压光机热油系统
- 格式:doc
- 大小:4.94 MB
- 文档页数:11
SOFT CALENDER软压光机FUNCTIONAL DESCRIPTION功能说明SUMMARY 概述1.OPERATING INSTRUCTIONS FOR SOFT CALENDER 软压光机操作说明Calender start-up 开机Calender stop 关机Hydraulic unit 液压系统Lubricating unit 润滑系统Oil heating unit 热油系统Communication between electrical drive/ Calender 电气传动与压光机通讯Calender doctors 压光机刮刀Calender 压光机Edge blowing /cooling unit 边缘吹风/ 冷却系统Communication of the calendar 压光机通讯Additional controls 其他控制2. Alarms and test lamps 报警和测试灯1.Operating instructions for soft calendar软压光机操作说明1.1Calender Start-up 开机(note: a KP is a key panel on operator display)(注:KP指操作显示器的键盘)●The start up of the equipment is done by a push button (with 2 positions) selecting the“start up” position.选择“启动”按钮启动设备●When not in operation, all the calender section functions are stopped.设备不运行时,压光机各部功能停止●In operation, the machine manages its auxiliaries functions are stopped.运行时,设备操纵的辅助元件功能将停止●In operation mode, the management of alarm and defaults are under control. In the caseof “out of service”, the operator should not be concerned by any machine status.运行模式中,报警系统和预设值都在监控中。

软辊压光机的工作原理及特点默认分类2007-01-15 21:31:16 阅读352 评论1 字号:大中小软辊压光机由可加热调温的冷硬铸铁辊和可控制中高外包覆弹性材料的软辊组成。
同普通纸机压光机使用效果比较,其具有平滑度增加显著、松厚度损失减少、纸张强度得以保持等特点。
软辊压光机作为造纸机和涂布机的机内或机外整饰设备,由于其性能优越、操作简便、纸幅压光断头少、压光后成纸质量提高、设备运行作业率高,得到迅速的发展。
世界上当前可以提供软辊压光机的厂家有Voith Sulzer-Hunt & Moscrop,Valmet,Küsters和Allimand等。
软辊压光机的工作原理软辊压区由一根可加热调温的冷硬铸铁辊和一根可控制中高、其辊壳外包覆弹性材料的软辊组成。
软辊辊面在压力作用下变形,使压区形成面接触,而使单位面积的压强较低,纸幅表面受到温和的处理,所以纸幅整饰均匀,松厚度损失少。
按辊径大小,软辊面包覆材料的硬度以及施加压力的不同,软辊压光压区的宽度可达5~10mm,为纸机压光(硬压区)的5~8倍,其单位压力一般为20~40N/mm2。
即使软压光的线压力较高,其单位压力也不过是纸机压光机的1/3~1/4。
由于压区较宽,纸幅在压区停留时间长,其增加的能耗变成为热的形式传给纸幅,软化纸幅表面的纤维,使其容易压光,增加平滑度。
权衡压力和温度之间的效果,在上述压区温度较高时,压区压力相对可低些,这样可减少松厚度的损失,从而得到满意的纸面整饰。
又由于软压光压区的比压力较低,纤维压溃的现象大大减少,使纸张的强度得以保持。
纸张纵向和横向的拉力强度好,这就意味着纸机和后续的印刷机运转率会有提高。
由于软辊面材料的回弹性,使辊面可适应纸幅任何不好的匀度和定量的变化,因此可以比常规的硬压区压光机有更均匀的平滑度和均匀的紧度。
纸幅较薄区和加热辊接触良好;同时对厚区而言,其厚度不会有大的减少,这样在厚薄区都可增加其细微平滑度,因而整个纸幅都有非常均匀的细微平滑度,消除了色斑,印刷性能大大改善。

压光机工作原理
压光机是一种用于对物体进行压光处理的设备,它具有以下工作原理。
压光机通过一对平行的压光辊,将物体夹在其中并施加一定的压力。
辊表面通常是由硬度较高的材料制成,如金属。
当物体被夹在辊中时,由于辊的压力作用,物体表面会发生塑性变形。
压光机的辊通常是由电动机驱动,通过辊之间的传动装置使其保持同步旋转。
辊的转速可以根据需要进行调节,以控制物体在压力下的处理时间。
通常,辊的转速越快,处理时间越短。
通过物体在辊之间的持续旋转,压光机可以在物体表面产生一定的摩擦力。
摩擦力会使物体表面的杂质、灰尘或油污等被擦拭或清除。
同时,辊的压力还可以使物体表面更加光滑,并提高其质量。
为了保证压光机的工作效果和操作的安全性,压光机通常还配备有一些辅助装置。
例如,辊表面可能会涂有一层特殊的润滑剂,以减少摩擦力并保护物体表面。
此外,压光机通常还会配备一套精确的控制系统,以监测和调节辊的温度、压力和速度等参数,以确保处理过程的稳定性和一致性。
总而言之,压光机通过利用辊的压力和摩擦力,对物体表面进行压光处理,从而实现清洁和改善物体表面质量的目的。
压光及压光设备1压光的目的压光是抄纸过程中的一个重要部分,压光的目的是为了满足纸张质量更好、更均一,其主要表现在以下几个方面:①改进不均一的纸页成形。
②改进纸页的表面平整度或平滑度、光泽度。
③压缩和密实纸张的纤维。
2压光的发展2.1 传统压光机在压光机的发展史上,经历了传统压光机、超级压光机、软辊压光机、多软辊压光机的过程。
传统的压光机是硬辊压光,压光机有3-10个压光辊,垂直重叠安装在机架上,最下一个为原动辊,其余辊子靠彼此摩擦带动。
压光辊是表面极为光滑的铸铁辊,硬度不低于800-850(肖氏),压光机辊子间的压力是辊子本身重量产生,使用的附加压力不多,6辊压光机最下两个压光辊的压力为500-600N/cm,8辊压光机为700-800 N/cm,10辊压光机为1000 N/cm。
硬辊压光对提高纸页的平滑度、光泽度、紧度和厚度的均一性能起到了较好的效果,但随着压力的上升,纸张的物理强度却受到损伤。
超级压光机是由冷淬铸铁辊和纸粕辊交叠使用的压光机组成。
软压光是由铸铁辊和聚合物软辊组成的压光机组。
2.2 压光机的改进基于压光的线压、压区的缝数、车速的限制,以及纸页物理强度的影响,压光技术一直在不断改进。
2.2.1 对金属辊加热在辊间整饰纸页时,高温有助于形成更好的表面光洁度,因压光辊的热能传递到纸页,纸面纤维趋于软化,有利于压光整饰。
提高压光辊的温度,对纸幅结构的损害比在室温条件下单靠提高压力要好得多。
如果要求的表面温度在150度以下,可用通入循环水或蒸汽来进行加热,用热油可使辊温升到200度,温度超过200度,辊面最好使用感应加热。
2.2.2抗挠辊的使用硬压光的底辊(又称主辊)从其上面辊子所受到的负荷是带挠曲的,要使其接近合适的恒定线压的唯一办法是磨出中高来,中高大小可在一个假设的线压进行校正:超过该线压点,辊子将在中心部位过度地挠曲,而在辊子两边的压区作用力最高,在线压力降低时,由于辊子中部的中高,额外的直径将在纸幅中部形成过大的压区作用。
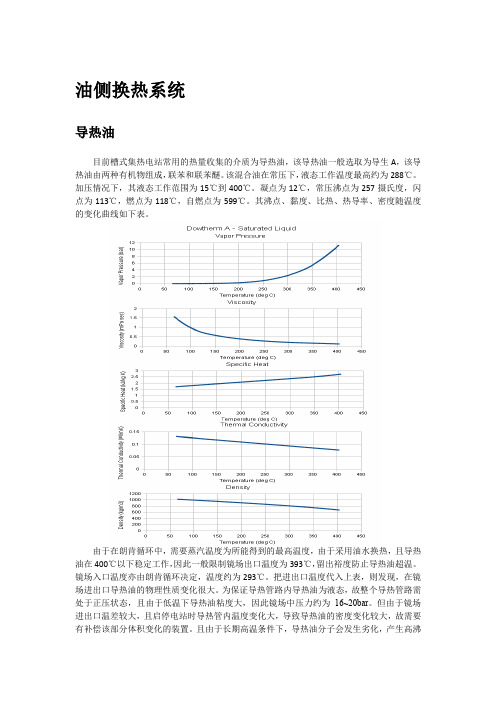
油侧换热系统导热油目前槽式集热电站常用的热量收集的介质为导热油,该导热油一般选取为导生A,该导热油由两种有机物组成,联苯和联苯醚。
该混合油在常压下,液态工作温度最高约为288℃。
加压情况下,其液态工作范围为15℃到400℃。
凝点为12℃,常压沸点为257摄氏度,闪点为113℃,燃点为118℃,自燃点为599℃。
其沸点、黏度、比热、热导率、密度随温度的变化曲线如下表。
由于在朗肯循环中,需要蒸汽温度为所能得到的最高温度,由于采用油水换热,且导热油在400℃以下稳定工作,因此一般限制镜场出口温度为393℃,留出裕度防止导热油超温。
镜场入口温度亦由朗肯循环决定,温度约为293℃。
把进出口温度代入上表,则发现,在镜场进出口导热油的物理性质变化很大。
为保证导热管路内导热油为液态,故整个导热管路需处于正压状态,且由于低温下导热油粘度大,因此镜场中压力约为16~20bar。
但由于镜场进出口温差较大,且启停电站时导热管内温度变化大,导致导热油的密度变化较大,故需要有补偿该部分体积变化的装置。
且由于长期高温条件下,导热油分子会发生劣化,产生高沸点和低沸点杂质,导致整个电站效率降低,故需要对油进行适时净化和补油。
油净化系统由于槽式集热电站中使用导热油进行热量收集,因此,由于其自身化学性质,在长期高温的条件下,导热油会劣化,生成轻油和重油两种杂质。
轻油沸点低,易汽化,导致集热管换热器换热效果变差,尤其是集热管,容易因为气泡的产生而产生热点,而烧坏集热管。
重油沸点较高,且密度大,故会使流动效果变差,从而影响换热。
但由于轻油较易产生,而且危害较大,重油危害较小,因此,一般采取设置常开轻油处理系统和计划开启的重油处理系统。
分离原理均为利用轻重油与导热油沸点不同,在不同温度下把导热油析出并冷凝,去掉其中低沸点和高沸点的杂质。
轻油处理系统均从膨胀罐上方取油气混合物,根据冷却方式不同,有两种型式。
一种方式为直接进入分离罐,利用之前冷却产生的导热油经泵,通过空冷器冷却回到分离罐内,再经过层层冷却油气混合物,导热油与氮气和轻油蒸汽分离。

压光整理的原理压光整理是一种通过机械设备对纺织品进行加工和整理的技术。
其原理是利用压光机在高温和压力下对纺织品进行处理,使其表面更加平整、光滑和有光泽。
压光整理主要应用于纺织品的后整理过程,以提高纺织品的质量和外观。
压光整理的原理主要包括以下几个方面:1. 热压效应:在压光整理过程中,压光机产生高温和压力,使纺织品中的纤维和纱线得到热塑性变形。
纤维和纱线经过高温和压力的作用后,分子间的结合力减弱,纤维更加柔软,可以更好地固定住纱线,并使织物表面平整起来。
此外,热压还可以对纺织品中的细菌和有机污染物进行灭菌和去除,提高纺织品的卫生性。
2. 压力效应:压光机施加的压力可以使纺织品中的纤维和纱线更加平整、紧密地排列在一起。
由于压力作用于织物表面,纤维和纱线之间的空隙减少,纤维压缩,织物表面变得更加平整。
另外,压光时机械设备施加的压力还可以使织物中的纤维和纱线更好地连接起来,提高纺织品的强度和稳定性。
3. 温度效应:压光整理过程中施加的高温可以软化织物中的纤维和纱线,使其更加易于变形。
通过加热,织物中的纤维和纱线之间的纤维间力和结晶力降低,织物中的纤维得以松弛,形成更加平整的表面。
4. 机械效应:压光机通过施加高压和强力拉伸,使纤维和纱线的纤维间力得以降低,纤维可以在较低的能量下发生滑动和变形。
这种机械效应可以使织物表面得到更好的整理效果,提高纺织品的光滑度和柔软度。
综上所述,压光整理的原理主要是通过热压、压力、温度和机械效应的综合作用,对纺织品进行处理,使其表面更加平整、光滑和有光泽。
通过压光整理,可以改善纺织品的外观和质量,提高纺织品的市场竞争力。
压光整理技术在纺织工业中的应用越来越广泛,不仅可以用于纺织品的后整理,还可以用于纺织原料的加工和纺织品的修整,为纺织品的生产提供了重要的技术支持。
在成功试生产后,正式投入生产。
P M8生产线位于河北省威县工业园区,年设计产能1.5万吨。
同时公司计划在未来几个月启动第二条生活用纸生产线(P M9)建设,PM9年设计产能同样为1.5万吨。
“公司不断寻求业务增长,我们相信生活用纸市场强劲的增长势头为我们提供了重大机遇。
P M8生产线的投产,加上我们现有的生活用纸包装产能,将助力公司未来几个季度业绩增长”,东方纸业董事长兼CEO刘振勇如是说。
新疆芳菲达纸业圆网卫生纸机投产本刊讯(仟松 报道) 2018年12月24日,位于新疆昌吉州阜康市的新疆芳菲达纸业投产首台宝拓卫生纸机。
纸机型号为S F10-900真空圆网卫生纸机,幅宽2860m m,设计车速900m/min。
宝索企业宝拓公司为本项目提供了从备浆、流送、纸机、分切复卷机及系统控制等的总承包工程。
同一型号的另一台卫生纸机计划于2019年年中投产。
新疆芳菲达纸业早先为乌鲁木齐生活用纸加工和销售企业,2017年成立新疆巨兆辉森卫生用品有限公司,并入驻昌吉阜康产业园,成为生活用纸生产、加工及销售一体化综合性企业。
保定宝洁纸业2号卫生纸机成功开机本刊讯(仟松 报道) 2018年12月30日,河北省保定市宝洁纸业有限公司第二台高速卫生纸机顺利开机投产。
纸机净纸幅宽3550m m,设计车速1300m/m i n,主要使用竹浆和商品木浆生产本色生活用纸,设计产能2万吨/年。
保定市宝洁纸业有限公司成立于2015年12月,公司前身是满城县保洁造纸厂。
公司位于河北省保定市满城区大册营镇造纸工业园区,其1号生活用纸机净纸幅宽2850m m,设计车速900m/m i n,已于2017年投产,主要生产本色生活用纸,年产量约1.2万吨。
宜宾纸业第3台新月型卫生纸机顺利开机本刊讯(亚赛利 消息) 2018年12月12日,宜宾纸业第3台i D E A L®新月型卫生纸机如期顺利开机。
该纸机由意大利亚赛利供货,为双方签订的5台纸机项目中开机的第3台。
压光机技术说明:压光机主要分为普通压光机和超级压光机根据纸种和对纸的等级要求的不同,选用的压光机也不尽相同。
压光机以提高纸的平滑度、光泽度为主,同时对提高纸的和硬度均匀性具有很好的作用。
纸张整饰设备。
其作用是提高纸幅的平滑度、光泽度、紧度和厚度的均匀性。
它是造纸机的组成部分,安装在干燥部与卷纸机之间,一般由冷激铸铁或淬硬钢等材质制造的若干个辊子组成,垂直重叠安装在机架上,底辊传动。
干燥后的纸经过辊压后,送至卷纸部。
一般中低速造纸机3~6辊,高速造纸机8~10辊。
薄纸、单面光纸、吸收性要求大的纸种无需压光。
压光机是上光涂布机的配套设备。
涂布在印刷品表面的涂料层干燥后,再经压光机压光,可大大提高上光涂层的平滑度和光泽度。
压光机主要由印刷品输送机构、机械传动、电器控制系统等部分组成,分别包括印刷品输送台、手动高压油泵、热压辊、加压辊、调速驱动电机、压光钢带、冷却箱、观察门、冷却水槽、通风循环系统、传输辊、印刷品收集台。
压光机的工作方式通常为连续滚压式。
印刷品从输纸台上输送到热压辊与加压辊之间的压光带下,在温度和压力的作用下,涂层贴附于压光带表面被压光。
压光后的涂料层逐渐冷却后形成一光亮的表面层。
压光带为一经特殊处理的不锈钢环状钢带。
热压辊内部装有多组远红外加热源,以提供压光中所需的热量。
加压辊的压力多采用电气液压式调压系统,可精确地满足压光中对压力大小的要求。
压光速度可由调速驱动电机或滑差电机实现调速控制。
我厂是国内较早的专业生产造纸设备的厂家之一,企业迅猛发展,生产能力和生产水平不断提高,生产规模日趋扩大,多次被授予重合同、守信誉企业,我厂以生产价格优惠、科技领先的造纸机械为宗旨,全心全意为客户服务。
买卖光泽压光机,就上造纸网该机又一俗名软压光。
安装于涂布机整饰缸和压光机的后面。
本机光泽缸表面镀有硬铬,它在运转中缸内充气加温,胶辊内充水冷却,涂布后的纸板经过光泽缸和胶辊加压接触后,在高温高压和微滑动的作用下,使纸板表面和涂层表面产生光泽,从而提高涂布纸板的光泽度和平滑度。
压光机工作原理
压光机是指在表面处理工艺过程中,采用压力和温度作用于给定物体,以达到改变性能、外观预期表现的一种设备。
常用的压光机主要用于聚合物、金属、陶瓷等工件的表面改性和美化处理,比如改变表面质地和外观,以及表面加工,如喷砂抛光、抗指纹和粗糙度改进、镜面转换和耐磨性增强等。
压光机的工作原理:一般来说,压光机通过两个作用:温度和压力,来影响材料表面的结构,从而改变材料表面的性质。
1、温度:当工件放置在高温的压光机内时,周围空气被加热,
工件表面的温度也将随着压光机内温度的升高而升高,表面的局部结构熔化,弹性变得脆性,表面被改变,产生微观折射,从而使表面具有近镜面的效果。
2、压力:当压光机内的工件放置在高温的环境中时,准备采用
压力表面改性处理,工件表面会受到压力的作用,压力可以破坏合金层,形成均匀分布的平缓的微结构。
同时压力还能把熔化的膜层压紧,从而使改变工件表面的外观和表面光泽度。
压光机由控制系统、加热系统、压力控制系统、原料管理系统、排气系统和自动化控制系统组成。
其中,控制系统负责控制压光机的运作,加热系统能够实时调整加热温度,压力控制系统能够保证压力的稳定,原料管理系统负责储存和运输工件,排气系统负责排出液体异物和气体,而自动化控制系统则负责自动检测和控制压光机的运行。
- 1 -。
软压区压光技术自从80年代初开发了机内软压区压光整饰技术以来,这项技术的应用越来越广泛。
最初这项技术仅应用于整饰要求较低和中等要求的纸种,或在软压光发明之前一般采用硬压光的纸种。
今天的软压光机已经可以获得以前只能用超级压光机才能达到的压光效果。
超级压光机软压区整饰技术的几个显著优点为开发软压光机提供了思路。
为了能够经济有效地进行机内软压区压光整饰,必须开发各种新型的设备部件,特别是可控中高辊、加热硬辊,以及各种新型弹性辊面材料。
软压光整饰效果取决于各种压光特征和设备设计。
压光质量主要取决于压光前纸页的性能及其水份含量、原料的组成,浆料的选择及处理,以及纸机的作用(整个造纸过程),如果是涂布纸种,则涂料配方、涂布量以及涂布方法也起着决定性作用。
纸页横幅厚度控制技术在过去几年中有了长足的进展。
新研制的单元件可控中高辊(MULTIHV-Roll)可使用户在不增加设备的前提下对宽幅和窄幅纸机的横幅厚度进行校正。
这种辊子的设计是根据技术成熟的分区可控中高辊(HV-Roll)的原理,不同的是每个加压元件单独控制。
线性全幅调节量的大小不受平均线压影响,可在任意所需位置包括辊边对压区压力进行增大或减少的修正。
软压光机能够对许多纸种进行有效而经济的压光,整饰效果均匀,无花斑纹或压黑现象,纸页适印性能极佳。
对那些平滑度和光泽度要求较高的纸种以及高紧度纸种的压光,需多个压区以取得满意的效果。
为生产这些纸种,多压区压光机例如PROSOFT压光机已成功地投入应用。
PROSOFT 压光机的典型特征是压区的高压强超过一般软压光机,而且每个压区得到完善控制从而不致产生压辊变形,纸页强度性质可以保持,软辊面受保护,因为压光整饰操作中几乎没有剪切应力产生。
PROSOFT压光机的设计使其既可用于机内压光,又可用作机外压光,且均可实现满意的压光整饰效果。
PROSOFT压光机是目前最为理想的机内和机外压光设备。
2软压区压光技术如果压光技术被定义为纸幅的热能与机械能转换,那么硬压区和软压区的压光机理没有根本的区别。
压光机导热油系统
一、导热油系统概要
1.导热油系统的原理与作用
在包装纸抄造中,作为改变纸张物理性能的最后一道工序的设备。
压光机对改善纸张的紧度、厚度以及表面亮度和光滑度等质量指标发挥着极其重要的作用,而压光辊的温度控制对压光机能否发挥其作用起着相当大的影响,温度不适当或不稳定,将会造成纸张有白斑、亮度降低、表面光滑度粗糙成品纸易受潮、翘曲等,因此,保证热油系统的稳定性对压光机的性能发挥有积极的意义。
压光机热油系统是一个由管道、阀门连接于贮油箱、循环泵、冷却器、加热器、压光辊等设备的封闭的循环回路,导热油作为向压光辊传递热能的媒介,系统中的导热油通过加热器加热后,在循环泵作用下,经由温度控制阀和冷却器调节热油至适当温度,然后进入压光辊对其传热,最后在背压作用下返回加热器进行下一轮循环。
在整个循环过程中,匀有控制和监测单元完成对导热油温度、压力及流量进行自动控制。
2.导热油系统的主要组成部分包括(参见图3)
(1)循环泵(见图1)
循环泵是使导热油在系统内不断流动,保证热能均匀的不间断传递给压光辊的动力设备,其主要参数如下
TYPE: NTT65-200/02 φ205
Q=82m3/h H=82 m
N= 2900 rpm P=18.5 kW
(2)电阻加热器 15.5kW*28组
电阻加热器就是通过电能对导热油进行加热,其加热范围可以在
50-350℃之间调节, 现场温度通常控制在190℃左右.(比使用温度高出约10℃)
(3)膨胀箱 容积=646 L
膨胀箱通过伸缩管连接安装于高处.共有三根管道与其连接①.与贮油箱的连接管;②.与系统回流管的连接管;③.与系统循环泵出口管的连接管,该连接管上的一个沸腾阀“F ”。
膨胀箱主要作用是系统加热过程中排除系统中的气体,使压力处于稳定态,以保证系统油温可以加热到设定值。
轴承箱
叶轮 泵壳
安全密封装置
轴
机械密封
轴承6410 J C3
图1:循环油泵
(4)贮油箱 容积=1110 L
贮油箱用于贮存导热油,当循环系统中的油量不足时,可以通过加油泵将贮油箱中的备用油补充于系统.
(5)加油与排油装置
加油泵参数:
TYPE: BSR 251 Q=0.96m 3/h H=40 m
n= 1450 rpm P=0.75 kW
该装置由一台齿轮油泵、六个截止阀和控制箱组成,通过关闭与打开相应的阀门,可以对贮油箱、循环系统进行加油,也可以将贮油箱、循环系统内的导热油排出。
2
1
4
3
6
5
C
至
循环系统
B 至油
A 至贮油箱
齿轮油
(6)冷却单元
通径:DN300 换热面积:4.6 m2
最大流量:油82m3/h | 水19.3 m3/h 系统正常运行状态下,冷却单元主要作用是保持热油系统温度的稳定性,系统温度过高或过低时,通过自动控制冷却水流量电磁阀、热油温度控制阀开度来调节油温。
当压光机停机或系统换油时, 冷却单元则可以将高温油在较短时间内冷却到适当的温度。
(7)电控箱与检测装置
电控箱为导热油系统的神经中枢,检测控制装置则对系统的液位压力、流量、温度等指标进行在线监测。
二、操作与维护
1、油品使用
在系统温度为60℃~300℃时,推荐的导热油品有:
BP Transcal 65 (Transcal N)
MOBIL Mobiltherm 603 / 605
ESSO Essotherm 500
SHELL Thermia OI B
1-3#机选用BP Transcal N 4#机选用Mobiltherm 605
2、系统加油与换油
1)从油桶往贮油箱加油步骤:(见图2)
①.将B接口油管插入油桶。
②.打开阀门“3”、“6”,关闭阀门“1”、“2”、“4”、“5”。
③.启动齿轮油泵,加油适量。
④.加油结束,停止油泵,关闭阀门“3”、“6”。
2)从油桶往系统中加油步骤
①.将B接口油管插入油桶。
②.打开阀门“3”、“2”,关闭阀门“1”、“4”、“5”、“6”。
③.打开阀门“E-1”或“E-2”
④.启动加油泵,加油至适量。
⑤.加油结束,停止油泵,关闭阀门“E-1”或“E-2”、“3”及“2”
3) 从贮油箱往系统中加油步骤
①.打开贮油箱排污阀“D”,放出油箱中的水后关闭排污阀。
②.打开阀门“5”、“2”,关闭阀门“1”、“3”、“4”和“6”。
③.打开阀门“E-1”或“E-2”(见图3)
④.启动齿轮油泵,加油适量。
⑤.加油结束,停止油泵,关闭阀门“E-1”或“E-2”、“5”及“2”
4)系统换油步骤:
在对系统的导热油进行更换时,必须在压光机停下前将系统油温降到40以下,然后按以下步骤进行:
①.将B接口油管插入油桶。
②.打开阀门“5”、“1”和“4”,关闭阀门“2”、“3”和“6”。
③.打开阀门“E-1”、“E-2”及阀门“F”(见图3)
④.启动齿轮油泵,将系统及贮油箱内油排尽至油桶中后,停止
油泵。
⑤.打开排污阀“D”、“H”和“G”,将贮油箱及系统内残余的油
排净。
⑥.关闭阀门“D”、“H”、“G”、“E-1”、“E-2”、“1”、“4”及“5”。
⑦.最后分别按从油桶贮油箱和系统内加油的步骤将油加至适量
(共约9桶油)。
换油技巧:
☺.在给系统加油时,先将盘动压光辊,使TS端面的堵丝位于十二点方向。
拆开堵头,待堵丝孔处有导热油流出时马上将堵头将
好,可以有效的排出压光辊内的气体,减少导热油在加热过程
中因辊内余气造成的压力波动。
☺.因加油泵流量为Q=0.96m3/h,贮油箱容量为1110 L(1.1 m3)给贮油箱加满油需至少一个小时。
所以在系统换油时,先给系统进行排油并加油,在系统导热油加热过程中再给贮油箱进行排油和加油,可以将压光机的投用时间提前约1.5小时。
3、系统运行与停机
1) 系统运行
①.系统运行加热:
②.系统运行前,先检查各阀门状态,确保各排污阀处于关闭位置
③.循环泵的进出口阀门和沸腾阀“F”处于开启状态。
④.确保系统中有足够的导热油。
⑤.加热系统控制部分和安全系统无故障,且都处于开的位置。
⑥.压光辊运转且转速>3转/分钟。
⑦.根据使用情况设定导热油加热温度(通常为190℃)。
(辊子表
面温度严禁超过200℃,导热油温度最大设定不超过260℃)
⑧.启动循环油泵和加热器开始系统加热。
注意:加热速度必须小于2℃/分钟
2) 系统停机
当压光机停机时,导热油温度必须被冷却到适当的温度(见表1),在导热油被冷却到规定值前,压光辊必须保持运转(转速>3转/分钟)
①.停止加热器加热
②.调整导热油温度控制阀和冷却水电磁阀,使高温导热油较多的
进入冷却器。
③.导热油温度降至规定值时,停止循环泵
④.必要时关闭进出口阀和电源。
注意:冷却速度必须小于2℃/分钟,最佳为1℃/分钟表1 压光机停机温度控制表
!警告:
导热油的加热/冷却会改变压光辊的温度,使辊子产生应力。
加热/冷却的速度必须被调整至适合于辊子的直径和材料等级,过快的加热/冷却速度会导致辊子变形、开裂甚至断裂。
4、系统维护与故障处理
1)系统维护周期(见表2)
表2 热油系统维护周期表
2)典型故障及处理(见表3)
表3 典型故障及处理
设备部:石荣久
2005-11-28
三、相关图片
图3 导热油系统流程图
E1
E2
F
G
H
加/排油装置
循环泵
冷却单元
控制单元
膨胀箱
压光辊
进油管
回油管
加热器
图5 温度控制阀
设备部机械专业培训
第11页/共11页
设备部:石荣久 2005-11-28 沸腾阀F 图7. 1#机压光机热油系统沸腾阀 图6
膨胀箱 图8. 4#机压光热油加油泵 加油 排停。