,磨煤机电流升高出现峰值之后,增加给煤机出力,升高磨煤机料位,磨煤机料位建至两侧差压升高,出现堵磨特征后,降低给煤机煤量,恢复磨煤机正常运行。
试验过程中以磨煤机料位、电流变化为基准,料位、电流任一变化后记录磨煤机电流、料位、差压、入口压力、一次风量、冷热一次风挡板开度。
以1E磨为例,1E磨电流、差压变化趋势如图5。
135
136
图5
1E 磨电流、差压变化趋势图由电流、差压变化趋势,判断出1E 磨最佳料位区间为41-45。
使用相同的方法得出所有磨煤机最佳运行控制料位,指导运行人员操作,使磨煤机运行在较好的状态。
3 结论
通过调整分离器折向挡板角度、分离器内部技术改造、保证磨煤机运行在最佳料位点、提高一次风带粉浓度、改变装球尺寸和比例等方法,提高了磨煤机适应煤种变化的能力,煤粉细度由原R75=17%左右提高到R75=6%左右,优化了磨煤机运行,飞灰含碳量由12%降至5%以下,渣中含碳量由20%降至6%以下,提高了锅炉燃烧的经济性、稳定性。
参考文献:
[1] 大型电站锅炉安全及优化运行技术 中国电力出版社 岑可法等
[2] CFD Modeling to Improve Product Fineness in Twincone Classifier Chris Urban。