光滑极限量规计算机辅助设计规范
- 格式:ppt
- 大小:2.25 MB
- 文档页数:8

0引言随着科技水平突飞猛进,我国作为制造业大国,从军用的航空、航天到民用的汽车、船舶、农用机械等产品和装备,制造工艺水平有了很大的提升,同时检验技术也取得了显著的进步。
目前,以机械加工为主的行业,在专用工装的设计方面,通常都采用二维软件设计、绘图、出图和进行相关文件的保存管理。
常见的软件有AutoCAD 、CAXA 电子图版等国产的CAD 软件,多数企业只是借助这些二维软件进行出图,没有更深入地应用这些软件。
对于三维设计软件,在工装设计方面,使用的企业较少,没有真正实现计算机辅助设计的作用。
光滑极限量规是一种结构简单、操作方便、结果可靠的量具,可以有效地提高产品批量生产的效率,应用十分广泛。
但光滑极限量规传统的设计方法,重复性劳动较多,费时易错。
因此,本文以CATIA 为平台,运用TDS 系统中的标准零件库建立参数化模型和知识库编制光滑极限量规公差计算程序,可以准确设计出光滑极限量规,从而大大提高设计质量与效率。
1光滑极限量规的设计要求1.1光滑量规的种类光滑量规是控制工件的实际尺寸在极限范围内的工具,即指被测零件为孔、轴、长度、槽宽所用的量规(塞规、卡规、长度量规、槽宽量规)的总称,它只能用来鉴别零件的尺寸,几何形状误差是否处于所规定的公差带之内,因此它不具备刻度。
它对标准或非标准公差均适用。
光滑量规的制造公差遵守泰勒原则,即不超极限设计。
所以,光滑量规是一种不具备刻度的极限测量工具。
一般光滑量规分为以下3类。
1〇工作量规:生产工人和检验人员用来测量零件的量规。
2〇验收量规:订货方用来验收零件的量规。
3〇校对量规:用来检验工作量规和验收量规的量规。
1.2量规设计的原则量规的精度比一般产品的精度高一个等级,属于精密工具,但也会产生制造误差。
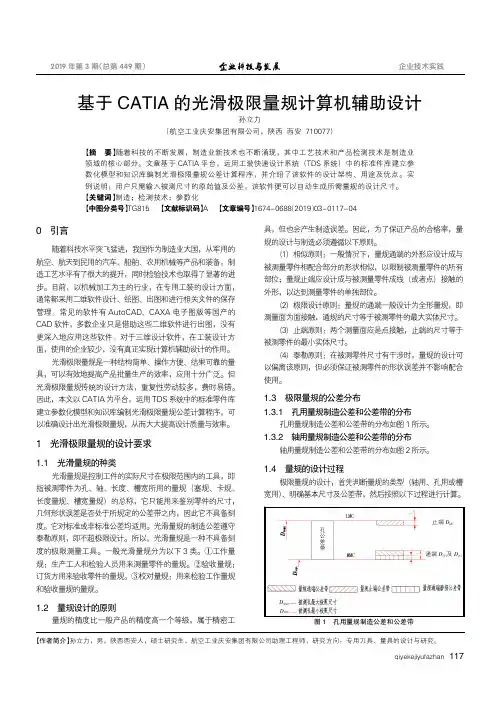
因此,为了保证产品的合格率,量规的设计与制造必须遵循以下原则。
(1)相似原则:一般情况下,量规通端的外形应设计成与被测量零件相配合部分的形状相似,以限制被测量零件的所有部位;量规止端应设计成与被测量零件成线(或者点)接触的外形,以达到测量零件的单独部位。

简述光滑极限量规的设计原则光滑极限量规是一种用来测量工件表面光滑度、平面度和圆度的高精度量具。
它的设计原则是为了确保测量结果准确可靠,且易于操作。
以下是光滑极限量规的设计原则的简述。
1. 精度要求:光滑极限量规是一种高精度量具,因此其设计必须具备高精度的要求。
在设计过程中,应该考虑到各种因素对精度的影响,如材料的热胀冷缩、机械变形等。
同时,还需要对光滑极限量规进行校准和调试,以确保其精度达到设计要求。
2. 结构设计:光滑极限量规的结构设计要简单合理,以保证其稳定性和可靠性。
通常采用刚性材料制作,如硬质合金、陶瓷等。
同时,还应考虑到容易损坏的部件的保护措施,比如加装保护罩等。
3. 操作便捷:光滑极限量规的操作应该简单、方便,以提高工作效率。
设计时可以考虑到人体工程学原理,使得操作者能够轻松地进行测量操作,减少操作误差。
4. 规格标准:光滑极限量规的设计应该符合国际标准或行业标准,以确保其在不同工作环境下的通用性和互换性。
同时,还应该考虑到不同工件的尺寸范围和形状特点,设计出适用于不同工件的光滑极限量规。
5. 测量范围:光滑极限量规的设计要考虑到测量范围的要求,以满足不同工件的测量需求。
测量范围应该具备一定的可调性,以适应不同工件的尺寸范围。
6. 抗干扰能力:光滑极限量规的设计应该考虑到抗干扰能力的要求,以提高测量的准确性。
在设计过程中,可以采用抗干扰技术,如屏蔽、滤波等,来降低外界干扰对测量结果的影响。
7. 数据处理:光滑极限量规的设计要考虑到数据处理的要求,以便操作者能够方便地获取和分析测量结果。
设计时可以考虑添加数据接口或数据存储功能,使得测量数据能够方便地导出和处理。
8. 维护保养:光滑极限量规的设计应该考虑到维护保养的要求,以延长其使用寿命和保持测量精度。
设计时可以考虑到易损件的更换和维修的便捷性,以及对仪器进行定期的维护保养。
光滑极限量规的设计原则包括精度要求、结构设计、操作便捷、规格标准、测量范围、抗干扰能力、数据处理和维护保养等方面。
第6章 光滑工件尺寸检验和光滑极限量规设计教学提示:为了使零件符合规定的精度要求,除了要保证加工零件所用的设备和工艺装备具有足够的精度和稳定性外,质量检验也是一个十分重要的问题。
而质量检验的关键问题是确定合适的质量验收标准及正确选用测量器具。
我国参考ISO标准,制定了“光滑工件尺寸的检验”(GB 3177—1982,该标准于1996年进行了修订,新的标准代号GB/T 3177— 1997)和“光滑极限量规”(GB/T 1957—1981)两个国家标准。
本章主要介绍这两个标准的主要内容。
教学要求:本章让学生了解极限量规的类型、特点以及各种类型的量规的设计过程。
要求学生正确掌握光滑工件的质量验收标准、工作量规的设计依据和量规公差带的计算。
“公差与配合”制度的建立,给互换性生产创造了条件。
但是,为了使零件符合图样规定的精度要求,除了要保证加工零件所用的设备和工艺装备具有足够的精度和稳定性外,质量检验也是一个十分重要的问题。
而质量检验的关键是确定合适的质量验收标准及正确选用测量器具。
为此,我国制定了《光滑工件尺寸的检验》(GB/T 3177—1997)和《光滑极限量规》(GB/T 1957—1981)两个国家标准。
本章主要介绍这两个标准的主要内容。
6.1 光滑工件尺寸检验加工完的工件其实际尺寸应位于最大和最小极限尺寸之间,包括实际尺寸正好等于最大或最小极限尺寸,都应该认为是合格的。
但由于测量误差的存在,实际尺寸并非工件尺寸的真值,特别是实际尺寸在极限尺寸附近时,加上形状误差的影响极易造成错误判断。
因此,为了保证测量精度,如何处理测量结果以及如何正确地选择测量器具,国家标准“光滑工件尺寸的检验”对此都作了相应的规定。
本节主要讨论关于验收极限、验收原则和安全裕度的确定问题。
6.1.1 工件验收原则、安全裕度与验收极限把不合格工件判为合格品为“误收”;而把合格工件判为废品为“误废”。
因此,如果只根据测量结果是否超出图样给定的极限尺寸来判断其合格性,有可能会造成误收或误废。
光滑极限量规概述及设计原则第5章光滑极限量规5.1 概述在机械制造中,检验尺寸一般使用通用计量器具,直接测取工件的实际尺寸,以判定其是否合格,但是,对成批大量生产的工件,为提高检测效率,则常常使用光滑极限量规来检验。
光滑极限量规是用来检验某一孔或轴专用的量具,简称量规。
一、量规的作用量规是一种无刻度的专用检验工具,用它来检验工件时,只能判断工件是否合格,而不能测量出工件的实际尺寸。
检验工件孔径的量规一般又称为塞规,检验工件轴径的量规一般称为卡规。
塞规有“通规”和“止规”两部分,应成对使用,尺寸较小的塞规,其通规和止规直接配制在一个塞规体上,尺寸较大的塞规,做成片状或棒状的。
塞规的通端按被测工件孔的MMS(Dmin)制造,止规按被测孔的LMS(Dmax)制造,使用时,塞规的通端若能通过被测工件孔,表示被测孔径大于其Dmin,止规若塞不进工件孔,表示孔径小于其Dmax,因此可知被测孔的实际尺寸在规定的极限尺寸范围内,是合格的,否则,若通规塞不进工件孔,或者止规能通过被测工件孔,则此孔为不合格的。
同理,检验轴用的卡规,也有“通规”和“止规”两部分,且通端按被测工件轴的MMS(dmax)制造,止规按被测轴的LMS(dmin)制造,使用时,通端若能通过被测工件轴,而止规不能被通过,则表示被测轴的实际尺寸在规定的极限尺寸范围内,是合格的,否则,就是不合格的了。
二、量规的标准与种类我国于1981年颁布者了《光滑极限量规》GB1957-81,标准规定的量规适用于检验基本尺寸500mm,公差等级为IT6-IT16级的孔与轴。
量规按其用途不同可分为工作量规、验收量规和校对量规三类。
1.工作量规:工作量规是工人在工件的生产过程中用来检验工件的量规。
其通端代号为“T”止端代号为“Z”。
2.验收量规:验收量规是检验部门或用户验收产品时使用的量规。
GB对工作量规的公差带作了规定,而没有规定验收量规的公差,但规定了工作量规与验收量规的使用顺序。