抽样计划标准文件
- 格式:docx
- 大小:70.30 KB
- 文档页数:4
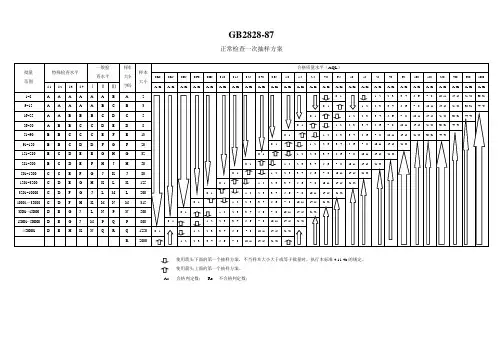
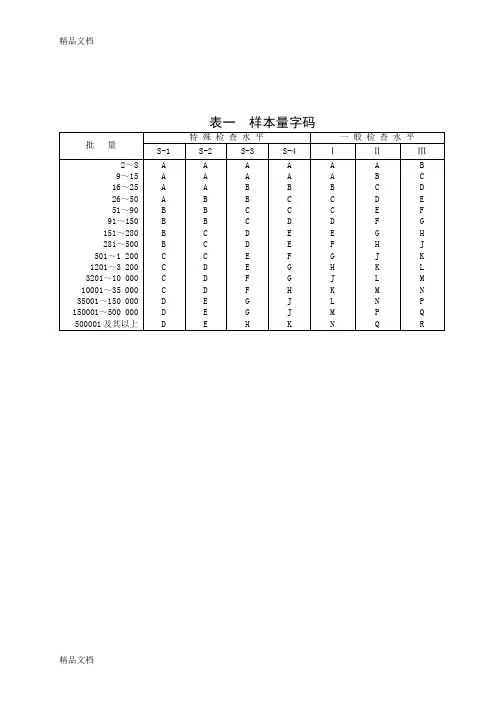
国标抽样计划标准GB2828以下是对表格的描述:表一是一个样本量字码表,用于确定特殊检查水平和一般检查水平下的样本量和接收质量限。
其中,特殊检查水平分为S-1、S-2、S-3和S-4四个等级,一般检查水平则是以接收质量限(AQL)为基础,分为0.010、0.015、0.025、0.040、0.065、0.10、0.15、0.25、0.40、0.65、1.0、1.5、2.5、4.0、6.5、10、15、25、40、65、100、150、250、400、650、1000等20个等级。
每个等级下都有对应的样本量字码和接收质量限。
为了使用该表,首先需要确定所需的检查水平,然后在表中找到对应的特殊检查水平或一般检查水平,进而得到相应的样本量和接收质量限。
需要注意的是,样本量的大小会对检验结果产生影响,因此在选择样本量时需要综合考虑多个因素,如产品的重要性、生产成本等。
使用箭头下面的第一个抽样方案,如果样本量等于或超过批量,则执行100%检验。
使用箭头上面的第一个抽样方案。
Ac表示接收数,XXX表示拒收数。
为了加强检查,可以使用以下一次抽样方案。
样本量代码表示样本量,接收质量限(AQL)为0.10,AcRe为0.0150.025;AQL为0.40,AcRe为0.0650.10;AQL为0.15,AcRe为0.25;AQL为0.40,AcRe为0.65;AQL为1.0,AcRe为1.5;AQL为2.5,AcRe为4.0;AQL为6.5,AcRe为10;AQL为15,AcRe为25;AQL为40,AcRe为65;AQL为100,AcRe为150;AQL为250,AcRe为400;AQL为650,AcRe为1000;AQL为3150,AcRe为AcReAcReAcRe。
样本量和样本量代码如下:2、3、5、8、13、20、32、50、80、125、200、315、500、800、1250、3150.将数字排列成易于阅读的格式。

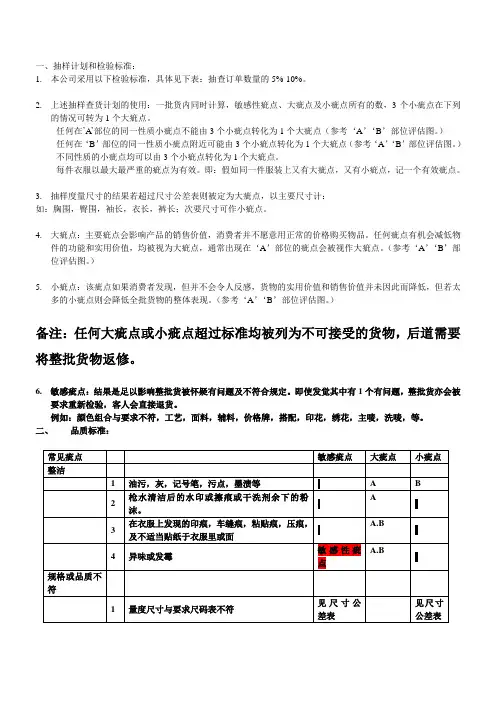
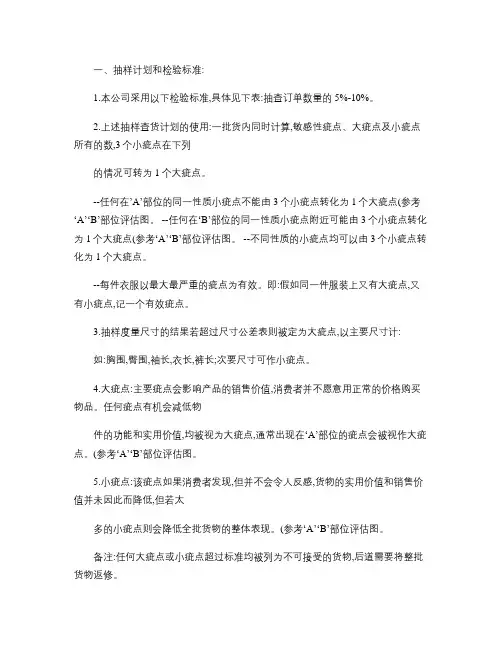
一、抽样计划和检验标准:1.本公司采用以下检验标准,具体见下表:抽查订单数量的5%-10%。
2.上述抽样查货计划的使用:一批货内同时计算,敏感性疵点、大疵点及小疵点所有的数,3个小疵点在下列的情况可转为1个大疵点。
--任何在’A’部位的同一性质小疵点不能由3个小疵点转化为1个大疵点(参考‘A’‘B’部位评估图。
)--任何在‘B’部位的同一性质小疵点附近可能由3个小疵点转化为1个大疵点(参考‘A’‘B’部位评估图。
)--不同性质的小疵点均可以由3个小疵点转化为1个大疵点。
--每件衣服以最大最严重的疵点为有效。
即:假如同一件服装上又有大疵点,又有小疵点,记一个有效疵点。
3.抽样度量尺寸的结果若超过尺寸公差表则被定为大疵点,以主要尺寸计:如:胸围,臀围,袖长,衣长,裤长;次要尺寸可作小疵点。
4.大疵点:主要疵点会影响产品的销售价值,消费者并不愿意用正常的价格购买物品。
任何疵点有机会减低物件的功能和实用价值,均被视为大疵点,通常出现在‘A’部位的疵点会被视作大疵点。
(参考‘A’‘B’部位评估图。
)5.小疵点:该疵点如果消费者发现,但并不会令人反感,货物的实用价值和销售价值并未因此而降低,但若太多的小疵点则会降低全批货物的整体表现。
(参考‘A’‘B’部位评估图。
)备注:任何大疵点或小疵点超过标准均被列为不可接受的货物,后道需要将整批货物返修。
6.敏感疵点:结果是足以影响整批货被怀疑有问题及不符合规定。
即使发觉其中有1个有问题,整批货亦会被要求重新检验,客人会直接退货。
例如:颜色组合与要求不符,工艺,面料,辅料,价格牌,搭配,印花,绣花,主唛,洗唛,等。
二、品质标准:注:.以上“品质标准”中不尽祥例的,约定成俗的常规疵点也同样适用于本手册。
正常检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
加严检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;
放宽检查一次抽样方案
----使用箭头下面的第一个抽样方案,不当样本大小大于或等于批量时,执行本标准4.11.4b 的规定。
----使用箭头上面的第一个抽样方案。
Ac-----合格判定数; Re----不合格判定数;。
5.3.2检验的继续除非特殊情况要求改变检验的严格度,对连续的批,正常、加严或者放宽检验应继续不变。
5.3.3在正常检验判定为不合格时,视实际情况可对判定为不合格的批产品进行全检或加大检验量。
6.正常单次抽样一般检验水准项目6.1物料、半成品基本检验;6.2物料、半成品外观检验;6.3物料、半成品包装方式检验。
7.IQC抽样检验标准:来料原材料、来料半成品检验按接收质量限:电子类:AQL=0.01(CR),AQL=0.40(MA),AQL=0.65(MI)。
结构类:AQL=0.01(CR),AQL=1.0(MA),AQL=2.5(MI)。
辅件类:需检验的批产品同“结构类”,不需检验的根据实际情况纳入免检。
7.1特殊抽样方法9 7.1.1从正常单次抽样的样本数里,按AQL表1中的特殊检验水准S-2抽取数量对相关尺寸进行检验;7.1.2电子类产品依照如下规定执行:7.2 AQL 一般/特殊检验水准项目以及缺陷定义7.2.1外观检查:一般检验水准II级, 缺陷等级(MI)7.2.2结构尺寸检查:压铸件/注塑件/挤出件进行样本(随机挑选1PCS产品)检测,测缺陷等级(MA/MI);机加工及委外加工产品特殊检验水准S-1(由S-2变为S-1),缺陷等级(MA/MI).7.2.3产品设定的参数/尺寸检查:7.2.3.1结构类、辅件类产品尺寸依特殊检验水准S-1(由S-2变为S-1),缺陷等级(CR/MA)7.2.3.2电子类重要参数/尺寸依照7.1.2规定执行7.2.4产品试装检查:根据实际需要每批次1-5pcs7. 附件附件一:表1 样本量字码附件二:表2 正常检验一次抽样方案——使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%检验。
——使用箭头上面的第一个抽样方案。
Ac ——接收数。
Re ——拒收数。
附件三:表3 加严检验一次抽样方案——使用箭头下面的第一个抽样方案。
如果样本量等于或超过批量,则执行100%检验。
一、抽样计划和检验标准:1.本公司采用以下检验标准,具体见下表:抽查订单数量的5%-10%。
2.上述抽样查货计划的使用:一批货内同时计算,敏感性疵点、大疵点及小疵点所有的数,3个小疵点在下列的情况可转为1个大疵点。
--任何在’A’部位的同一性质小疵点不能由3个小疵点转化为1个大疵点(参考‘A’‘B’部位评估图。
--任何在‘B’部位的同一性质小疵点附近可能由3个小疵点转化为1个大疵点(参考‘A’‘B’部位评估图。
--不同性质的小疵点均可以由3个小疵点转化为1个大疵点。
--每件衣服以最大最严重的疵点为有效。
即:假如同一件服装上又有大疵点,又有小疵点,记一个有效疵点。
3.抽样度量尺寸的结果若超过尺寸公差表则被定为大疵点,以主要尺寸计:如:胸围,臀围,袖长,衣长,裤长;次要尺寸可作小疵点。
4.大疵点:主要疵点会影响产品的销售价值,消费者并不愿意用正常的价格购买物品。
任何疵点有机会减低物件的功能和实用价值,均被视为大疵点,通常出现在‘A’部位的疵点会被视作大疵点。
(参考‘A’‘B’部位评估图。
5.小疵点:该疵点如果消费者发现,但并不会令人反感,货物的实用价值和销售价值并未因此而降低,但若太多的小疵点则会降低全批货物的整体表现。
(参考‘A’‘B’部位评估图。
备注:任何大疵点或小疵点超过标准均被列为不可接受的货物,后道需要将整批货物返修。
6.敏感疵点:结果是足以影响整批货被怀疑有问题及不符合规定。
即使发觉其中有1个有问题,整批货亦会被要求重新检验,客人会直接退货。
例如:颜色组合与要求不符,工艺,面料,辅料,价格牌,搭配,印花,绣花,主唛,洗唛,等。
二、品质标准:8 9 10 11 12 13 印染 1 2 3 4 5 绣花 1 2 杂项 1 2 3 4 5 6 7 8 9 毛结或漏纱而明显可觉察到不是指定的布由毛头形成线圈不恰当的修补漂白点或印污布纹明显歪斜印色/花或染色不匀印色花或染色不匀明显褪色或色痕明显印错,移位,明显印错,移位,印花颜色或印花质量差颜色或印花质量差图案上的误差绣花形状扭曲,变形,线松,起毛,绣花形状扭曲,变形,线松,起毛,针数密谋不够,布缩,不够,布缩,崩边线色与标样不同外来物质在布内手感硬或欠佳布错正反面衣服有毛向应为顺毛裁或与工艺不符断纱或断纱洗水后起毛发白上里布有太多吃势或里布长出面布里布与衣服不符或不平伏或扭曲里布与衣服不符或不平伏或扭曲断针或鞋印一件衣服有色差或件与件之间有色差 * A B * B B B B B B B B B * * * * * -* -* -* -* -* 敏感性疵 * 点 * A * * * * A A A A 敏感性疵 A 点敏感性疵 A 点敏感性疵 A 点 * A 敏感性疵 * 点敏感性疵 * 点 A,B , * 敏感性疵 * 点敏感性疵* 点敏感性疵 * 点 * * * A,B , A,B , A,B ,敏感性疵 A,B ,点 A,B ,* 以上“ 注:.以上“品质标准”中不尽祥例的,约定成俗的常规疵点也同样适用于本手册。
改订履历
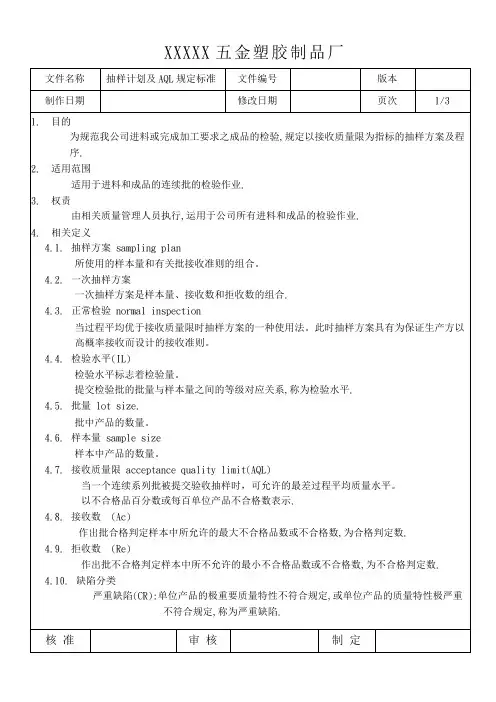
1.目的:为确保产品品质更好地体现IATF16949:2016条文精神,追求零缺陷,特制订本规定。
2.适用范围:适用于进货、制程、成品检验时,计数型数值允收水准的确定。
3.权责
3.1品管部:确定AQL值﹔
3.2品管员:C=0 plan的查询、使用。
4.定义
4.1 C=0抽样计划:零缺陷抽样计划,即收0退1,Ac=0,Re=1,首次发表于1965年,目前还不是国际或
国家标准,但由于“零缺陷”的品质观念已通行全球,另外QS9000标准中4.10检验和试验要素中明确规定:对计数型抽样计划接受准则为零缺陷,因此,许多企业均采用零缺陷C=0抽样检验计划。
5.作业内容
5.1使用方法。
5.1.1确定检验项目、判定标准。
根据客户要求及产品特性确定。
5.1.2确定允收品质水准AQL值
计数型数值:本公司规定使用AQL值为0.4。
5.1.3根据实际批量及规定的AQL值从“附件一”中查出应抽取的样本数量。
5.1.4从批量中随机抽取规定的样本数。
5.1.5检验:根据Ac=0 Re=1判定。
5.2如遇特殊情况,品管部可根据实际临时(15天以内)更改允收品质水准AQL,只需书面通知相关部门,
而无需更改本规定及相关检验标准。
6.相关文件: 无
7.相关表单:无。
注:* 表示整批须百分之百检验。
01引言Chapter1 2 3提高产品质量降低检验成本促进企业质量管理目的和背景国标抽样计划标准GB2828概述抽样方案检验水平接收质量限(AQL)抽样计划02抽样计划基本概念Chapter抽样检验原理抽样方案分类计数型抽样方案计量型抽样方案序贯抽样方案总体样本抽样框01020304样本量与总体量的比值,用于描述抽样的比例。
抽样比符合规定要求的产品。
合格品不符合规定要求的产品。
不合格品产品存在的质量问题或不符合规定要求的地方。
缺陷03抽样计划制定步骤Chapter确定检验对象及批量大小明确检验对象确定批量大小根据生产或采购的实际情况,确定同一批次产品或材料的数量。
选择抽样方案类型计数型抽样方案计量型抽样方案确定样本量字码0102制定具体抽样方案制定抽样计划根据确定的检验对象、批量大小、抽样方案类型和样本量字码,制定具体的抽样计划。
明确抽样方法确定采用随机抽样、系统抽样或其他抽样方法,确保抽样的代表性和公正性。
规定检验方法和判定标准明确产品或材料的检验方法、测量工具、测量步骤和判定标准等,确保检验的准确性和一致性。
制定不合格品处理流程对于检验出的不合格品,制定相应的处理流程,如返工、报废、让步接收等,确保产品质量和生产效率。
04抽样计划实施要点Chapter严格按照抽样方案执行010203遵循GB2828标准制定详细抽样方案严格执行抽样方案随机抽样采用随机抽样的方法,确保每个样本被抽取的概率相等,从而保证样本的代表性。
分层抽样针对不同类型的产品或不同生产批次,采用分层抽样的方法,分别抽取各层样本,以更全面地反映总体质量状况。
保证样本数量根据GB2828标准的要求和实际情况,确定合适的样本数量,以确保抽样结果的准确性和可靠性。
保证样本代表性保存检验数据对抽取的样本进行检验,并记录检验结果。
确保检验数据的准确性和完整性,以便后续分析和追溯。
建立数据档案将抽样计划和检验数据整理成档案,妥善保存。
这有助于对产品质量进行长期跟踪和持续改进。
国标抽样计划标准GB2828•引言•抽样计划基本概念•GB2828抽样标准详解•抽样计划的实施步骤•抽样计划的优缺点分析•GB2828抽样标准的应用案例•总结与展望01引言目的和背景目的为了规范产品质量监督抽样检验的抽样方案,保证抽样检验结果的准确性和可靠性,提高产品质量水平,制定本标准。
背景随着市场经济的发展,产品质量越来越受到人们的关注,抽样检验作为一种有效的质量监督手段,被广泛应用于各个领域。
然而,由于缺乏统一的抽样方案标准,导致抽样检验结果存在较大的差异,影响了质量监督的公正性和有效性。
因此,制定本标准具有十分重要的意义。
标准的适用范围适用范围本标准适用于产品质量监督抽样检验中的抽样方案制定。
具体包括生产领域、流通领域和消费领域的产品质量监督抽样检验。
不适用范围本标准不适用于需要破坏性检验的抽样方案,以及根据特定需求制定的专用抽样方案。
通过合理的抽样方案,可以确保抽取的样本具有广泛的代表性,从而反映出被监督产品的整体质量状况。
保证检验结果的代表性合理的抽样方案可以在保证检验结果准确性的前提下,尽可能地减少检验工作量,提高检验效率。
提高检验效率通过对抽样检验结果的分析,可以发现产品质量存在的问题和薄弱环节,为企业进行质量改进提供有力的依据。
有利于质量改进通过抽样检验,可以及时发现并处理不合格产品,防止其流入市场,从而保障消费者的合法权益。
保障消费者权益抽样计划的重要性02抽样计划基本概念抽样检验的定义01抽样检验是一种统计学方法,用于从整体中随机选取一部分样本进行检验,以推断整体的质量水平或特征。
02在抽样检验中,样本的代表性至关重要,因此必须确保抽样过程随机、公正、无偏。
主要用于检验产品的缺陷数或不合格品数,通常适用于生产批量大、质量比较稳定的情况。
计数型抽样计划主要用于检验产品的尺寸、重量、颜色等连续变量,适用于对产品质量要求较高、需要精确控制的情况。
计量型抽样计划根据产品质量的历史数据和实时变化,动态调整抽样方案和检验标准,以提高检验效率和准确性。
抽样方案制定规范(ISO9001:2015)1 目的本文件旨在给抽样检验提供抽样依据,即对样本的抽样方法、AQL 水平进行明确定义。
本文件对所有个案抽检具有最终的决定权。
2 范围2.1 适用于有破坏性的物料。
2.2 适用于有特殊功能要求的物料。
2.3 适用于成品出厂前检验。
3 参考文件各产品企业标准4 定义或缩写说明4.1 Sample size code letters样本大小字母代码表4.1.1 Lot or batch size批量或数量大小4.1.2 Special inspection levels特殊抽检水平---------可分为4 级(S-1、S-2、S-3、S-4)4.1.3 General inspection levels普通抽检水平---------可分为3 级(I、II、III)4.2 Single sampling plans for normal inspection/Tighter inspection/Reduced inspection正常/加严/减量检验-单次抽样计划4.2.1 Sample size抽样数大小4.2.2 Acceptance Quality Levels-------AQL品质接受水平4.2.3 箭头所指向下的首列数,表示接受(Ac)和拒收数(Re);(若抽样数小于或等于样本数时,作100%检查)箭头所指向上的首列数,表示接受(Ac)和拒收数(Re)。
4.2.4 Ac -------接受(数量)4.2.5 Re -------拒收(数量)4.3 严重缺陷------在人员使用和维护时可能引起危险或存在安全隐患的缺陷,或可能阻碍主要终端产品缺陷.4.4 主要缺陷------非严重缺陷,但可能引起单位产品预定用途的失效或降低其本质上的可用性.4.5 次要缺陷------非严重缺陷或主要缺陷,但与已经建立的标准有背离却又对产品单元的有效作用或操作几乎无影响.5 职责工程师/主管培训及指导员工如何按此程序严格对来料、半成品和成品抽取样本检查.6 程序内容6.1 确定检测产品的批量或数量6.2 根据产品的批量或数量大小,在Sample size code letters 中查出相应检查水平的字母代码6.3 根据字母代码在Single sampling plans for normal inspection 中获取相应的Samples size 的接受(Ac)和拒收(Re)注:1.原材料及半成品抽样计划以主要缺陷为准。
MIL-STD-105E批量样本抽样(N )大小数量减量正常加严代字NIIIIII2~8A A B A 201122334567810111415212230319~15A B C B 201021324355878101114152122303116~25B C D C 201021*********71010131417212426~50C D E D 301021*********71010131417212451~90C E F E 501021*********71010131417212491~150D F G F 801021*********7101013151~280E G H G 1301021********87101013281~500F H J H 2001021********87101013501~1200G J K J 3201021********871010131201~3200H K L K 5001021********871010133201~10000J L M L 8001021********8710101310001~35000K M N M 12501021********8710101335001~150000L N P N 20001021********87101013150001~500000M P Q P 31501021********87101013500001以上NQRQ 5001021********87101013R800213142536587101013注意事项:1、 定义MIL-STD-105E 计量值抽样计划表之内容。
系统出货时已内含标准值。
MIL-STD-105E 之使用程序可分为下列步骤:即检验水平为一般水平I 、II 、III 三级与宽严程度(减量、正常、加严)对应之批量、抽样数、允收水平、合格数、不合格数之对应关系。
产品抽样计划REV. : A
SHEET : 2 of 4 1、目的/Purpose
规范抽样检验作业,确保抽样效果,预防品质事故
2、适用范围/Scope
仅适用于公司所有作业过程的抽样检验
3、定义:
3.1 允收水准AQL(Acceptable Quality level): 指对过程平均不合格率规定的、认为满
意的最大值,可看作可接收的过程平均不合格率和不可接受之间的界限
3.2 检验水准:指批量和样本大小之间的关系.检验水准一般常用的有一般检验水准I
n、川,和四个检验特殊水准S-1、S-2、S-3、S-4, 一般检验水准最常用,除了特殊规定使用别的检验水准
外,通常都使用检验水准n .特殊检验水准一般在破坏性检验
查时采用.
3.3 抽样检验的方式:又称抽样方案.根据从批中一次抽取的样本的检验结果,决定是否
接收该批叫做“一次抽样检验”;若采取分二次抽取样本,并根据全部样本的检验结果
决定接收或拒收该批则称为“二次抽样检验”类似,还有“多次抽样检验”.通常多才
用一次抽样检验.
3.4 相关文件和资料
4、职责/Responsibility
4.1品保中心:检验员负责样品的抽取,检验及对整批的判定.品保中心负责检验作业指导书的制定。
4.4工程部:技术部负责检验标准和判定规格的制定.
4.5计量科:负责对检验过程中使用的计量器具进行检定,校正和初步维修。
5、程序/Procedure
5.1 设定品质判定的基准
依据相应的检验标准、工作指示、工程图纸或合同订单、事物样品等
5.2 按等级划分不合格
明确致命不合格、严重不合格、轻微不合格各种等级的具体的划分、判定的方法、并写入各检验作业指导书.
5.3 决定品质允收水准AQL
AQL的允收水准有很多种(详见MIL-STD-105E 标准),根据各工程特性以及客户的要求制定
5.4 决定检验水准
通常使用一般检验水准n
5.5 选定抽样方式
使用一次抽样还是多次抽样
5.6 决定检验的严格程度(只针对来料检验放宽,所有检验均有可能加严)
5.7 决定检验水准
通常使用一般检验水准n
5.8 选定抽样方式
使用一次抽样还是多次抽样
5.9 决定检验的严格程度(只针对来料检验放宽,所有检验均有可能加严)
产品抽样计划REV. : A
SHEET : 2 of 4
5.9.1 一般从正常检验开始.
5.9.2从正常检验转入放宽检验,若满足以下条件则从下批转入放宽检验.
A. 正常检验的情况下,连续10批(不包括拒收,再次提交的检验批)被接收.
B. 供应商生产过程稳定.
C. 我司质量部门同意转为放宽检验.
5.9.3 从放宽恢复到正常检验,若满足以下条件则下批恢复正常检验.
A. 放宽检验的情况下,只要有一批不合格(拒收).
B. 我司质量部门认为有必要恢复正常检验.
5.9.4从正常检验转入加严检验:
A正常检验情况下,若在不多于5批(连续检验批)中有2批不合格(拒收)(不包括拒收后再次提
交的检验批)则下批开始加严检验.
5.9.5 从严检验恢复正常检验:
在加严检验情况下,若连续5批检验(不包括拒收后再次提交检验批)合格则从下一批开始
恢复正常检验.
5.9.6加严检验转入暂停接收:
当加严检验开始后,被拒收的批量达到5批时,应暂停按标准进行交收;当停止交收后,生产
在实施有效质量改进后,确定有质量改进的效果时,可以恢复接收,但必须从加严开始.
6. 批的构成
原则上以接近同样生产条件下,在一定时间内生产出的产品划为1批.例如:在同样的一条生产线
下,用相同形式,在同一日生产出同一种机种(或称机型)的产品同一批.
7. 查表得出样本代码
8. 由样本代码查出样本数.
9. 根据AQL查出各等级的具体的质量接受水平,明确判定批量合格与否的基准.
10. 批量的判定:
10.1 若发现不合格则按第2步规定判定等级.
10.2 不同等级不合格允收水准AQL由第3步决定
10.3 不合格数小于合格批判定个数Ac时,判定该批量合格,而超过了不合格判定个数Re时,
则判定该批不合格.
10.4 每种等级不合格项的合格与不合格按上述规则判定
10.5所有的等级都合格时,则判定该批量合格.而不管是哪一个等级有不合格时,就判定该批量不合格.
10.6当放宽检查样品中的不合格个数超过了合格判定个数,但还没达到不合格判定个数的状
态下,该批可判定合格.但是,下批开始必须转回正常检验.
10.7批处理按《来料检验控制程序》《过程检验控制程序》《出货检验控制程序》
《不合格品控制程序》等文件中的规定,对合格批或不合格批进行处罚.
产品抽样计划REV. A
SHEET: 4 Of 4
11. 质量记录
(无)
12. 附件及表单
附件
附件
附件
《检验单次抽样计划书(主抽样表)》
《加严检验单次抽样计划书(主抽样
表)《正常检验单次抽样计划书(主抽
样表)
MIL-STD-105E
QF-QSI-069-01S
QF-QSI-069-02S
QF-QSI-069-03S
计数抽样表
表1样本代字
Form No.: QF-T-QSI-02A。