半精镗及精镗气缸盖导管孔组合机床设计(镗削头设计)
- 格式:doc
- 大小:1.47 MB
- 文档页数:36

毕业实习报告专业学生姓名班级学号指导教师日期实习报告一、概述毕业实习是培养实际专业能力为目标的一个综合性实践环节,丰富了我们学生实践知识和专业技能、工程实践能力、理论联系实际的能力、分析与解决实际问题能力。
本次实习是在学院相应的专业课程和相关的课程设计的基础上,为以后的毕业设计而进行的一次综合性的实践,是我们所学知识和技能的一次很好的运用训练。
通过本次实习,我在科学知识上有所提高,巩固了所学的专业知识,了解了工厂实际的生产环节,对零件的特征,加工方法,生产流程以及装配也有了大概的了解。
在此实习期间,通过图书馆资料的借阅,更加深入的了解了实习的目的,使我对毕业设计所设计的龙门铣床有了大概的了解。
二、实习过程本次实习我们主要参观了盐城江淮动力集团、盐城市悦达拖拉机有限公司、盐城市机床厂、高精公司等几个单位,具体安排如下:1.3月9日江动集团参观实习2.3月10日悦达拖拉机厂参观实习3.3月14日盐城机床厂参观实习4.3月16日江苏高精机电装备有限公司参观实习江动集团有限公司是国家专业生产中、小功率柴油机的重点企业。
公司主产品为中小功率柴油机,产品开发在同行业中步步领先,卓有成效,形成了直喷、滚动、节能、低污染的江动特色,确立了品种最多、最全,技术最先进的领先地位。
江苏悦达盐城拖拉机制造有限公司是中国中、小马力拖拉机的重点企业之一,公司技术力量雄厚,生产设备精良,加工工艺先进,测试手段齐全,质量保证体系完善,具有较强的产品开发与制造能力。
盐城机床厂是机械部定点生产各种机床的厂家,中国出口机床生产基地,具有进出口经营权。
产品主要有CDB系列车床、钻床和数控车床等。
江苏高精机电装备有限公司系江苏省民营科技企业,专业生产各类数控机床、组合机床、专用机床及非标工装设备。
公司拥有各类精密设备二十多台,其它车、磨、刨、铣、齿轮加工、热处理等各种通用设备一百多台。
公司下设五个专业车间,具有较强的加工、装配、检测和机床安装调试能力。

机械机床毕业设计77半精镗及精镗气缸盖导管孔组合机床设计本文基于毕业设计要求,设计一个半精镗及精镗气缸盖导管孔组合机床。
文章将从机床结构设计、主要工艺流程、关键技术和机床性能等方面进行详细描述。
一、机床结构设计该机床采用传统的加工中心结构。
主要包括床身、床身划分、主轴箱、工作台、工件夹持装置和刀库等部分。
床身选用高强度铸铁材料,并采用合理的结构设计,以提高刚性和抗震性能。
主轴箱采用铸铁材料,具有较好的刚性和减震性能。
二、主要工艺流程1.半精镗工艺流程:(1)定位夹紧;(2)粗铰;(3)精铰;(4)标定。
2.精镗气缸盖导管孔工艺流程:(1)定位夹紧;(2)预孔;(3)切割孔;(4)粗镗;(5)精镗;(6)检验。
三、关键技术1.夹紧装置的设计:合理的夹紧装置设计可以确保工件在加工过程中的稳定性和精度。
夹紧装置要考虑到工件形状、加工力和切削力等因素,采用合适的夹紧方式和夹紧力。
2.切削工具的选择:根据不同工艺要求选择合适的切削工具。
要考虑到切削速度、切削力和切削稳定性等因素,提高切削效率和质量。
3.镗削精度的控制:通过采用精密镗削技术和合适的工艺参数控制,可以提高镗削的精度和表面质量。
同时,要进行适当的工艺监控和反馈控制,以保证加工精度。
四、机床性能1.主轴转速:可调范围广,适应不同加工要求。
2.进给速度:采用伺服电机控制,可调范围广,满足不同工艺要求。
3.加工精度:粗镗和精镗均达到高精度要求,满足零件加工的精度要求。
4.生产效率:由于采用自动化控制,提高了生产效率,降低了劳动强度。
总结:本文针对机械机床毕业设计课题,设计了一台半精镗及精镗气缸盖导管孔组合机床。
该机床具有合理的结构设计、完善的工艺流程和关键技术控制,以及良好的机床性能,能够满足零件加工的要求。
同时,通过采用自动化控制和高效率工艺,提高了生产效率,降低了劳动强度。
缸盖是内燃机的重要部件,它的加工精度直接影响到发动机的工作性能。
发动机工作时,由于可燃气体是在缸盖燃烧室压缩后进行点燃,致使气门阀座承受很高的热负荷和机械负荷。
这既要求阀座有很高的耐磨性,还要有很好的密封性。
如果阀杆工作时中心发生偏移除了会导致有害的热传导和阀杆及导管孔的很快磨损外,还会造成耗油量的增加。
因此,对气门阀座和导管孔的加工精度提出了很高的要求,特别是对气门阀座工作锥面与导管孔的相互间的同轴度规定了很严的公差。
对于汽油发动机,同轴度允差规定为0.015-0.025mm ,而对于柴油机则仅为0.01-0.015mm(在燃烧室中,柴油可燃气体的压缩比要比汽油大2-2.5倍)。
在大批量生产中,要稳定的保持这样的公差,除需要优化加工工艺外,定位基准的选择,专用刀具和精镗头的合理结构及其精度均具有重要的意义。
气门阀座和导管孔的加工是缸盖加工的关键技术。
长期以来,国内外许多组合机床和刀具制造厂,如大连组合机床研究所、Ex-Cell-O 、Alfing 、Grob 、H üler Hille 、Ernst Krause & Co 等机床厂和Komet 、Plansee 、Beck 、Mapal 等刀具厂都十分重视这类技术设备及专用刀具的开发。
近几年来,特别是在专用刀具开发方面取得了长足进步,这对提高加工精度、刀具耐用度和加工效率起着积极作用。
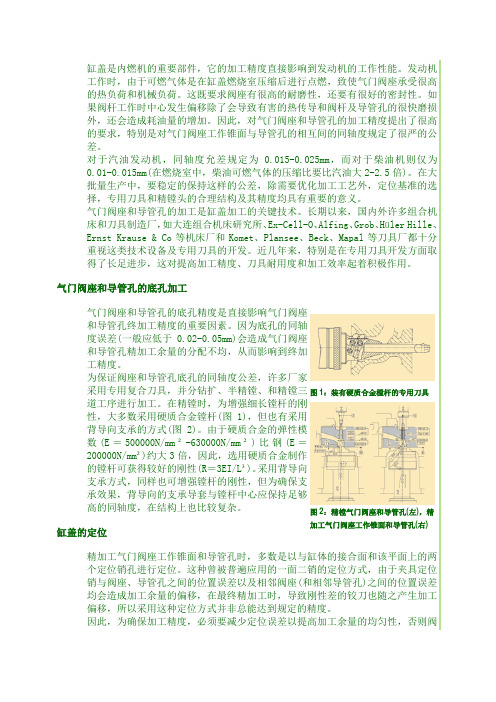
气门阀座和导管孔的底孔加工气门阀座和导管孔的底孔精度是直接影响气门阀座和导管孔终加工精度的重要因素。
因为底孔的同轴度误差(一般应低于0.02-0.05mm)会造成气门阀座和导管孔精加工余量的分配不均,从而影响到终加工精度。
为保证阀座和导管孔底孔的同轴度公差,许多厂家采用专用复合刀具,并分钻扩、半精镗、和精镗三道工序进行加工。
在精镗时,为增强细长镗杆的刚性,大多数采用硬质合金镗杆(图1),但也有采用背导向支承的方式(图2)。
由于硬质合金的弹性模数(E =500000N/mm ²-630000N/mm ²)比钢(E =200000N/mm ²)约大3倍,因此,选用硬质合金制作的镗杆可获得较好的刚性(R =3EI/L ³)。

目录摘要 (1)关键词 (1)1 前言 (3)2 设计参数的选定 (2)3 切削力的计算 (4)4 选择电动机 (4)5 传动方案设计 (4)6 齿轮选择 (5)7 轴设计 (8)7.1 主动轴 (8)7.1.1 主动轴的设计 (8)7.1.2 选用键校核 (11)7.2 从动轴 (12)7.2.1 从动轴设计 (12)7.2.2 选用校核键 (14)8 联轴器选择 (14)9 轴承选择 (14)10 箱体 (14)11 润滑与密封 (15)11.1 润滑 (15)11.2 密封 (15)12 液压系统设计 (16)12.1 负载分析 (16)12.2 负载图和速度图的绘制 (16)12.3 液压缸主要参数的确定 (17)12.4 液压系统图的拟定 (18)12.4.1 液压回路的选择 (18)12.4.2 液压元件的选择 (19)12.5 油液温升验算 (21)13 总结 (22)参考文献 (22)致谢···································································错误!未定义书签。
组合机床精镗孔的设计作者指导教师摘要:组合机床是根据工件加工需要,以大量通用部件为基础,配以少量专用部件组成的一种高效专用机床。
其通用部件的选用根据零件的实际尺寸和加工工艺要求来选用,在此基础上,我们通过查找参考资料中的一系列标准件最终确定其结构、型号、规格及其配套关系。
通过对CW6132床头箱纵向孔的工艺分析,从而制定出几种加工工艺方案。
通过比较最终得到相对合理、经济、可靠的一种工艺方案。
再制定出机床的加工工艺过程卡,从中我们可以清晰的看出各道工序的加工顺序和和加工内容,确定加工余量与加工表面粗糙度值。
再通过机床的总体布局选出最合理的一种,并画出加工示意图、多轴箱装配图与机床联系尺寸图。
关键词:通用部件工艺方案机床尺寸Boring machine combination of fine designAbstract:Portfolio machine is based on the workpiece processing needs, to a large number based on common components, supported by a small number of dedicated components for a highly efficient machine. Common components of their choice based on the actual size and components of the processing requirements of choice, on the basis of this, we have to find reference materials in a series of standard parts ultimately determine its structure, models, specifications and supporting relationship. CW6132 me on the bedside through the vertical hole of the process, which would set out several processing technology programmes. By comparison finally be relatively reasonable, the economy, a reliable technology programmes. Further development of the processing machine to process card, from which we can clearly see that all the procedures and order processing and processing, and processing determine Jiagongyuliang surface roughness values. Through the machine to the overall layout of the most reasonable one and drawn diagram processing, multi-axle box assembly contact with the machine size map.Key words:General part craft plan Engine bed size前言需要的联系78290349随着科学技术和国民经济的飞速发展,组合机床近年来也得到快速普及和发展。
半精镗及精镗气缸盖导管孔组合机床设计(总体设计)摘要:本设计课题为半精镗及精镗气缸盖导管孔组合机床总体设计。
机床总体设计主要完成精镗及半精镗组合机床的“三图一卡”;拟订滑台的结构方案、绘制滑台总图及其零件图。
为了能够达到质量好、效率高的要求,拟定设计一个半精镗精镗的组合镗床。
由于被加工零件的孔的加工精度、表面粗糙度和技术要求所限,提高生产效率,故必须设计一多刃半精镗及精镗一体的组合镗床。
又因为被加工零件一机体,体积小,重量较重,且是单工位单面加工,采用立式床身,将造成加工困难,难以保证加工精度,且平稳不够,所以将采用卧式床身,通过两个动力头,主轴箱镗销头,一次性完成该工序较为妥帖。
通过这样的设计来达到加工要求,以便能完成对柴油机气缸盖的精镗,满足工厂制定的产量。
关键词:组合机床;气缸盖;精镗;半精镗。
本设计来自:完美毕业设计网登陆网站联系客服远程截图或者远程控观看完整全套论文图纸设计客服QQ:8191040Semi-fine boring and fine boring holes cylinder head catheter combination machine design (design)Abstract:The design issues of the semi-fine boring and fine boring holes combination catheter cylinder head design machine tools. Machine Design completed major fine boring and semi-fine boring machine combination of the "three plans a card"; prepare the structure of the programme slider, slider drawing the design fig and its parts fig.In order to achieve good quality and high efficiency requirements, develop the design of a semi-fine boring combination of fine boring boring machine. As the processing parts-precision machining, surface roughness and technical requirements constraints, increase production efficiency, it must design more than one half-edge fine boring and fine boring one combination of boring machine. As the processing parts of a body, small size, weight heavier, and is the single-single-sided processing, a vertical bed, will result in processing difficulties, it is difficult to guarantee precision machining and smooth enough, it will use horizontal bed Through the first two dynamic, Headstock boring head pin, a one-time completion of the process is more Tuotie. Through this process to achieve the design requirements, in order to complete the engine cylinder head of the fine boring, to meet the output of factories.Key words: combination machine; cylinder head; fine boring, semi-fine boring.目录1 前言 (1)2 组合机床工艺方案的拟定 (3)2.1 本机床加工零件的加工工序及加工精度 (3)2.2 被加工零件特点 (3)3 组合机床的配置型式选择 (4)3.1 定位基准的选择 (4)4 组合机床的总体设计 (5)4.1 被加工零件工序图 (5)4.2 加工示意图 (6)4.2.1 刀具的选择 (8)4.2.2 组合机床切削用量的选择 (8)4.2.3 计算切削力、切削扭矩及切削功率 (10)4.3 动力滑台的设计及检验 (14)4.3.1 机床联系尺寸图 (18)4.4 机床生产率计算卡 (20)5 结论 (23)参考文献 (24)致谢 (25)附录 (26)1 前言大学即将结束,毕业设计是对我们在学校四年所学知识的检验,我的设计是半精镗及精镗气缸盖导管孔组合机床(总体设计)。
任务书课题:(镗削头设计一、设计()内容课题来源于江苏高精机电装备公司。
为保证气缸盖导管孔半精镗及精镗的尺寸精度及位置精度的要求,需设计一台满足半精镗及精镗要求的组合机床。
在参与“三图一卡”设计的基础上,主要完成精密镗削头总图和零件图设计任务。
二、设计(论文)依据气缸盖为GG-30Cu,抗拉强度为300N,生产按两班制执行,年产量为中批量。
分半精镗、精镗两个工位进行加工,各加工孔的尺寸精度和位置精度及具体要求详见气缸盖的加工工序图。
三、技术要求1、机床应能满足加工要求,保证加工精度;2、机床应运转平稳,工作可靠,结构简单,装卸方便,便于维修、调整;3、机床应尽量使用通用件(中间底座可自行设计)以便降低制造成本;4、机床各动力部件用控制,液压驱动。
四、设计(论文)物化成果的具体内容及要求1、设计说明书1份,达1万字以上,且要符合规范要求;2、设计图样全部用Auto绘制,精密镗削头总图需要有手工绘制的草图,除“三图一卡”外,设计的图样折合成图幅为应不少于3张A0;图样要求正确、完整、清晰,符合规范,并力求采用新标准,3、具体设计的图样有:(1)三图一卡;(2)精密镗削头总图设计;(3)精密镗削头零件图的设计。
(4)同步带传动装置总图以及主要零件图的设计。
1前言在制造中,对单件或小批量生产的工件,许多工厂采用通用机床加工。
由于通用机床要适应被加工零件形状和尺寸的要求,故机床结构一般比较复杂。
不仅如此,在实际加工中,由于只能单人单机操作,一道一道工序地完成,所以工人的劳动强度大、生产率低,工件的加工质量也不稳定。
针对以上的问题,组合机床便出现并逐步发展起来。
组合机床是根据加工需要,以大量通用部件为基础,配以少量专用部件组成一种高效组合机床。
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方法,生产效率比通用机床高几倍至几十倍。
组合机床一般用于加工箱体类或特殊形式的零件。
加工时,工件一般不旋转,有刀具的旋转运动和刀具与工件的相对进给运动来实现各种加工。
目录1前言............................................... 错误!未定义书签。
2组合机床总体设计.................................... 错误!未定义书签。
2.1工艺方案的拟订....................................................................................... 错误!未定义书签。
2.2切削用量的确定....................................................................................... 错误!未定义书签。
2.3组合机床总体设计——“三图一卡”................................................... 错误!未定义书签。
2.3.1被加工零件工序图............................ 错误!未定义书签。
2.3.2加工示意图.................................. 错误!未定义书签。
2.3.3机床联系尺寸图.............................. 错误!未定义书签。
2.3.4机床生产率计算卡............................ 错误!未定义书签。
3.1概述........................................................................................................... 错误!未定义书签。
3.2 主轴箱的设计步骤与内容...................................................................... 错误!未定义书签。
3.2.1绘置主轴箱原始依据图........................ 错误!未定义书签。
3.2.2轴的结构工艺................................ 错误!未定义书签。
3.2.3传动系统的设计与计算........................ 错误!未定义书签。
3.2.4主轴的确定及动力计算........................ 错误!未定义书签。
3.2.5主轴密封装置的选用.......................... 错误!未定义书签。
3.2.6主轴的强度校核计算.......................... 错误!未定义书签。
3.2.7主轴支承轴承的选用.......................... 错误!未定义书签。
3.2.8主轴箱润滑系统的设计........................ 错误!未定义书签。
4组合机床传动设计.................................... 错误!未定义书签。
4.1传动方案拟订........................................................................................... 错误!未定义书签。
4.2同步带类型的确定................................................................................... 错误!未定义书签。
4.2.1同步带主要参数设定.......................... 错误!未定义书签。
4.2.2同步带、带轮的设计.......................... 错误!未定义书签。
4.2.3同步带设计计算.............................. 错误!未定义书签。
5设计小结............................................ 错误!未定义书签。
参考文献 .......................................... 错误!未定义书签。
附录 ................................................ 错误!未定义书签。
1前言在机械制造中,对单件或小批量生产的工件,许多工厂采用通用机床加工。
由于通用机床要适应被加工零件形状和尺寸的要求,故机床结构一般比较复杂。
不仅如此,在实际加工中,由于只能单人单机操作,一道一道工序地完成,所以工人的劳动强度大、生产率低,工件的加工质量也不稳定。
针对以上的问题,组合机床便出现并逐步发展起来。
组合机床是根据加工需要,以大量通用部件为基础,配以少量专用部件组成一种高效组合机床。
组合机床一般采用多轴、多刀、多工序、多面或多工位同时加工的方法,生产效率比通用机床高几倍至几十倍。
组合机床一般用于加工箱体类或特殊形式的零件。
加工时,工件一般不旋转,有刀具的旋转运动和刀具与工件的相对进给运动来实现各种加工。
组合机床的设计,目前基本上有两种方式:第一,是根据具体加工对象的特征进行专门设计,这是当前最普遍也是最实用的做法。
第二,随着组合机床在我国机械行业的广泛使用,广大工人和技术人员总结出生产和使用组合机床的经验,发现组合机床不仅在其组成部件方面有共性,可设计成通用部件,而且一些行业在完成一定工艺范围内的组合机床是极其相似的,有可能设计成通用部件,这种机床称为“专用组合机床”。
这种组合机床不需要每次按具体对象进行专门设计和生产,而是设计成通用品种,组织成批量生产,然后按被加工零件的具体需要,配以简单的夹具和刀具,即可组成加工一定对象的高效率设备。
为了使组合机床能在中小批量生产中得到应用,往往需要应用成组技术,把结构和工艺相似的零件集中在一台组合机床上加工,以提高机床的利用率。
该课题是数控气缸盖导管孔组合机床的主轴箱设计。
该课题来源于高精公司。
这次设计任务是组合机床主轴箱部分的设计。
主轴箱设计是该次设计中一个重要的传动部分的设计。
首先,在同组同学完成对组合机床的总体设计并绘制出“三图一卡”的基础上,绘制主轴箱设计的原始依据图;接着确定主轴结构;然后根据被加工孔的位置,拟定传动系统。
这里应注意轴与轴的最小间距应符合规定要求,避免产生干涉,这一步是主轴箱设计的核心部分;第四步,计算并校核主轴是否符强度要求,其中包括对主轴配套轴承的校核;第五步,设计计算同步带传动装置;最后,绘制出相应的主轴箱图和同步带图以及它们的一些零件图。
2组合机床总体设计2.1工艺方案的拟订工艺方案制定的正确与否是在很大程度上决定了组合机床的结构配置和使用性能。
因此,应根据工件的形状和加工要求的特点,按一定的原则,结合组合机床常用的工艺方法,充分考虑到各种因素,并经技术经济分析后拟订出先进,合理、经济、可靠的工艺方案。
选择工艺基面和定位方式是制定工艺方案的关键所在。
确定组合机床工艺方案的基本原则:a.粗精加工分开原则:粗加工时的切削负荷较大,切削产生的热变形、较大佳压力引起的工件变形以及切削振动等,对精加工十分不利,影响加工尺寸精度和表面粗糙度。
因此,在拟订工件一个连续的多工艺过程时,应选择粗精加工分开的原则。
b.工序集中原则:适当考虑相同类型工序的集中,在条件允许时,把相同的工序集中在仪态机床或同一工位上进行加工能简化循环和结构;有相对位置要求的工序集中,加工对于相互间有严格的位置精度的孔的精加工应集中在一台机床上一次安装下完成,并且孔的粗精加工最好集中在一台机床上完成,这样可以使精加工余量分布均匀,更利于保证加工精度。
2.2切削用量的确定进给量按复合刀具中最小直径的单个刀具选择。
在选择进给量时, 除了考虑被加工工件要求的表面粗糙度外, 还应考虑直径最小或切削深度最大的那把单个刀具的强度。
切削速度按复合刀具中最大直径的单个刀具选择。
可按刀具预定的耐用度选取或计算。
切削用量的选择要保证最高精度孔或外圆的精度以及表面粗糙度的要求,并考虑各单个刀具的特点。
合理地选择切削用量,即确定合理的切削速度和工作进给量,能使组合机床以最少的停车损失,最高的生产效率,最长的刀具寿命和最好的加工质量也就是多、快、好、省地进行生产。
查文献资料[6]得:表2-1孔加工常用工序间余量半精加工:阀座孔0.4p a mm =,导管孔0.1p a mm =;精加工:阀座孔0.1p a mm =,导管孔0.1p a mm =;查文献资料[6]得:表2-2镗孔切削用量为了便于数据的统一,半精加工和精加工中f 均取0.15/mm r 。
切削速度的计算:粗加工:A.半精加工(排气)a.枪铰14.8mm φ导管孔根据以上的查表,选择0.15/f mm r =,1500/min n r =。
由1000C dn V π= (2-1)C V —切削速度,单位为/min m 。
C V =3.14×14.8×1500/1000=69.7/min mb.镗47.8mm φ阀座孔根据以上的查表,选择0.15/f mm r =,466/min n r = 由1000C dn V π= C V —切削速度,单位为m/min 。
C V =3.14×47.8×466/1000=70/min mB.半精加工(进气)a.枪铰14.8mm φ导管孔根据以上的查表,选择0.15/f mm r =,1500/min n r = 由1000C dn V π= C V —切削速度,单位为/min m 。
C V =3.14×14.8×1500/1000=69.7/min mb.镗44.8mm φ阀座孔根据以上的查表,选择0.15/f mm r =,466/min n r = 由1000C dn V π= C V —切削速度,单位为/min m 。
C V =3.14×44.8×466/1000=65.6/min mC.精加工(排气)a.枪铰15mm φ导管孔根据以上的查表,选择0.15/f mm r =,1500/min n r = 由1000C dn V π= C V —切削速度,单位为/min m 。
C V =3.14×15×1500/1000=70.7/min mb.镗48mm φ阀座孔根据以上的查表,选择0.15/f mm r =,466/min n r =由1000C dn V π= C V —切削速度,单位为/min m 。
C V =3.14×48×1500/1000=70.2/min mD.精加工(进气)a.枪铰15mm φ导管孔根据以上的查表,选择0.15/f mm r =,1500/min n r = 由1000C dn V π= C V —切削速度,单位为/min m 。