第三章 航空紧固件
- 格式:ppt
- 大小:19.69 MB
- 文档页数:63
飞机常见的紧固方法1.引言1.1 概述引言部分是对整篇文章的简要介绍,可以涵盖以下内容:航空工程中,飞机常见的紧固方法是指在飞机设计和制造过程中使用的用于连接和加固各部件的方法。
紧固方法的选择和应用对于飞机的安全性、可靠性和性能至关重要。
本文将对飞机常见的紧固方法进行详细介绍和讨论。
首先,我们将对紧固方法的概念和作用进行概述,以帮助读者更好地理解整个文章的内容和结构。
然后,我们将介绍文章的结构,包括各节的主题和内容安排,以便读者能够清晰地了解文章的逻辑架构。
最后,我们明确本文的目的,希望通过对飞机常见的紧固方法的介绍和分析,增进读者对航空工程领域的了解,促进相关技术的研究和应用。
紧固方法在飞机设计和制造中具有重要作用。
通过正确选择和应用合适的紧固方法,可以确保飞机在飞行过程中的结构稳定性和耐久性,避免因紧固松动或失效引起的事故和故障。
合理的紧固方法还可以提高飞机的整体性能,减少结构质量,提高飞行效率。
本文将涵盖飞机常见的紧固方法,包括螺栓紧固、铆接、焊接等。
我们将介绍每种紧固方法的原理、适用范围、优缺点以及在实际飞机制造中的应用情况。
通过对比分析各种紧固方法的特点和适用条件,读者将能够了解不同方法的优劣势,为实际工程应用提供参考和指导。
在结论部分,我们将对本文的内容进行总结,并展望飞机紧固方法的发展趋势和研究方向。
我们希望本文的内容能够对读者在飞机设计、制造和维修方面的工作有所启发和帮助,促进飞机制造技术的进步和创新。
通过本文的阅读,读者将能够全面了解飞机常见的紧固方法,掌握其原理与应用,为飞机设计和制造提供参考和指导,提高飞机的安全性和性能。
同时,本文也可作为相关领域的研究人员和工程师的参考资料,为进一步的研究和实践提供基础和指导。
1.2文章结构文章结构部分是为了向读者介绍整篇文章的组织结构和各个主要部分的内容。
本文以“飞机常见的紧固方法”为主题,旨在介绍飞机中常用的紧固方法。
文章结构如下:2. 正文部分:将详细介绍飞机中常见的两种紧固方法。
航空紧固件疲劳失效原因及改善措施航空紧固件作为飞机结构的重要组成部分,其性能直接关系到飞机的安全性和可靠性。
紧固件的疲劳失效是航空领域常见的问题之一,它通常是由多种因素共同作用的结果。
本文将探讨航空紧固件疲劳失效的原因,并提出相应的改善措施。
一、航空紧固件疲劳失效的原因1.1 材料特性航空紧固件的材料特性是影响其疲劳寿命的关键因素之一。
材料的强度、韧性、硬度等物理性能,以及微观结构如晶粒大小、夹杂物、相变等都会对疲劳性能产生影响。
例如,材料的强度越高,其疲劳强度也越高,但韧性可能会降低,这可能导致在高应力循环下更容易发生疲劳断裂。
1.2 制造工艺紧固件的制造工艺也会影响其疲劳性能。
锻造、热处理、表面处理等工艺过程都会改变材料的微观结构和表面状态。
不当的热处理可能导致材料硬度不均匀,增加应力集中的风险。
表面处理如镀层、渗碳等,如果处理不当,可能会引入裂纹源或改变材料的应力分布。
1.3 设计缺陷紧固件的设计缺陷也是导致疲劳失效的原因之一。
设计时未充分考虑应力集中、载荷分布、材料特性等因素,可能会导致紧固件在使用过程中承受不均匀的应力,从而加速疲劳裂纹的萌生和扩展。
1.4 环境因素环境因素对紧固件的疲劳性能也有显著影响。
温度、湿度、腐蚀性介质等环境条件会影响材料的性能,加速疲劳失效。
例如,在高温环境下,材料的疲劳强度会降低;在腐蚀性环境中,紧固件表面可能会形成腐蚀产物,增加应力集中,促进裂纹的形成。
1.5 载荷条件紧固件在使用过程中承受的载荷条件是影响其疲劳寿命的重要因素。
循环载荷、冲击载荷、振动等都会对紧固件产生疲劳损伤。
特别是循环载荷,其频率、幅值、波形等参数都会影响疲劳裂纹的萌生和扩展。
1.6 维护不当维护不当也是导致紧固件疲劳失效的原因之一。
缺乏定期检查和维护,未能及时发现和处理紧固件的损伤,可能会导致疲劳裂纹的扩展,最终导致紧固件的断裂。
二、航空紧固件疲劳失效的改善措施2.1 优化材料选择选择合适的材料是提高紧固件疲劳性能的基础。
航空紧固件的介绍航空航天行业历年来取得了举世瞩目的成就,长征系列运载火箭连续发射成功,各类卫星和导弹武器装备顺利完成研制和交付,特别是多次载人航天飞行的圆满成功,标志着航空航天产品的质量与可靠性达到了新的水平。
随着航空工业的快速发展,大量飞机开发的同时,航空紧固件工业得到了前所未有的发展,航空工业因为其技术要求之高把很多工业厂家拒之门外。
其中航空工业紧固件作为其中的重要纽带,是航空航天产品中应用最为广泛、使用量最大的基础产品,必须要存在于高压、高温、高强度的环境下使用,所以质量要求非常严格。
一、航空紧固件的概括与分类紧固件,顾名思义就是在进行各种设备的生产的时候用于使得零件紧凑和稳固的机械零件。
其主要用于要将一个或者多个零件拼接成为一个整体的情况。
其具有类型多样的特点,具体用途也各不相同。
但是有部分具有国际标准的紧固件被命名为标准紧固件,是各种工业及科技生产中的重要零件组成。
航空紧固件按照不同的分类标准,可以分为很多种类。
每一大类又包含多种规格、种类,可以满足不同材料和结构的多样的安装需要。
(一)按是否可拆卸分类按是否可拆卸可分为可拆卸紧固件和永久性紧固件,其中可拆卸紧固件包括螺栓、螺丝和螺母;永久性紧固件包括高锁螺母、普通铆钉等。
(二)按产品种类分类按照产品种类划分是其中较为常见的分类方式,具体可分为铆钉类、螺丝类、螺母类、单面紧固件类、特种紧固件类等产品类型。
(三)按使用材料分类按照使用的材料进行划分,可分为碳素结构钢紧固件、合金结构钢紧固件、不锈钢紧固件、高温合金紧固件、铝合金紧固件、钛合金紧固件、钛铌合金紧固件和非金属紧固件等。
(四)按装配操作的要求分类根据装配操作要求的差异,可以氛围单面连接2紧固件和双面连接紧固件。
(五)按技术含量分类根据技术含量的不同,紧固件可分为低端、中端和高端3个层次。
(六)按工作载荷的性质分类根据工作载荷的性质的差异,紧固件可分为抗拉型和抗剪型两类。
二、航空紧固件的特点航空航天紧固件非常广泛,其性能要求非常严格,是地面机器所不能相比的。

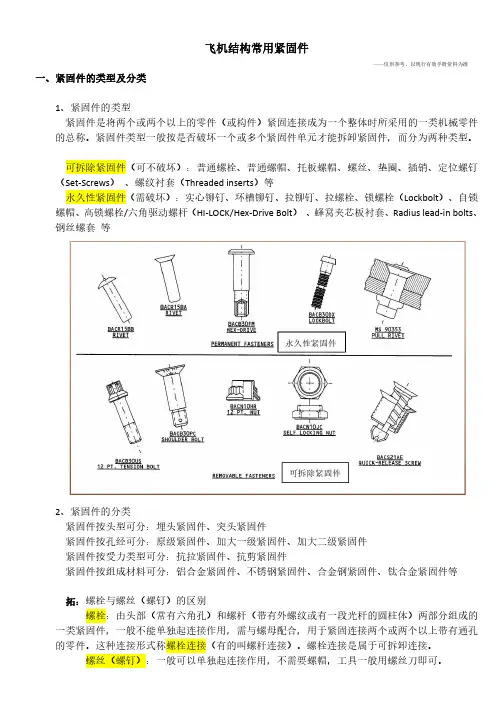
飞机结构常用紧固件——仅供参考,以现行有效手册资料为准一、紧固件的类型及分类1、紧固件的类型紧固件是将两个或两个以上的零件(或构件)紧固连接成为一个整体时所采用的一类机械零件的总称。
紧固件类型一般按是否破坏一个或多个紧固件单元才能拆卸紧固件,而分为两种类型。
可拆除紧固件(可不破坏):普通螺栓、普通螺帽、托板螺帽、螺丝、垫圈、插销、定位螺钉(Set-Screws)、螺纹衬套(Threaded inserts)等永久性紧固件(需破坏):实心铆钉、环槽铆钉、拉铆钉、拉螺栓、锁螺栓(Lockbolt)、自锁螺帽、高锁螺栓/六角驱动螺杆(HI-LOCK/Hex-Drive Bolt)、蜂窝夹芯板衬套、Radius lead-in bolts、钢丝螺套等永久性紧固件可拆除紧固件2、紧固件的分类紧固件按头型可分:埋头紧固件、突头紧固件紧固件按孔经可分:原级紧固件、加大一级紧固件、加大二级紧固件紧固件按受力类型可分:抗拉紧固件、抗剪紧固件紧固件按组成材料可分:铝合金紧固件、不锈钢紧固件、合金钢紧固件、钛合金紧固件等拓:螺栓与螺丝(螺钉)的区别螺栓:由头部(常有六角孔)和螺杆(带有外螺纹或有一段光杆的圆柱体)两部分组成的一类紧固件,一般不能单独起连接作用,需与螺母配合,用于紧固连接两个或两个以上带有通孔的零件。
这种连接形式称螺栓连接(有的叫螺杆连接)。
螺栓连接是属于可拆卸连接。
螺丝(螺钉):一般可以单独起连接作用,不需要螺帽,工具一般用螺丝刀即可。
二、紧固件的件号1、航空紧固件的标识通常以国家、行业或企业代号及系列号作为规范标识。
常用航空紧固件规范标识编号类型有:BAC-(Boeing Aircraft Company)波音公司标准。
如:BACR15-(铆钉)、BACB30-(螺栓)等NAS-(National Aerospace Standard)美国国家航空标准。
如:NAS1791、NAS1152等MS-(Military Standard)美国军用标准。
9 紧固件拆装和保险(景黎明)9紧固件拆装和保险(景黎明)第三章紧固件的拆装及保险第一节航空紧固件一、航空部件和标志飞机制造维修中的各类型紧固件和名目繁多的小元件,统称为航空构件。
飞机的制造,是由紧固件和小元件组装起来的,航空构件的正确选用和合理使用,是保证飞机的连接强度、正常工作和安全高效地运行的必要条件。
本章介绍的航空部件包括螺栓、螺钉和螺母等螺纹紧固件,以及垫圈、快速紧固件和铆钉。
航空零部件的标识通常以制造商代码和序列号作为规格标志。
有四种类型的航空部件,如紧固件:bac――波音规格,如bacb30螺检、bacr15铆钉;an――空军海军规格;nas――国家航空标准;ms――军用标准。
一些快速拆卸紧固件标有制造商的商标名称和尺寸。
二、螺纹紧固件螺栓和螺钉用于抗拉强度和刚度要求较高的地方:螺栓用于高强度零件,螺钉用于强度相对较低的零件。
螺纹紧固件的更换应根据手册中的更换表确定。
1.螺纹的系列和等级航空螺栓、螺钉、螺帽螺纹系列有:NC系列——美国国家粗牙螺纹NF系列——美国国家细牙螺纹UNC系列——通用国家粗牙螺纹UNF系列——通用国家细牙螺纹UNF系列——美国unified fine thread sonic飞机的大多数螺纹紧固件采用UNF系列螺纹。
规格以直径和每英寸的螺纹数表示。
例如,螺纹规格4-28表示直径为1/4英寸,螺纹数量为28。
2.螺纹的配合精度螺纹配合精度等级分为4级:1级―松配合;2级―自由配合;;3级―中度配合;4级―紧配合。
大多数航空螺栓按3级匹配,航空螺钉按2级匹配。
螺栓和螺母有正螺纹和负螺纹。
三、航空螺栓(一)航空螺栓的分类按用途分―常用螺栓和专用螺栓;按精度分为普通螺栓和高精度螺栓;按应力大小分为抗剪螺栓和抗张螺栓;按头型分―凸头或埋头,凸头有――六方形、半圆头、扁圆头、12棱头;按材料分―不锈钢、钛合金、合金钢、铝合金。
航空螺栓的材料多数是不锈钢镀镉或镀锌。
波音飞机大多数采用bacb30或an、nas型安装螺栓。
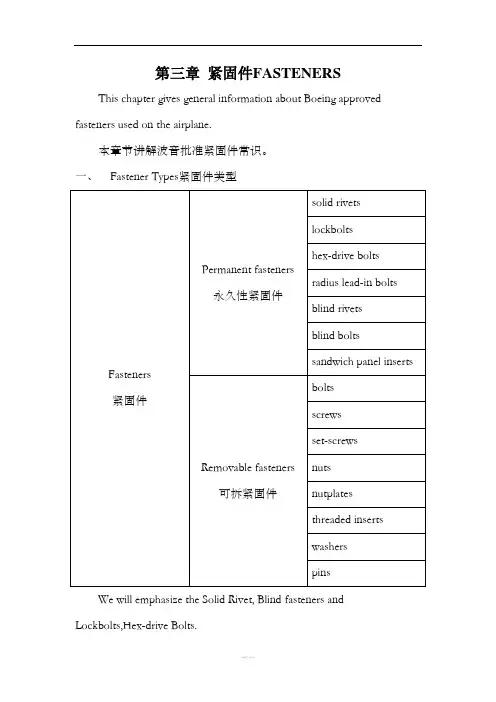
第三章紧固件FASTENERS This chapter gives general information about Boeing approved fasteners used on the airplane.本章节讲解波音批准紧固件常识。
一、Fastener Types紧固件类型We will emphasize the Solid Rivet, Blind fasteners and Lockbolts,Hex-drive Bolts.我们将着重了解固杆铆钉,盲紧固件,锁螺栓,Hi-Lok。
1.Solid Rivets固杆铆钉(1)Most of the fasteners used on this airplane are solid-shank rivetsmade from specified aluminum alloys. Solid rivets are permanentfasteners that are used where rivets must have sufficient shearstrength and where complete hole-filling is important.飞机上应用的紧固件大部分是铝合金制的固杆铆钉。
作为一种永久性紧固件,必须有足够的剪切强度并且能完全塞满铆钉孔。
(2)You can use softer alloy rivets as alternative fasteners for the usualrivets in some locations.A larger number of fasteners or a largerdiameter of fastener can be necessary to get the same structuralstrength. Make sure the material edge margin and fastener spacingare correct when you use softer alloy rivets as alternative fasteners.在一些位置可以使用软合金的铆钉替代一般铆钉,有必要使用大量的紧固件或者大直径紧固件以达到同等结构强度,并保证紧固件的边距和间距正确。
航空航天紧固件研究报告
1.研究背景。
航空航天行业是高科技和高奢华产业之一,它要求高性能、高可靠性
和高安全性。
由于行业的特殊性质,航空航天紧固件设计需要遵循严格的
标准和规定以保证稳定性和强度。
紧固件是飞机和宇宙航天器中使用的重
要元件,承担着保持结构的牢固性的任务。
2.研究目的。
本研究的目的是针对航空航天紧固件的设计和应用进行分析和研究,
探讨当前使用的航空航天紧固件的设计、材料和制造方法。
3.研究方法。
本研究利用实验、模拟和文献分析方法对目前航空航天紧固件的设计、材料和制造方法进行分析和研究,并对未来的发展趋势进行预测。
4.研究结果。
目前航空航天紧固件的设计趋势是尽量减小重量、优化结构以及提高
耐用性和可靠性。
材料上趋向于使用更高强度、更轻、耐腐蚀性更好的合
金材料。
制造方法方面,涂层技术的发展和精密制造技术的使用有助于提
高紧固件的质量和性能。
5.研究结论。
本研究认为航空航天紧固件设计的未来趋势应该集中在材料和制造技
术的革新,以及更好地应对材料与环境相互作用的问题。
此外,预计未来
的发展将会进一步提高紧固件的可靠性和减少其重量,以满足空间和高效
率的需求。
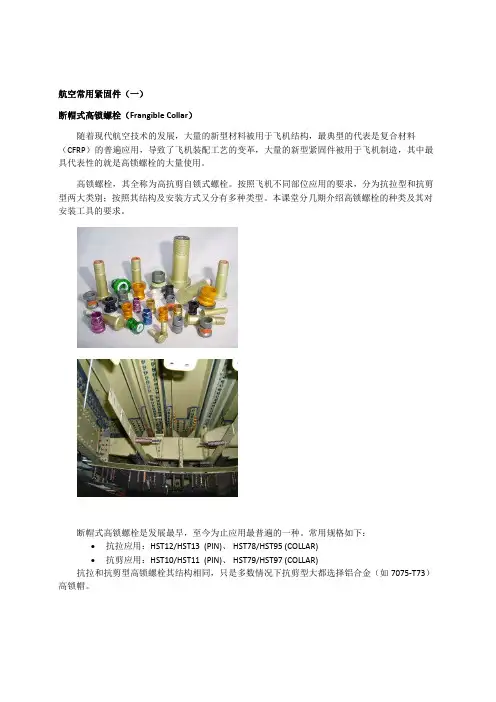
航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。

金属成形工艺在航空紧固技术上的应用1. 前言- 文章的目的和背景- 介绍航空紧固技术的重要性和影响2. 金属成形工艺的原理和方法- 金属成形的分类和基本原理- 常用的金属成形方法,如深冲、裁剪、冲击成形、挤压成形等3. 航空紧固技术的应用- 航空紧固件的重要性和种类- 航空紧固技术在不同部位的应用,如机身、机翼、引擎等4. 金属成形工艺在航空紧固技术中的应用- 金属成形工艺在航空紧固件生产中的应用,如扣板、螺母、垫片等- 基于金属成形工艺的特点,对航空紧固件的性能和质量的影响进行分析5. 结论- 总结金属成形工艺在航空紧固技术上的应用和优势- 展望未来金属成形工艺在航空紧固技术中的发展前景和趋势备注:以上仅为提纲,详细内容需根据实际情况进行编写。
第1章前言随着人们对航空安全的重视,航空工业的发展受到了越来越多的关注。
航空工业中一项极其重要的领域便是航空紧固技术。
航空紧固件是保证航空器构件之间紧密连接的基础零部件,其高强度和高可靠性关系到飞机的飞行安全。
金属成形工艺是航空紧固技术的重要支撑,为航空紧固件的生产提供大量支持。
本文将重点阐述金属成形工艺在航空紧固技术中的应用,旨在加深对相关技术的了解和认识。
第2章金属成形工艺的原理和方法2.1 金属成形的分类和基本原理金属成形,指的是在外力的作用下,将金属板、型材、管材和棒材等原料加工成所要求的形状和尺寸,主要包括压力成形和非压力成形。
压力成形是通过对金属原料施加一定压力,在与模具接触的一面产生挤压变形,而在非接触面不变的成形方法。
非压力成形则主要包括切割、冲锻、液压拉伸成形等。
2.2 常用的金属成形方法2.2.1 深冲成形深冲成形是一种常用的板材成形方法。
它利用冲压设备对薄钢板进行强制成形,将一块金属板材通过一定的冲压工艺来加工成所需要的型号、形状和尺寸。
相对于其他成形方法,深冲成形具有较高的精度和纯度,同时还能够根据需要进行多次成形和多工序合成。
2.2.2 裁剪成形裁剪成形是金属加工中一种常用的方法。
飞机的机械紧固件第一节概述一. 飞机结构连接分类1. 可拆卸型连接–螺栓和螺钉2. 不可拆卸型连接–铆钉、环槽钉和高锁螺栓等。
这是在拆卸时,是否需要破坏紧固件本身来分类的。
(焊接、胶接也属于不可拆卸连接–但不属于机械紧固件)。
二. 紧固件材料 (主要指镀层) 与其连接的结构材料间的相容性。
如果两者材料不相容,对紧固件或结构零件均会产生电位腐蚀。
(因为孔的表面是不经过表面处理的)。
相容性列于表1中。
在紧固件材料栏中分为“优先”、“允许”、“禁止”提示选用者对已定的结构材料的选择,只有在“优先”栏中紧固件短缺时可考虑使用“允许”栏中的材料,对“禁止”列中的材料不能使用。
表 1 典型的紧固件和材料的相容性注:所有用在不同金属连接的紧固件或不同金属紧固件必须按 DPS2.512湿装配。
(1) 相容–在民用飞机上无处理要求。
(2) 这些合金在铝合金上能引起严重的电化效应。
(3) 钛和 A286 紧固件必须按 DPS4.025 湿装配在铝或铝/钛结构上。
(4) 少量的铝紧固件与大量的钛合金结构连接时在很短时间内将产生电化腐蚀。
(5) 这些紧固件必须湿装配按 DPS2.512。
(6) 这些紧固件必须湿装配按 DPS4.025。
(7) 镉和银镀层在与钛接触时的限制如下:已经发现采用此类材料和工艺过程会使钛零件在使用中的脆化,为避免这类情况出现,应采取下列限制:(a) 钛零件或标准件不得镀镉或镀银。
(b) 镀镉或镀银的垫圈、干涉配合衬套或干涉配合紧固件均不可与钛零件一起使用。
(c) 除 (b) 外,钛零件在下列条件下可与镀镉或镀银零件使用。
(i) 温度不超过 200°F (79.1°C)。
(ii) 对于装在钛紧固件上的有干膜润滑剂的镀镉螺母,以及特别批准的零件,温度不超过 300°F (134.7°C)。
(iii) 与镀镉零件,温度不超过 400°F(190.2°C)。