三菱PLC控制电动机正反转的梯形图
- 格式:doc
- 大小:44.50 KB
- 文档页数:1
PLC 基本指令FX 2N 系列的PLC 共有基本指令27条,本章主要介绍这些基本指令的功能。
并掌握由梯形图转化成指令表,指令表转化成梯形图的方法;然后通过一些编程的示例理解基本指令的应用和一些编程的规则。
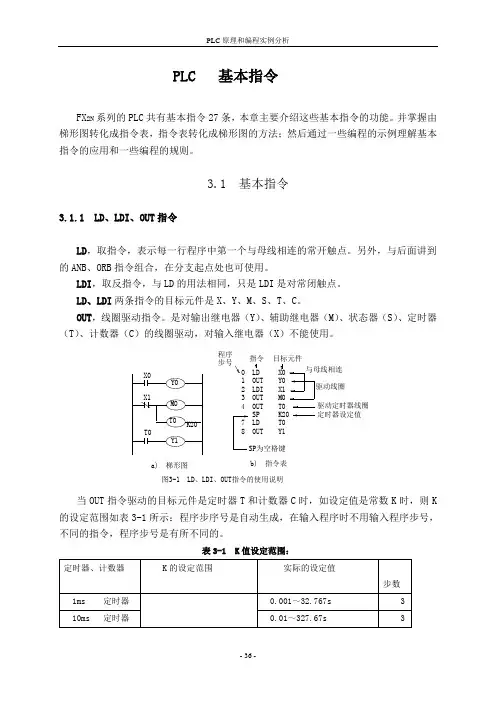
3.1 基本指令3.1.1 LD 、LDI 、OUT 指令LD ,取指令,表示每一行程序中第一个与母线相连的常开触点。
另外,与后面讲到的ANB 、ORB 指令组合,在分支起点处也可使用。
LDI ,取反指令,与 LD 的用法相同,只是LDI 是对常闭触点。
LD 、LDI 两条指令的目标元件是X 、Y 、M 、S 、T 、C 。
OUT ,线圈驱动指令。
是对输出继电器(Y )、辅助继电器(M )、状态器(S )、定时器(T )、计数器(C )的线圈驱动,对输入继电器(X )不能使用。
图3-1 LD、LDI、OUT指令的使用说明8 OUT Y17 LD T0 SP K204 OUT T03 OUT M02 LDI X11 OUT Y00 LD X0a) 梯形图T0Y1T0K20X1X0Y0M0步号程序驱动定时器线圈b) 指令表SP为空格键定时器设定值目标元件指令驱动线圈与母线相连当OUT 指令驱动的目标元件是定时器T 和计数器C 时,如设定值是常数K 时,则K的设定范围如表3-1所示:程序步序号是自动生成,在输入程序时不用输入程序步号,不同的指令,程序步号是有所不同的。
表3-1 K 值设定范围:3.1.2 触点串联指令AND 、ANI用于单个常开接点的串联。
ANI ,与非指令。
用于单个常闭接点的串联。
AND 与ANI 都是一个程序步指令,串联触点的个数没有限制,该指令可以多次重复使用。
使用说明如图3-2所示。
这两条指令的目标元件为X 、Y 、M 、S 、T 、C 。
OUT 指令后,通过接点对其他线圈使用OUT 指令称为纵接输出或连续输出,如图3-2中的OUT Y3。
这种连续输出如果顺序不错,可以多次重复。
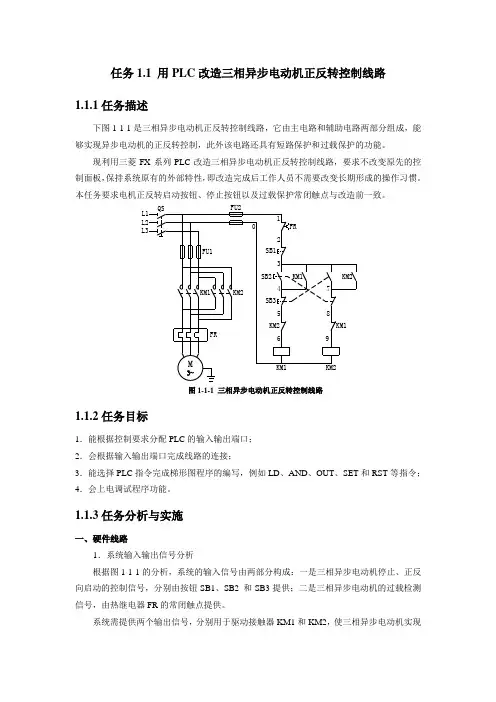
任务1.1 用PLC 改造三相异步电动机正反转控制线路1.1.1任务描述下图1-1-1是三相异步电动机正反转控制线路,它由主电路和辅助电路两部分组成,能够实现异步电动机的正反转控制,此外该电路还具有短路保护和过载保护的功能。
现利用三菱FX 系列PLC 改造三相异步电动机正反转控制线路,要求不改变原先的控制面板,保持系统原有的外部特性,即改造完成后工作人员不需要改变长期形成的操作习惯。
本任务要求电机正反转启动按钮、停止按钮以及过载保护常闭触点与改造前一致。
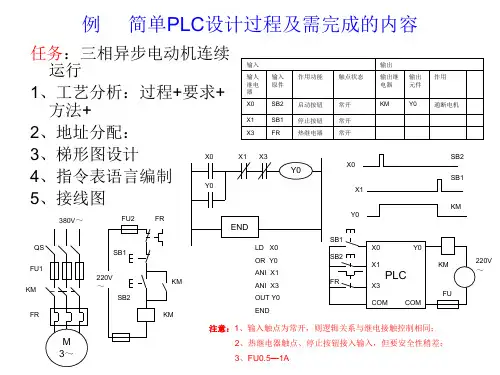
图1-1-1 三相异步电动机正反转控制线路1.1.2任务目标1.能根据控制要求分配PLC 的输入输出端口; 2.会根据输入输出端口完成线路的连接;3.能选择PLC 指令完成梯形图程序的编写,例如LD 、AND 、OUT 、SET 和RST 等指令; 4.会上电调试程序功能。
1.1.3任务分析与实施一、硬件线路1.系统输入输出信号分析根据图1-1-1的分析,系统的输入信号由两部分构成:一是三相异步电动机停止、正反向启动的控制信号,分别由按钮SB1、SB2 和SB3提供;二是三相异步电动机的过载检测信号,由热继电器FR 的常闭触点提供。
系统需提供两个输出信号,分别用于驱动接触器KM1和KM2,使三相异步电动机实现M3L1L2L3QSFU1FU2KM1KM2FRKM1KM2KM1KM2SB3SB2SB1KM1KM2FR123456789正反转运行。
根据上述分析,PLC 的I/O 端口分配如表1-1-1所示。
表1-1-1 I/O 端口分配表2.硬件线路的设计硬件线路由主电路和控制回路构成,具体如图1-1-2所示。
图1-1-2 三相异步电动机正反转PLC 控制线路说明:(1)为延长PLC 输入点的使用寿命,其输入信号一般采用常开的方式接入,但为更可靠接受保护类信号,其输入信号一般采用常闭的方式接入;(2)与上图中一致,凡是由PLC 实现的正反转控制线路,KM1和KM2必须实行电气联锁,否则在电动机正反转切换的过程中会导致主回路短路;(3)由于三菱FX2N-48MR (继电器输出型)的输出点承受电压最大为AC240V 或DC30V ,故本图中使用的接触器线圈额定电压选为AC220V 。
第4章可编程控制器梯形图程序设计方法教学目的:1.、熟练掌握可编程序控制器梯形图2、熟练掌握可编程控制器继电-接触器控制与可编程控制转换3、掌握可编程控制器梯形图的经验设计法教学重点:掌握可编程控制器梯形图的经验设计法教学难点:用可编程控制器梯形图的经验设计法设计程序参考课时:讲课8课时实验2课时说明:适当地增加与现代工业自动化有关联的事例第一讲:可编程控制器由于其应用方便,可靠性高,在各个行业,各个领域大量地应用着不同类型的可编程控制器。
如何用可编程序控制器完成实际控制系统的应用设计,是每个从事电气自动化控制技术人员所面临的实际问题。
在此,我们根据现学PLC的有关知识和可编程序控制器的工作特点和以往的经验。
通过实例,提出PLC控制系统经验设计的基本原则和一般的设计步骤,以及实际应用时的注意事项。
一. 可编程控制器梯形图可编程控制器梯形图中的某些元件沿用了继电器这一名称,如输入继电器、输出继电器、内部辅助继电器等,但它们不是真实的物理继电器(即硬件继电器),而是在软件中使用的编程元件。
每一编程元件与可编程控制器存储器中元件映像寄存器的一个存储单元相对应。
该存储单元如果为“1”状态,则表示梯形图中对应编程元件的线圈“通电”,其对应的动合触电接通,动断触点断开,称这种状态是该编程元件的“1”状态,或该编程元件ON(接通)。
如果该存储单元为“O”状态,对应的编程元件的线圈和触点的状态与上述相反,称该编程元件为“O”状态,或该编程元件OFF(断开)。
梯形图两侧的垂直公共线称为公共母线(bus bar)。
在编制中应按自上而下,从左到右的方式编。
同时应注意如下几点:1、注意适当的编程顺序可减少程序步。
1) 串联触点多的电路应尽量放在上部,例图4-1。
图4-1 梯形图2) 并联触点多的电路应尽量靠近母线,例图4-2。
图4-2 梯形图3) 在垂直方向的线上不能有触点,否则形成不能编程电路,需经过重新安排,如图4-3为重新安排不能编程电路。
梯形图是plc最基本,也是最简单的编程语言,梯形图以其直观易懂,便于入门,吸引了广大菜鸟的狂热追捧,而梯形图之所以如此受欢迎,就是因为它把逻辑傻瓜化,让你一看就懂,而复杂的梯形图逻辑都是简单逻辑的实现,因此,掌握基本的梯形图是关键,不管多复杂的梯形图,都是基本梯形图的有机组合。
下面介绍三菱plc梯形图符号解释。
不同的PLC符号表示不一样。
例如在三菱PLC中X表示输入继电器;Y输出继电器;D数据存储器;M 表示辅助继电器;T时间继电器;C计数器。
在西门子中:I表示输入继电器;O输出继电器;V变量存储区;M位存储区;T时间继电器;C计数器.AI模拟量输入AO模拟量输出。
而且不同厂家对不同的元件地址分配范围和指令操作也是不一样的。
所以看PLC梯形图要结合厂家的plc编程手册软元件功能结合。
但是所有的PLC都有相似的功能:对输入输出的位、输入输出的模拟量,以及PLC内部系统用的位,数据存储区域的操作和地址分配。
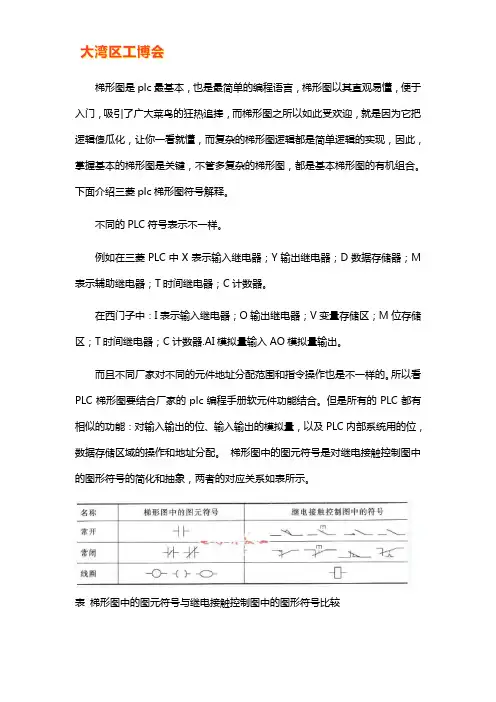
梯形图中的图元符号是对继电接触控制图中的图形符号的简化和抽象,两者的对应关系如表所示。
表梯形图中的图元符号与继电接触控制图中的图形符号比较从表可以得出如下结沦。
①对应继电接触控制图中的各种常开符号,在梯形图中一律抽象为一种图元符号来表示。
同样,对应继电接触控制图中的各种常闭符号,在梯形图中也一律抽象为一种图元符号来表示。
②不同的PLC编程软件(或版本),在其梯形图中使用的图元符号可能会略有不同。
如在表3.2中的“梯形图中的图元符号”这一列中,有两种常闭符号、三种线圈符号。
三菱FX 系列PLC的20条基本逻辑指令。
取指令与输出指令(LD/LDI/LDP/LDF/OUT)(1)LD(取指令)一个常开触点与左母线连接的指令,每一个以常开触点开始的逻辑行都用此指令。
(2)LDI(取反指令)一个常闭触点与左母线连接指令,每一个以常闭触点开始的逻辑行都用此指令。
(3)LDP(取上升沿指令)与左母线连接的常开触点的上升沿检测指令,仅在指定位元件的上升沿(由OFF→ON)时接通一个扫描周期。
学PLC必看:看懂电动机控制系统中PLC梯形图和语句表不同的电动机控制方式不同、系统中选用部件不同、部件间的组合方式以及数量的选用不同,最终PLC控制方式也有所不同,我们需要一些案例来看懂电动机控制系统中PLC的梯形图和语句表。
三相交流感应电动机连续控制电路中的PLC梯形图和语句表三相交流感应电动机连续控制线路基本上采用了交流继电器、接触器的控制方式,该种控制方式具有可靠性低、线路维护困难等缺点,将直接影响企业的生产效率。
由此,很多生产型企业中采用PLC控制方式对其进行控制。
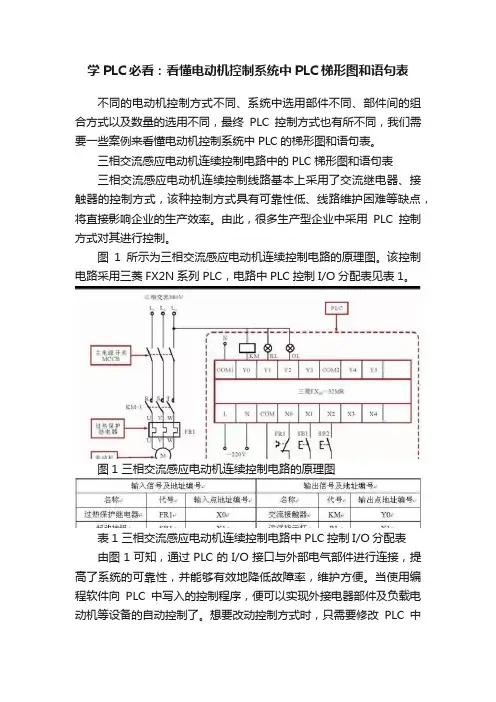
图1所示为三相交流感应电动机连续控制电路的原理图。
该控制电路采用三菱FX2N系列PLC,电路中PLC控制I/O分配表见表1。
图1 三相交流感应电动机连续控制电路的原理图表1 三相交流感应电动机连续控制电路中PLC控制I/O分配表由图1可知,通过PLC的I/O接口与外部电气部件进行连接,提高了系统的可靠性,并能够有效地降低故障率,维护方便。
当使用编程软件向PLC中写入的控制程序,便可以实现外接电器部件及负载电动机等设备的自动控制了。
想要改动控制方式时,只需要修改PLC中的控制程序即可,大大提高调试和改装效率。
图2所示为三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表。
图2 三相交流感应电动机三菱FX2N系列PLC连续控制梯形图及语句表根据梯形图识读该PLC的控制过程,首先可对照PLC控制电路和I/O分配表,在梯形图中进行适当文字注解,然后再根据操作动作具体分析起动和停止的控制原理。
1.三相交流感应电动机连续控制线路的起动过程图3所示为PLC连续控制下三相交流感应电动机的起动过程。
图3 PLC连续控制下三相交流感应电动机的起动过程1 当按下起动按钮SB1时,其将PLC内的X1置“1”,即常开触点X1闭合。
1→2 输出继电器Y0线圈得电,控制PLC外接交流接触器KM线圈得电。
→2-1 自锁常开触点Y0闭合,实现自锁功能;→2-2 控制运行指示灯Y1的常开触点Y0闭合,Y1得电,运行指示灯RL点亮。
本文下载地址:搜索PLC实验二PLC 控制三相异步电动机正反转实验一、实验目的1.学习和掌握PLC的实际操作和使用方法;2.学习和掌握PLC控制三相异步电动机正反转的硬件电路设计方法;3.学习和掌握PLC控制三相异步电动机正反转的程序设计方法;4.学习和掌握PLC控制系统的现场接线与软硬件调试方法。
二、实验原理三相异步电动机定子三相绕组接入三相交流电,产生旋转磁场,旋转磁场切割转子绕组产生感应电流和电磁力,在感应电流和电磁力的共同作用下,转子随着旋转磁场的旋转方向转动。
因此转子的旋转方向是通过改变定子旋转磁场旋转的方向来实现的,而旋转磁场的旋转方向只需改变三相定子绕组任意两相的电源相序就可实现。
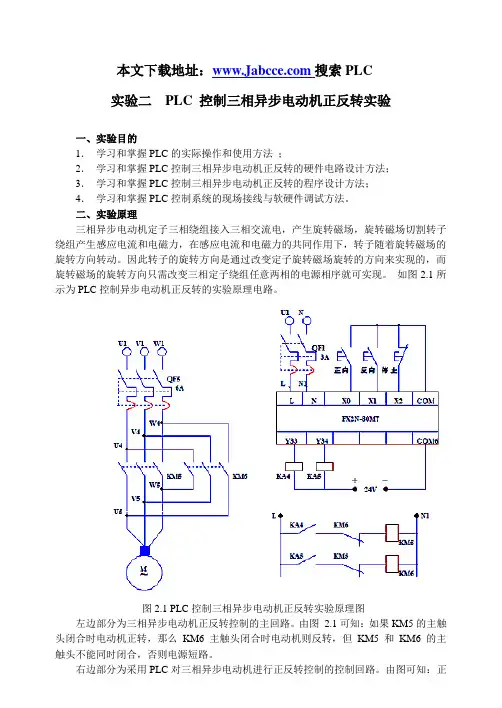
如图2.1所示为PLC控制异步电动机正反转的实验原理电路。
图2.1 PLC控制三相异步电动机正反转实验原理图左边部分为三相异步电动机正反转控制的主回路。
由图 2.1可知:如果KM5的主触头闭合时电动机正转,那么KM6 主触头闭合时电动机则反转,但KM5 和KM6 的主向按钮接PLC的输入口X0,反向按钮接PLC的输入口X1,停止按钮接PLC的输入口X2;继电器KA4、KA5 分别接于PLC 的输出口Y33、Y34,KA4、KA5 的触头又分别控制接触器KM5和KM6的线圈。
实验中所使用的PLC为三菱FX2N系列晶体管输出型的,由于晶体管输出型的输出电流比较小,不能直接驱动接触器的线圈,因此在电路中用继电器KA4、KA5 做中间转换电路。
在KM5和KM6线圈回路中互串常闭触头进行硬件互锁,保证软件错误后不致于主回路短路引起断路器自动断开。
电路基本工作原理为:合上QF1、QF5,给电路供电。
当按下正向按钮,控制程序要使Y33为1,继电器KA4线圈得电,其常开触点闭合,接触器KM5的线圈得电,主触头闭合,电动机正转;当按下反向按钮,控制程序要使Y34 为1,继电器KA5 线圈得电,其常开触点闭合,接触器KM6的线圈得电,主触头闭合,电动机反转。
目录第一例用plc控制运料小车编程实例 (3)第二例plc交通信号灯控制系统设计编程实例 (6)第三例plc自动门系统控制编程实例 (10)第四例plc起保停电路梯形图编程方法 (12)第五例plc控制电动机正反转电路设计 (15)第六例plc延合延分电路梯形图 (17)第七例plc振荡电路梯形图 (18)第八例plc自动与手动控制电路梯形图 (19)第九例plc集中与分散控制电路梯形图 (19)第十例最简单的PLC计时程序编程实例 (20)第十一例三菱PLC自锁控制程序编程实例 (21)第十二例三菱PLC两地控制与多地控制PLC程序编程实例 (23)第十三例三菱PLC顺序启动、顺序停止控制程序编程实例 (26)第十四例三菱PLC单信号反应多状态PLC程序编程实例 (27)第十五例三菱PLC电动机正反转控制程序编程实例 (28)第十六例三菱PLC自动往返控制程序编程实例 (31)第十七例三菱PLC星-三角降压启动控制编程实例 (34)第十八例三菱PLC点动+自锁控制编程实例 (36)第十九例三菱PLC用定时器与计数器实现的时间控制编程实例 (38)第二十例三菱PLC控制步进电机实例 (42)第一例用plc控制运料小车编程实例一、控制要求某车间有6 个工作台,送料车往返于工作台之间送料,每个工作台设有一个到位开关(SQ )和一个呼吸按扭(SB )。
具体控制要求如下:(1 )送料车开始应能停留在6 个工作台中任意一个到位开关的位置上。
(2 )设送料车现暂停于m 号工作台(SQ m 为ON )处,这时n 号工作台呼叫(SQ n 为ON ),若:(a)m>n ,送料车左行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号大于呼叫按扭SB 的编号时,送料车往左行运行至呼叫位置后停止。
(b)m<n ,送料车右行,直至SQ n 动作,到位停车。
即送料车所停位置SQ 的编号小于呼叫按扭SB 的编号时,送料车往右运行至呼叫位置后停止。