优选第四章第一讲玻璃包装容器性能测试
- 格式:ppt
- 大小:5.17 MB
- 文档页数:12
玻璃容器品质检验流程及耐压性评价玻璃容器是广泛应用于食品、饮料、药品、化妆品等行业的常见包装材料之一。
为了确保玻璃容器的质量和安全性,进行品质检验是不可或缺的环节。
本文将介绍玻璃容器品质检验的流程,并详细说明耐压性评价的方法。
玻璃容器品质检验的流程可以分为以下几个步骤:1.外观检验:首先对玻璃容器的外观进行检验,包括检查容器表面是否有明显的划痕、气泡、凸凹等缺陷。
同时,也要检查容器的形状和尺寸是否符合规定的标准。
2.容器密封性检验:将玻璃容器盖好,并倒置一段时间,观察是否有漏液现象。
密封性检验可以通过浸水试验或真空试验来进行。
3.耐热性检验:将玻璃容器放入高温环境中,观察其是否能够承受住高温。
这一步的主要目的是确定容器是否能够在热灌装和高温存储条件下不破裂。
4.耐寒性检验:将玻璃容器放入低温环境中,观察其是否出现破裂或变形等现象。
这一步的目的是确定容器是否能够在冷冻或低温贮存条件下不破裂。
5.耐压性评价:耐压性是一个重要的性能指标,特别是对于玻璃容器来说。
耐压性评价可以通过以下步骤进行:a.将内部装满适量的液体,然后将容器倒置,放入压力机中。
b.逐渐增加压力,直到容器破裂为止。
记录容器破裂时的压力值。
c.重复上述步骤,对多个样品进行测试,计算平均耐压值。
d.根据产品的使用要求,与标准值进行对比,判断容器的耐压性是否合格。
耐压性评价是玻璃容器品质检验中的一个重要环节。
通过测试容器的耐压性,可以判断容器在运输、储存和使用过程中是否能够承受外部压力的影响,以保证产品的安全性和质量。
需要注意的是,在进行品质检验时,应根据产品的使用要求和相关的标准要求,确定相应的检验方法和检验参数。
同时,也要确保检验设备的准确性和可靠性,以保证检验结果的有效性。
综上所述,玻璃容器品质检验流程包括外观检验、容器密封性检验、耐热性检验、耐寒性检验和耐压性评价。
通过严格的品质检验,可以确保玻璃容器的质量和安全性,提高产品的竞争力。



第4章包装容器性能测试包装容器是在流通过程中贮存与保护商品的重要形式,如玻璃包装容器、塑料包装容器、金属包装容器和软包装容器等,它们对商品的安全运输发挥着积极作用。
本章主要介绍玻璃包装容器、塑料包装容器、金属包装容器、钙塑瓦楞箱和软包装袋的性能测试。
4.1 一般包装用玻璃容器性能测试采用玻璃容器包装食品、药品、饮料及酒类以及其它易腐蚀物品,与塑料、马口铁以及复合材料制成的包装容器相比,具有化学性能稳定好、阻隔性高、透明美观、硬度高、不易污染、长期使用材质变化小等优点。
但是,玻璃容器质量较大,耐冲击性差,容易破损。
由于玻璃包装容器的抗压强度高,而抗拉强度较低,因此,破损多是由于受拉所引起的。
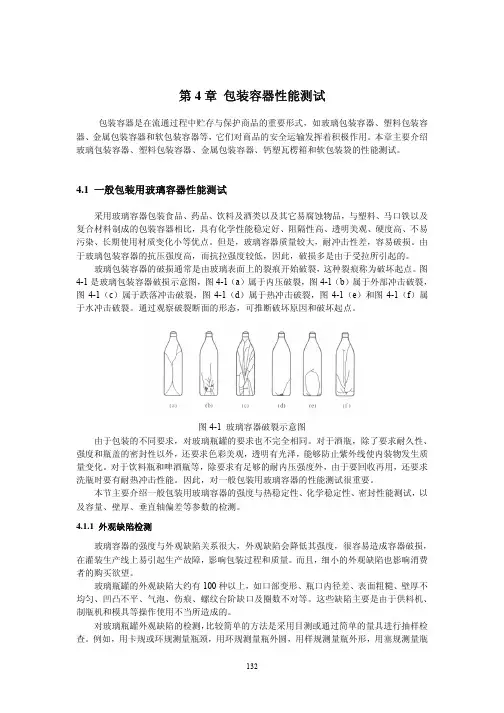
玻璃包装容器的破损通常是由玻璃表面上的裂痕开始破裂,这种裂痕称为破坏起点。
图4-1是玻璃包装容器破损示意图,图4-1(a)属于内压破裂,图4-1(b)属于外部冲击破裂,图4-1(c)属于跌落冲击破裂,图4-1(d)属于热冲击破裂,图4-1(e)和图4-1(f)属于水冲击破裂。
通过观察破裂断面的形态,可推断破坏原因和破坏起点。
图4-1 玻璃容器破裂示意图由于包装的不同要求,对玻璃瓶罐的要求也不完全相同。
对于酒瓶,除了要求耐久性、强度和瓶盖的密封性以外,还要求色彩美观,透明有光泽,能够防止紫外线使内装物发生质量变化。
对于饮料瓶和啤酒瓶等,除要求有足够的耐内压强度外,由于要回收再用,还要求洗瓶时要有耐热冲击性能。
因此,对一般包装用玻璃容器的性能测试很重要。
本节主要介绍一般包装用玻璃容器的强度与热稳定性、化学稳定性、密封性能测试,以及容量、壁厚、垂直轴偏差等参数的检测。
4.1.1 外观缺陷检测玻璃容器的强度与外观缺陷关系很大,外观缺陷会降低其强度,很容易造成容器破损,在灌装生产线上易引起生产故障,影响包装过程和质量。
而且,细小的外观缺陷也影响消费者的购买欲望。
玻璃瓶罐的外观缺陷大约有100种以上,如口部变形、瓶口内径差、表面粗糙、壁厚不均匀、凹凸不平、气泡、伤痕、螺纹台阶缺口及圈数不对等。
包装瓶的测试标准主要包括以下几个方面:
1. 密封性测试:包装瓶的密封性是保证产品安全和延长保质期的重要因素。
需要进行压力测试、负压测试和泡水测试等,以确保瓶口、瓶身和瓶盖等部位不漏气、不渗水。
2. 强度测试:包装瓶需要具有一定的机械强度,能够承受运输过程中的颠簸、碰撞和振动等外力作用。
需要进行落球冲击测试、抗压测试和抗扭测试等,以确保瓶子不易破碎或变形。
3. 热稳定性测试:某些产品需要在特定温度下保存或运输,因此包装瓶需要具有一定的热稳定性,能够承受高温或低温环境。
需要进行高温测试、低温测试和温度循环测试等。
4. 耐候性测试:包装瓶需要能够承受自然环境中的阳光、紫外线、风雨等气候因素,保持其物理性能和外观质量。
需要进行阳光曝晒测试、气候模拟测试等。
5. 环保性测试:包装瓶需要符合相关环保法规和标准,如无毒无害、可回收利用等。
需要进行成分检测、可回收性检测等。
6. 外观质量测试:包装瓶的外观质量是影响消费者购买意愿的重要因素。
需要进行尺寸检测、表面光滑度检测、颜色一致性检测等,以确保瓶子外观美观、符合设计要求。
综上所述,包装瓶的测试标准需要根据具体的产品特性和市场需求进行制定,以确保产品的安全、质量和环保性能。
重庆市润发玻璃器皿有限公司致:QC/工程/生产咖啡壶检验标准文件编号:92-302-004版序:A01、制定目的:参照Schott咖啡壶检验标准,为公司及客户检验提供依据。
2、适用范围:适用于公司所产耐高温咖啡壶检测。
3、权责单位:工程部负责本文件制定、修改、废止;总经理部负责本文件制定、修改、废止之核准。
4、内容:注:CRI为致命缺陷,MAJ为严重缺陷,MIN为轻微缺陷。
5、性能及结构测试5.1急变温差(热冲击):0~150︒C抽检数量及判定原则:按上表中S-II级;缺陷级别:CRI;Sunbeam抽检15个。
测试设备:恒温箱。
方法:将恒温箱加热至150︒C,将玻璃杯放在恒温箱内加热30分钟,然后立即投放在0︒C的水中保留3分钟,观察玻璃杯是否破裂或裂痕。
5.2冲击测试重庆市润发玻璃器皿有限公司 致:QC/工程/生产抽检数量及判定原则:按上表中S-II 级;缺陷级别:CRI ;Sunbeam 产品抽检15个;3.5g 钢珠从50cm 的高度垂直落下,玻璃杯不破裂。
测试设备:AGR 仪。
方法:使用AGR 冲击测试仪,测试上述做过急变温差实验的咖啡杯以20ips(英寸/秒)作冲击测试。
在玻璃杯外转及底部进行3次3点测试冲击,玻璃杯不破裂。
5.3尺寸或结构测量抽检数量及判定原则:按上表中S-II 级;缺陷级别:MAJ ;Sunbeam 产品抽检15个。
检具:游标卡尺、厚薄规。
壁厚。
壁厚保证在 。
(注:公差必须在±1) 5.5倒水测试抽检数量及判定原则:按上表中S-II 级;缺陷级别:MAJ ;Sunbeam 产品抽检15个。
方法:装2杯和最大杯数的量时各倒水3次,不沿杯壁回流,水流呈直线不分叉。
5.6平整度测试抽检数量及判定原则:按上表中S-II 级;缺陷级别:MAJ ;Sunbeam 产品抽检15个。
检具:平板玻璃方法:放在玻璃板上平整。
5.7毒性测试:当配方改变时送检重庆市玻陶搪产品质量监督检验站测试。