M7.9航空紧固件
- 格式:pptx
- 大小:6.52 MB
- 文档页数:122
波音件号与规范在波音飞机的使用中,与飞机有关的所有部件均必须有一个件号。
同时,一些标准件不仅限于某种机型,如油脂、防腐剂、漆、铆钉、螺栓螺母等。
对于标准件只需要一个规范就可以适用在所有机型上,这对于减少飞机的复杂性,提高通用性和航材的准备都有积极作用。
波音飞机的件号有以下几种类型:1·波音专用件号:用于波音飞机上的件,包括波音生产的件以及为波音提供部件的厂家的件号。
2·波音标准件号:用于满足波音标准件规范的件。
3·波音参考件号:用于件号超过15位以及还未指定件号的件。
波音飞机部件使用的规范有很多种,其中既有波音自己的规范,也有借用别的规范。
最常用的规范有以下几种:1·BAC—波音规范,其中BACA11() - BACZ10()为部件规范2·MIL—军用规范3·MS—军用标准件4·NAS—美国国家航空标准5·BMS—波音材料标准由于标准件和消耗材料在飞机维护中使用的较多,而且件号和规范的关系比较繁杂,替代产品比较多。
下面从这两个方面来讨论波音的件号与规范的关系。
一、标准件波音飞机上的标准件多是一些铆钉、螺栓、保险、螺钉、接头等紧固件。
这些紧固件是符合某一种规范的,其件号由两部分组成,一部分为规范号;另一部分为在此规范中定义的系列号。
如下例子:螺栓 BACB30MB8A8其中BACB30MB是规范号,在此规范中定义了一系列的标准,包括螺栓的材料、直径等级、螺纹长度、表面处理、使用的润滑剂以及相配的螺母的标准等等。
8A8则是其中的一个系列号,其意义在规范中有详细的说明。
由上可以看出,标准件的件号的组成方法。
更加详细的信息可以参考波音文档D-590(部件标准)。
二、消耗材料波音飞机上用的消耗材料如油脂、防腐剂、漆、密封胶等均采用波音的材料规范BMS或军用规范MIL。
在BMS和MIL规范中,定义了每一类材料的化学性能、物理性能、储藏性能等等,每一种规范中还有更细的分类。
风电机组塔架高强紧固件技术质量标准1 目的为规范中国国电集团公司风力发电项目工程建设管理,统一风力发电机组塔架用高强度紧固件的通用技术要求、试验方法、检验规则及包装运输,结合风电场工程建设特点制定本标准。
2 范围本标准适用于中国国电集团公司全资和控股建设的新、扩建的风力发电项目。
参股项目可参照执行。
3 引用标准和文件3.1技术标准规范下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准。
凡是不注日期的引用文件,其最新版本适用于本标准。
引用标准的原则:高强度紧固件材料牌号原设计为国外材料时,参照相应的原国外设计标准执行。
高强度紧固件牌号原设计为国内材料时,参照相应的原国内设计标准执行。
高强度紧固件材料牌号原设计为国外材料变更为国内材料时,参照相应的国内标准执行,但重要材料性能指标参照相应的原国外设计标准执行。
本标准中没有特别引用的标准可按下列标准执行:《紧固件机械性能螺栓螺钉和螺柱》GB/T 3098.1-2000《紧固件机械性能螺母粗牙螺纹》GB/T 3098.2-2000《金属材料夏比摆锤冲击试验方法》GB/T 229-2007《钢结构用高强度大六角头螺栓》GB/T 1228-2006《钢结构用高强度大六角螺母》GB/T 1229-2006《钢结构用高强度垫圈》GB/T 1230-2006《钢结构用高强度大六角头螺栓、大六角螺母、垫圈技术条件》GB/T 1231-2006《合金钢结构》GB/T 3077-1999《紧固件公差平垫圈》GB/T 3103.3-2000《承压设备无损检测》JB/T 4730-20053.2标准澄清本标准与相应的主机供应商提供的螺栓技术规范同时使用,且必须优先使用主机供应商的螺栓技术规范。
若主机供应商的螺栓技术规范无有关条款或规定不明确时,则使用本标准。
当本标准与其它相关规范不一致,或对本标准有疑问、冲突或者要求不能满足时,必须立即以书面文件通知项目公司,有关问题必须在生产开始之前向项目公司澄清。
Revised 108CL-2 PennEngineering • † 大部分的PEM自锁紧螺母都符合NASM45938/1标准。
请与我们的市场开发部门联系索取完整的军工业标准和国家航空件标准指南(Bulletin NASM),您也可以在我们的网站上查询相关信息。
和材质螺纹 编码编码类型产品编码规则––PEM 300®商标PEM ®自扣紧螺母在薄板上提供承载螺纹– 用于铝材,冷轧钢材,以及其它韧性材料。
性能卓越60多年来,PEM品牌的自扣紧紧固件克服了安装板过薄无法攻牙的问题,完全满足了生产和紧固的要求。
使用标准治具,轻松快捷完成组装PEM品牌的自扣紧螺母的安装简单,快捷而且方便。
只需将螺母置于预先冲好或钻好的安装孔内,施加一定的安装力,轻轻松松就能将产品嵌入安装板内。
高推出力和扭出力自扣紧螺母的扣紧环与金属板紧密啮合,确保产品具有较强的抗推出力。
而产品滚花与金属板的完美结合,赋予了产品较高的抗扭出力。
无损安装推荐产品的柄长总是小于安装板的最小厚度,在施加适当安装力的情况下,PEM螺母的内侧螺牙既不会变形也不易损坏。
背面保持平整从安装板的安装面完成产品的安装。
安装板的背面保持平整光滑。
自扣紧防松螺母此类自扣紧螺母具有独特且经济的“三点”设计,可应用于紧固防松性能要求较高的场合。
应用于薄形板材的自扣紧螺母此类螺母的特点是具有更加紧凑的外形设计,能应用于贴近安装板边缘的环境中。
适用于不锈钢板材的自锁紧螺母PEM 300®自锁紧螺母(SP™)是专为最薄至.030”/ 0.8 mm 的不锈钢板材提供可靠永久安装而设计。
此类产品由特定的不锈钢材料制造,再经热处理使产品取得比绝大部分300系列的不锈钢板材都要高的硬度。
这个特性使PEM 300紧固件适合安装在不锈钢板材中,其相同的自扣紧原理多年来已被数以万计的应用所证明。
©2000 P ennEngineering注意查看此处的PEM®商标PennEngineering • CL-3所有尺寸单位均为英寸.碳钢和不锈钢螺母(英制) - S,SS,CLS和 CLSS系列CEAT(产品外轮廓可能有些差异)(1) 为避免板材变形,优化产品性能,应用时,中心与板边缘间的设定距离应大于或等于规定值。
螺钉航空标准
螺钉在航空领域扮演着重要的角色,航空标准对于螺钉有着严格的规定和要求,确保其质量和可靠性。
以下是一些常见的螺钉航空标准:
1. 材料标准:
航空螺钉的材料需符合严格的标准,通常采用高强度合金钢、不锈钢或钛合金。
材料必须经过认证,确保其具备所需的强度、耐腐蚀性和耐高温性。
2. 尺寸和几何标准:
航空螺钉的尺寸、螺纹和几何特征必须符合特定的标准,如ASME标准或者国际航空标准。
这些标准包括螺纹类型、螺距、直径、长度、头部形状等。
3. 特殊处理要求:
航空螺钉可能需要特殊的表面处理,例如防腐蚀涂层、热处理、镀层或者防锈处理。
这些处理有助于提高螺钉的耐用性和性能。
4. 标识和追溯要求:
每颗航空螺钉都需要清晰的标识,包括制造商标识、批次号、规
格等信息,以便追溯其制造和使用情况。
5. 质量控制要求:
制造航空螺钉的公司必须符合特定的质量控制标准,例如AS9100,以确保产品质量和一致性。
严格的质量控制包括原材料检验、生产过程控制、最终产品检测等。
6. 可追溯性:
航空螺钉必须具备完整的可追溯性,即能够追溯到原材料的来源、生产过程、以及最终的使用情况。
这对于飞机维护和故障排查非常重要。
7. 适用性认证:
螺钉在航空领域使用前需要通过特定的认证和审批程序,确保其符合航空工业的要求和安全标准。
航空螺钉的标准和要求是为了确保飞机的安全、可靠性和性能,因此在航空领域,对这些标准的遵守和执行十分严格。
航空紧固件标准1. 目的航空紧固件标准的目的是确保飞机上使用的紧固件具备高质量、可靠性和安全性,以确保飞机在飞行过程中的正常运行和乘客的安全。
2. 适用范围本标准适用于飞机的各种紧固件,包括螺栓、螺母、螺钉、螺柱、铆钉、销钉等。
3. 材料要求3.1 紧固件材料应符合航空工业标准,并经过认证机构的验证;3.2 不锈钢材料应采用316L或航空工业标准指定的等级,并经过抗腐蚀测试;3.3 可锻性材料应符合航空工业标准并经过机构的测试。
4. 尺寸要求4.1 紧固件尺寸应符合航空工程要求,并应提供详细的尺寸图纸和计量单位;4.2 紧固件应符合航空工业标准规定的制造公差范围。
5. 标志和标识5.1 紧固件应在产品上清晰标明材料、尺寸和批次号;5.2 紧固件应标识制造商的商标和生产日期。
6. 检验和测试6.1 紧固件应经过制造商的内部检验,并提供相应的检验报告;6.2 紧固件应定期参与第三方或航空认证机构的检验和测试。
7. 安装和替换7.1 紧固件的安装应符合飞机制造商的建议,并遵循正确的安装程序;7.2 在必要时,紧固件应按照航空工业标准的指导,进行定期的更换和维修。
8. 质量控制制造商应建立健全的质量控制体系,确保紧固件的质量稳定性和一致性。
9. 不符合项处理9.1 如发现紧固件存在质量问题,应立即停止使用并报告相关部门;9.2 不符合项应进行调查,并采取相应的纠正措施,以确保问题不再发生。
10. 术语和定义本标准中使用的术语和定义应符合国际航空工业标准。
以上为航空紧固件标准的简要描述,具体的要求和规范应根据实际航空工程要求进行制定。

飞机的机械紧固件第一节概述一. 飞机结构连接分类1. 可拆卸型连接–螺栓和螺钉2. 不可拆卸型连接–铆钉、环槽钉和高锁螺栓等。
这是在拆卸时,是否需要破坏紧固件本身来分类的。
(焊接、胶接也属于不可拆卸连接–但不属于机械紧固件)。
二. 紧固件材料 (主要指镀层) 与其连接的结构材料间的相容性。
如果两者材料不相容,对紧固件或结构零件均会产生电位腐蚀。
(因为孔的表面是不经过表面处理的)。
相容性列于表1中。
在紧固件材料栏中分为“优先”、“允许”、“禁止”提示选用者对已定的结构材料的选择,只有在“优先”栏中紧固件短缺时可考虑使用“允许”栏中的材料,对“禁止”列中的材料不能使用。
表 1 典型的紧固件和材料的相容性注:所有用在不同金属连接的紧固件或不同金属紧固件必须按 DPS2.512湿装配。
(1) 相容–在民用飞机上无处理要求。
(2) 这些合金在铝合金上能引起严重的电化效应。
(3) 钛和 A286 紧固件必须按 DPS4.025 湿装配在铝或铝/钛结构上。
(4) 少量的铝紧固件与大量的钛合金结构连接时在很短时间内将产生电化腐蚀。
(5) 这些紧固件必须湿装配按 DPS2.512。
(6) 这些紧固件必须湿装配按 DPS4.025。
(7) 镉和银镀层在与钛接触时的限制如下:已经发现采用此类材料和工艺过程会使钛零件在使用中的脆化,为避免这类情况出现,应采取下列限制:(a) 钛零件或标准件不得镀镉或镀银。
(b) 镀镉或镀银的垫圈、干涉配合衬套或干涉配合紧固件均不可与钛零件一起使用。
(c) 除 (b) 外,钛零件在下列条件下可与镀镉或镀银零件使用。
(i) 温度不超过 200°F (79.1°C)。
(ii) 对于装在钛紧固件上的有干膜润滑剂的镀镉螺母,以及特别批准的零件,温度不超过 300°F (134.7°C)。
(iii) 与镀镉零件,温度不超过 400°F(190.2°C)。
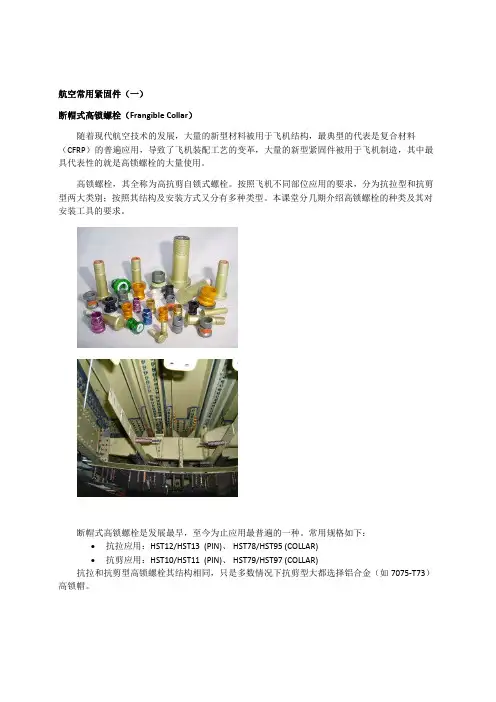
航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。

波音飞机常用紧固件的识别和选用一,实心铆钉1 识别:通常铆钉的直径是以1/32英寸(0.8mm)为单位的,长度是以1/16英寸为单位的。
以下是常用铆钉的标志和件号。
BACR15BA-----波音通用的100℃平头铆钉。
BACR15BB-----波音通用的半圆头铆钉。
BACR15CE-----波音通用的100℃剪切头铆钉。
常用材料代码:代码合金头部标志A 1100 /B 5056 凸起十字AD 2117 凹点D 2017 凸点DD 2024 二条凸起棒KE 7075 凸起环各种材料铆钉的应用:1100-F 纯铝铆钉,不能用于结构修理。
5056-H32 铝镁铆钉。
用于镁结构的修理。
2117-T3 可用于各种结构修理。
常用于蝴蝶螺帽的安装和疲劳关键部位的修理。
可用作液封紧固件。
2017-T3 可用于各种结构修理。
常用于蝴蝶螺帽的安装和疲劳关键部位的修理。
不可用作液封紧固件。
2024-T31 冰箱铆钉。
使用前必须放在冰箱中保存,不能用于蝴蝶螺帽的安装。
主要用于机翼上。
7050-T73 主要用于高强度结构的修理。
举例:BACR15 BA 5 D 7①②③④⑤①②-波音通用的100℃平头铆钉。
③铆钉的直径为5/32英寸(4mm)。
④材料为2017。
⑤铆钉的长度为7/16英寸。
BACR15 BB 5 AD 9①②③④⑤①②-波音通用半圆头铆钉。
③铆钉的直径为5/32英寸(4mm)。
④材料为2117。
⑤铆钉的长度为9/16英寸。
BACR15 CE 5 DD 8①②③④⑤①②-波音通用剪切头铆钉③铆钉的直径为5/32英寸(4mm)。
④材料为2024⑥铆钉的长度为8/16英寸。
2铆钉的选择选用铆钉时应考虑以下因素:①铆钉的头类型应该由安装位置确定。
②只要可能要选择与被铆接件材料相同的铆钉。
③在一般修理件上,通常使用2117-T3铆钉。
该材料铆钉俗称“外场铆钉”但要注意决不能用2117--T3铆钉代替2024-T3铆钉及2017-T3铆钉。
结构修理常用紧固件对照东航工程技术公司上海定检部结构修理车间概述在飞机结构修理中,由于材料、位置、环境等因素的影响,往往使用各种不同类型的紧固件,以满足其修理要求。
目前,东航有空客、波音等机种,在修理中使用的紧固件因飞机制造厂家的不同而造成牌号不一致,给飞机结构修理带来了许多困难。
为了解决这个困难,我们针对飞机结构修理中所使用的紧固件,结合飞机结构修理手册,飞机修理指南和CHERRY公司提供的资料等,将在飞机结构修理中经常使用的紧固件进行分类,详细介绍了紧固件的材料、外形、特征和强度,对一些紧固件的牌号进行了比较。
这样,方便了修理人员在修理过程中选择合适的等效代用品。
编者2008年9月目录页数常用铆钉和紧固件材料强度表 (4)盲铆钉(垫片)牌号对照表 (5)盲铆钉(锁环)牌号对照表 (6)常用铆钉表 (7)CHERRY MAX有加大(-4~-8) (8)HUCK拉铆钉有加大 (8)常用拉铆钉表 (9)CHERRY LOCK 仅有加大(-4~-6) (9)常用实芯铆钉表 (10)紧固件材料强度表 (10)实芯铆钉、拉铆钉的制孔 (11)紧固件间距 (12)机翼上紧固件边距 (12)紧固件边距2 (12)公制钻头 (13)英制螺纹钻 (14)英制扩孔钻 (14)英制钻头 (15)紧固件拉枪和拉枪头子(HUCK) (16)紧固件拉枪和拉枪头子(CHERRY)…………………第17~18页常用铆钉表紧固件材料强度表CHERRY MAX (垫片)----NAS 盲铆钉牌号对照表注:100度埋头-----MS20426铆钉头型。
100度小埋头-----NAS1097铆钉头型。
凸头-----MS20470铆钉头型。
*凸头与埋头复合型,通常用于复合材料。
CHERRY LOCK(锁环)---NAS 盲铆钉牌号对照表注:100度埋头-----MS20426铆钉头型。
100度小埋头-----NAS1097铆钉头型。
凸头-----MS20470铆钉头型。
PEM压铆件⼿册⼩五⾦P E M压铆件⼿册1、螺钉、螺栓1.1、通孔孔径螺钉连接零件上预制之通孔如图⽰。
1.2与螺钉相配的螺纹攻丝孔孔径取决外内螺纹结合⽐之⼤⼩.螺纹结合⽐(%)=[(螺钉公称直径-攻丝孔直径)÷(2*螺纹结合⾼度)]*100%1.3、配合尺⼨同种规格的螺钉需与同种规格螺纹的螺母或与预攻同规格螺纹孔和,钢板配合,如对M3的螺钉需与M3的螺母配合,或者与在钢板上攻出M3的螺纹孔相配合.1.4、机械性能(包括材质与热处理)⼀般⽤C<0.20%的低碳钢制造,拉伸强度要求不⼩于330Mpa,硬度不⼩于95HV(90HB或52HRB),屈服强度不⼩于1.5(mm)M2 1.03M2.2 1.3 3.8M2.5 1.3 3.8M3 1.5 4.5M3.5 1.7 5M4 2 6M4.5 2.2 6.7M5 2.2 7.5M6 3 9M1*0.2 0.5 1.4M1.1*0.2 0.5 1.4M1.2*0.2 0.5 1.4M1.4*0.2 0.5 1.4M1.6*0.2 0.5 1.5M1.8*0.2 0.5 1.5M2*0.25 0.6 1.9M2.2*0.25 0.6 1.9M2.5*0.35 0.8 2.6M3*0.35 1 3M3.5*0.35 1 3M4*0.5 1.5 4.5M4.5*0.5 1.5 4.5M5*0.5 1.5 4.5M5.5*0.5 1.5 4.5M6*0.75 2.4 7.1 注:对薄材, 1.6、压铆螺钉⑴、压铆螺钉FH,FHS,FHA⽤于0.76毫⽶以上薄板。
FH-M3-8螺纹×螺距型号长度码L±0.4最⼩板厚安装孔+0.08安装后最⼤接触孔H±0.4S(Max)最⼩边距碳钢不锈钢铝M2.5*0.45 FH FHS FHA 6 8 10 12 15 18 NA NA NA NA 1 2.5 3.10 4.1 1.95 5.4 M3*0.5 FH FHS FHA 6 8 10 12 15 18 20 25 NA NA 1 3 3.60 4.6 2.1 5.6 M3.5*0.6 FH FHS FHA 6 8 10 12 15 18 20 25 30 NA 1 3.5 4.10 5.3 2.25 6.4 M4*0.7 FH FHS FHA 6 8 10 12 15 18 20 25 30 35 1 4 4.60 5.9 2.4 7.2 M5*0.8 FH FHS FHA NA 8 10 12 15 18 20 25 30 35 1 5 5.60 6.5 2.7 7.2M6*1 FH FHS FHA NA NA 10 12 15 18 20 25 30 35 1.60 6 6.60 8.2 3 7.90 M8*1.25 FH FHS FHA NA NA NA 12 15 18 20 25 30 35 2.4 8 8.60 9.6 3.7 9.6可⽤于最上板厚为对拉穿⼒要求⾼,⽽扭矩要求⼩时可代替FH。
飞机结构常用紧固件——仅供参考,以现行有效手册资料为准一、紧固件的类型及分类1、紧固件的类型紧固件是将两个或两个以上的零件(或构件)紧固连接成为一个整体时所采用的一类机械零件的总称。
紧固件类型一般按是否破坏一个或多个紧固件单元才能拆卸紧固件,而分为两种类型。
可拆除紧固件(可不破坏):普通螺栓、普通螺帽、托板螺帽、螺丝、垫圈、插销、定位螺钉(Set-Screws)、螺纹衬套(Threaded inserts)等永久性紧固件(需破坏):实心铆钉、环槽铆钉、拉铆钉、拉螺栓、锁螺栓(Lockbolt)、自锁螺帽、高锁螺栓/六角驱动螺杆(HI-LOCK/Hex-Drive Bolt)、蜂窝夹芯板衬套、Radius lead-in bolts、钢丝螺套等永久性紧固件可拆除紧固件2、紧固件的分类紧固件按头型可分:埋头紧固件、突头紧固件紧固件按孔经可分:原级紧固件、加大一级紧固件、加大二级紧固件紧固件按受力类型可分:抗拉紧固件、抗剪紧固件紧固件按组成材料可分:铝合金紧固件、不锈钢紧固件、合金钢紧固件、钛合金紧固件等拓:螺栓与螺丝(螺钉)的区别螺栓:由头部(常有六角孔)和螺杆(带有外螺纹或有一段光杆的圆柱体)两部分组成的一类紧固件,一般不能单独起连接作用,需与螺母配合,用于紧固连接两个或两个以上带有通孔的零件。
这种连接形式称螺栓连接(有的叫螺杆连接)。
螺栓连接是属于可拆卸连接。
螺丝(螺钉):一般可以单独起连接作用,不需要螺帽,工具一般用螺丝刀即可。
二、紧固件的件号1、航空紧固件的标识通常以国家、行业或企业代号及系列号作为规范标识。
常用航空紧固件规范标识编号类型有:BAC-(Boeing Aircraft Company)波音公司标准。
如:BACR15-(铆钉)、BACB30-(螺栓)等NAS-(National Aerospace Standard)美国国家航空标准。
如:NAS1791、NAS1152等MS-(Military Standard)美国军用标准。
航空常用紧固件(一)断帽式高锁螺栓(Frangible Collar)随着现代航空技术的发展,大量的新型材料被用于飞机结构,最典型的代表是复合材料(CFRP)的普遍应用,导致了飞机装配工艺的变革,大量的新型紧固件被用于飞机制造,其中最具代表性的就是高锁螺栓的大量使用。
高锁螺栓,其全称为高抗剪自锁式螺栓。
按照飞机不同部位应用的要求,分为抗拉型和抗剪型两大类别;按照其结构及安装方式又分有多种类型。
本课堂分几期介绍高锁螺栓的种类及其对安装工具的要求。
断帽式高锁螺栓是发展最早,至今为止应用最普遍的一种。
常用规格如下:∙抗拉应用:HST12/HST13 (PIN)、 HST78/HST95 (COLLAR)∙抗剪应用:HST10/HST11 (PIN)、 HST79/HST97 (COLLAR)抗拉和抗剪型高锁螺栓其结构相同,只是多数情况下抗剪型大都选择铝合金(如7075-T73)高锁帽。
断帽式高锁螺栓结构示意图:需要说明的是,早期的Hi-Lok™ (HL)已经基本被Hi-Lite™ (HST)取代,其优点如下:• 在保证强度的前提下,钉体与第一道承载螺纹之间的过渡区域缩短,使其尺寸更小,重量更轻,如下图。
• 高锁帽的过渡区域也随之变短,使其与高锁钉的配合更加紧凑;优化设计的Hi-Lite™(HST)比Hi-Lok™(HL)在降低重量方面效果显著,尤其是抗剪型,其重量可降低13%。
但对抗拉型来说,重量降低不明显。
不过,这已经是一个很了不起的进步了,因为通常一架飞机上有85%以上的高锁螺栓是抗剪的。
高锁螺栓的安装步骤:1.穿入高锁钉PIN并带入高锁帽COLLAR;2.拧紧工具的六角芯保证在安装过程中高锁钉(PIN)静止不动;3.持续拧紧高锁帽直至六角部分被拧断分离,此时,高锁螺栓也被安装在正确的扭矩下。
高锁螺栓安装示意图:断帽式高锁螺栓另一大优点是对安装工具无定扭要求,只要求工具的输出扭矩大于断帽扭矩(Torque-Off)即可,这可以降低整套工具的成本。